
基板を動かしながらスパッタしてもいまいちきれいに出来ないので、どうしたものかと思いながらいろいろと実験をやっておりましたところ、なにやら手法的にはわかったような気がしてきました。以下そのポイントと考察を。
- ターゲットがでかいほうが膜が均一になる(基板とのサイズ比率)
これはある意味当たり前なことかなと。ただ、ターゲットがでかくなるとその分電流が多くなるので発熱との戦いになります。ですが、ちゃんと放熱してやればよく、ターゲットの酸化が問題になるような大きなリークがない限りそれほど悪いことはありません。製膜後の冷却時間が長くなるくらいかな。 - プラズマは集中させたほうが製膜速度が速い
ターゲットをでかくするというのとは矛盾しているのですが、基板近傍にプラズマを集中させることは効果的です。その意味で円筒型のターゲットを使うことは(円筒上部にプラズマが集中して噴き出すような分布になるので)非常に良い方法です。 - 基板はターゲットと接触させないほうが良い
基板をターゲット側に置くか、対極側におくか、はたまた不定な電位の位置に置くか、かなり悩ましい問題ですが、私の実験環境では対極側に置く、すなわち一般的なDC2極スパッタの構成にするのが良いようです。製膜速度だけをいうならば円筒ターゲットの上に蓋をするように(というか橋を架けるように)基板を置くのが速いのですが、製膜が進んで膜とターゲットが導通した瞬間に基板がターゲットになってしまって製膜が止まります。つまりターゲット側に基板を置くときは一気に膜を作る必要があり、制御性の点で問題があります。 - 真空度は上げ過ぎないほうが良い
今回の新たな発見です。若干真空度を下げてやると膜が非常に均一になります。
これまでは酸化を嫌って極力真空度を高く保っていました。すなわち、真空引きを始めたら通電まで3分以上待つ、製膜中もずっと引き続ける、といったことをしていました。
あるときふっと真空ポンプを止めた後に製膜してみたところ、非常にきれいな膜が出来ることに気がつきました。再現性もあります。酸化による膜の黒化もありません。
これをヒントにその後いろいろと意図的に真空度を変えた実験を行い、はっきりとした効果を確認しました。ただし、低真空を正確に測る真空計を持っていないため正確な真空度とその変化はわかりません。
それまで行っていた真空ポンプで全力吸引をしながらのスパッタでは、製膜をする際に以下のような電圧/電流の変化が観察されていました。- 電圧を上げても閾値を超えるまではプラズマは点灯しない。電流も0。
- 閾値に達するとともにプラズマが点灯し、それまでかかっていた電圧が一気に下がる。
(600V→400Vといった変化)同時に電流が流れ出す。 - 時間経過とともに製膜が進み、電流が減少して行く。
(電流を一定に保つために電圧を上げていく。) - ある程度の電圧まで上がると電流の減少はなくなる。 (電圧を上げない場合はある程度まで電流が減少すると安定する)
プラズマ点灯とともに電圧が低下するのは、プラズマの生成(すなわち放電)によって電流が良く流れるようになり電極間の抵抗が減少したためです。これはオームの法則に則った話で不思議なものではありません。
ポイントはその後の「電流が減少して行く」というところです。今まではこの電流の減少の原因を「ターゲットが加熱されて抵抗が増大するため」と考察していたのですが、それだけではない、というよりそれよりもより寄与が大きいと思われる原因に思い至りました。それはゲッタリングです。
銅のスパッタが始まると銅原子、銅クラスターがチャンバ内を飛び回ります。このとき酸素や窒素といったチャンバ内の残留気体と銅が衝突します、そして銅クラスターはその気体を吸着したまま基板やチャンバ壁に衝突します。つまりチャンバ内を浮遊して圧力を生み出していた気体分子を固定化することになります。その結果真空度が上がります。これがゲッタリングです。この現象を利用したゲッターポンプという真空引き手法があります。
ゲッタリングによって真空ポンプによる減圧能力以上に真空度が上がると、気体分子と電子が衝突することによって生じる二次電子の発生も少なくなり、プラズマ密度が低下します。プラズマ密度が低下すると系を流れる電流も減少します。これが新たに思い至った電流低下の原因です。
ゲッタリングによって減少した電流は、電圧を上げることによって電子の加速エネルギーをより大きくし(二次電子発生の確率を上げる)、プラズマ密度を回復させることで維持することが出来ます。
ゲッタリングによる真空度の上昇は、ゲッタリングできる気体分子の減少によってゲッタリング確率が下がって飽和するか、あるいはシール部分からのリークとつりあって飽和するか、いずれにしても一定時間経過後に落ち着くだろうと考えられます。これがある程度電圧を上げると電流減少がなくなること(あるいは一定量電流が減少すると安定化すること)への理由付けです。
さて、今回膜の均一性が向上することを見出した「真空ポンプを止めた状態で製膜する場合」ですが、このときは電圧/電流は以下のような経過をたどります。- 電圧を上げても閾値を超えるまではプラズマは点灯しない。
- 閾値に達するとともにプラズマが点灯し、それまでかかっていた電圧が一気に下がる
(600V→400Vといった変化)ここまでは真空ポンプを止めない時と同じ。ここからが違います。
- 時間経過とともに製膜が進み、電流が増大して行く
- 電流を一定に保つために電圧を下げる必要がある(ことがある)
- ある程度時間が経過すると真空度が下がりすぎてプラズマが不安定になる
- プラズマが消灯する
真空引きを続ける場合とは全く逆のことが起きています。製膜中、電流はむしろ増えていくのです。
で、考察です。私が使っているチャンバは気密が高くありません。プラズマ点灯状態で真空ポンプを停止すると、1-2分でプラズマが消えます。それくらいリークがあるということです。このようなリークがある状態で製膜をするとゲッタリングが生じても真空度の上昇はあまり起きないか、リークが勝ってむしろ低下すると思われます。真空度が低下すると気体密度が上昇しますので電子の衝突機会も上昇、それに伴いプラズマ密度が上がり、結果的に系を流れる電流も増大すると説明できます。
ただ、これがなぜ膜の均一性に寄与するのかは今ひとつわかりません。プラズマ密度は上がっていると考察しましたが、特に製膜速度が(倍半分ほどに)変わっているようにも思えません。
リークによって酸素が流入し酸化が進むことが怖いのですが、何故か膜の酸化も起きていません。不思議です。
このように理由は良くわからないところがあるのですが、手法的には「こうすればよい」という方向が見えてきたように思われます。チャンバ内の圧力を調整することによって基板を動かしたりせずに再現性良く均一な膜を作る条件を見つけることが出来るような気がするということです。
ということで、今後は前述した手法を実現するために、
- 大きなターゲットにする: プラズマを均一にする
- 円筒型ターゲットを使う: プラズマを集中させる
- 基板は対極側に置く
- 圧力を調整する
という点に留意しながら実験を進めます。
ということで、やった実験は今のところこんな感じです。
まずは、基板を動かしてもうまく行かなかったので、いろいろ悩んで作ったもの。いずれもきれいではありませn。

こちらは真空ポンプを止めた状態で製膜してきれいな膜が出来ることに気がついたあたり。再現性も取れています。 このときはまだターゲット上に基板を置いております。
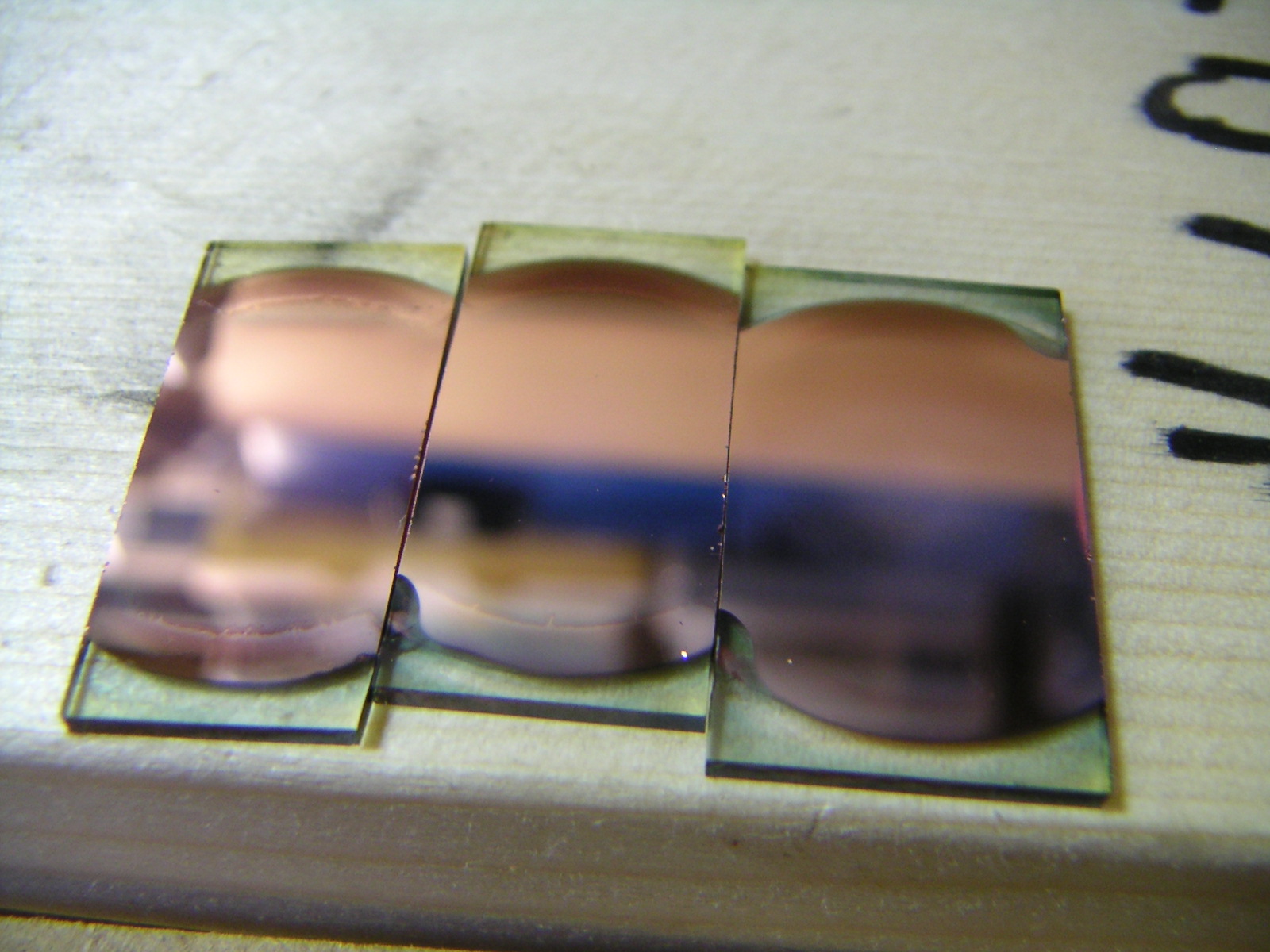
反射させてもきれいに膜が出来ているのがわかります。
{kind=link}
膜厚がもうすこし厚ければ十分反射ミラーとして使えるレベルです。
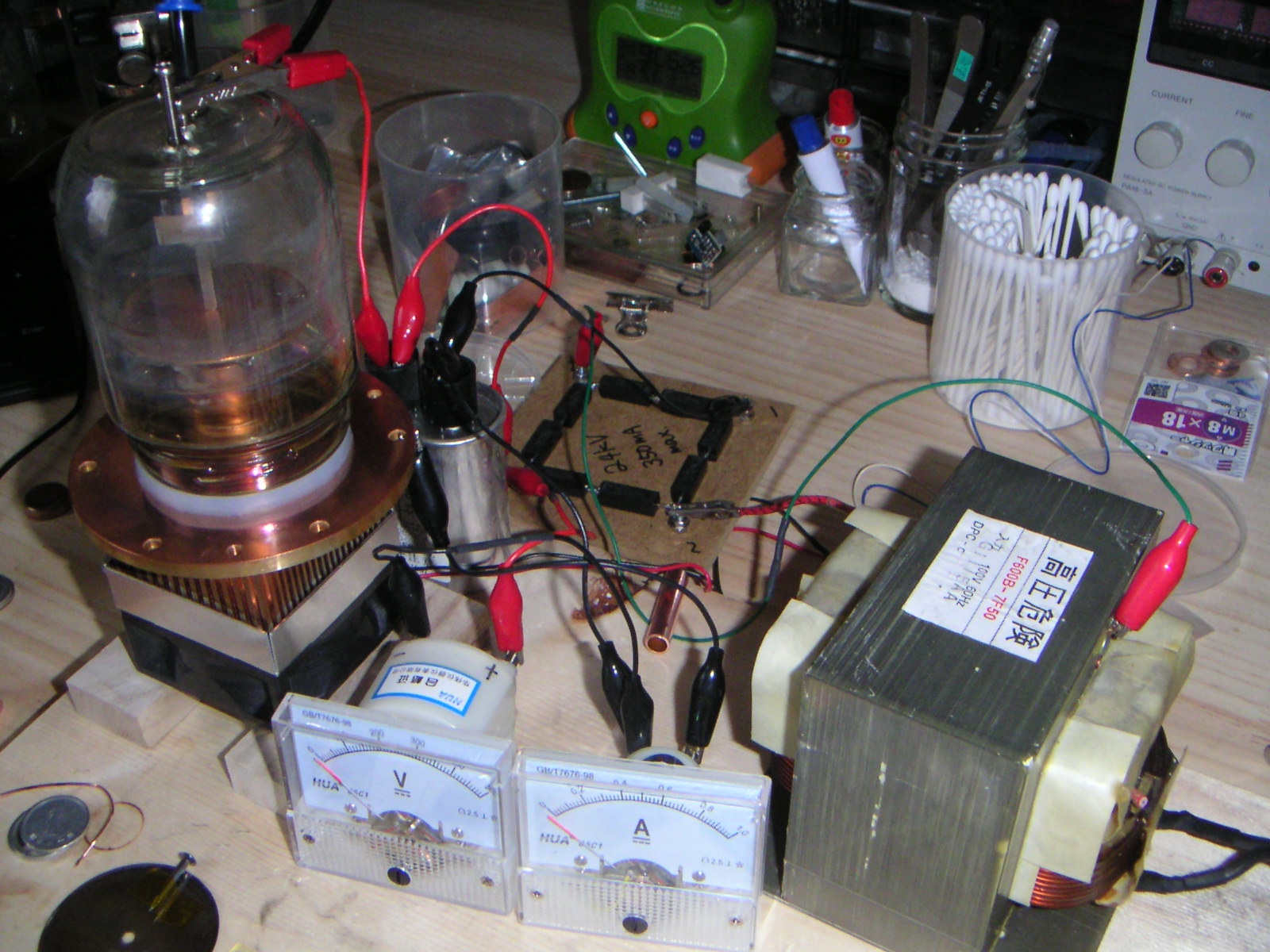
ここで、ここまで書いてきたことと全然関係ないんですが、電源を全波整流にしてコンデンサまで付けてみました。コンデンサの容量が2800pと小さく、系を流れる電流が多いのでおそらく平滑化はされていません。

こんな感じで複雑になってきました。全波整流の影響は条件が安定したら比較実験をするつもりです。時間当たりのエネルギー効率は倍になっていると思いますので条件は良い側に動いていると信じております。
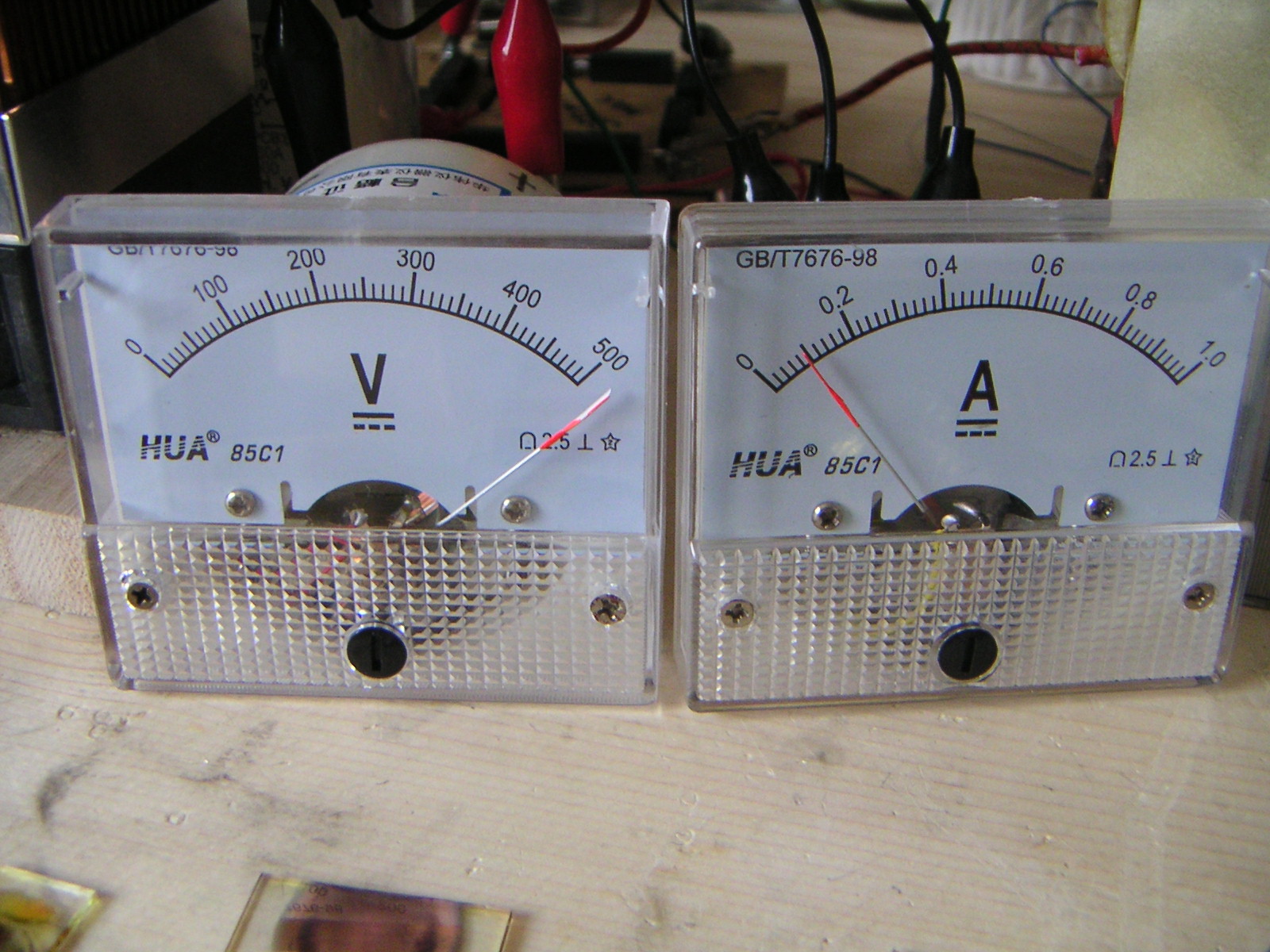
全波整流になったので今までよりも電圧が高めに出るようになりました。これが実態に近い電圧と思われます。
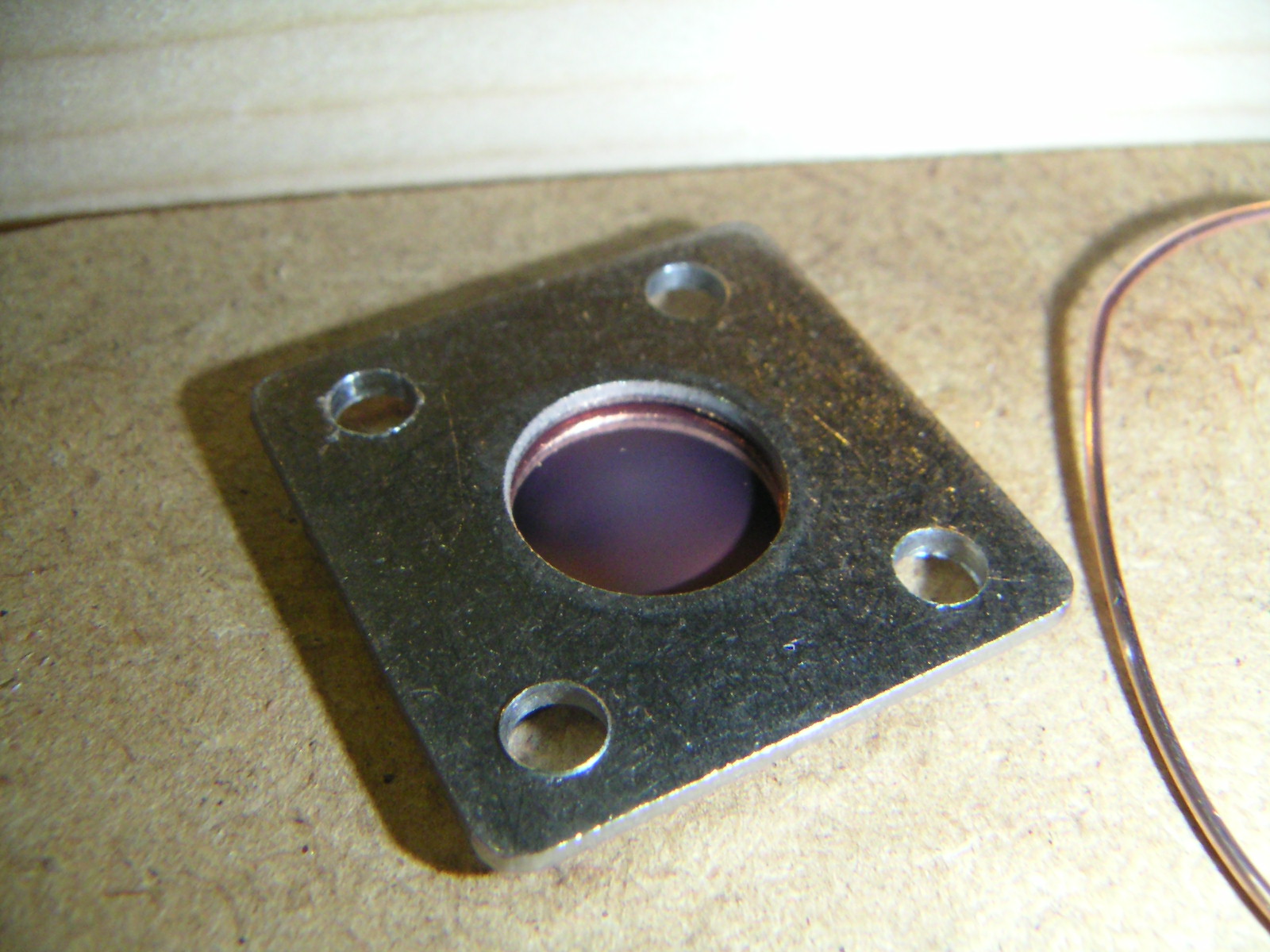
ここで、対極側に基板を移すためにホルダを作ります。
材料は、このときに入手したシールド用のステンレス板と、
水道配管用の目隠し板です。これは壁から出ている配管の穴を隠すために取り付ける板です。ホームセンターなら水道用品コーナーに売っていると思われます。

これに穴を開けて、

シールド板から切り出した部材にも穴を開け、

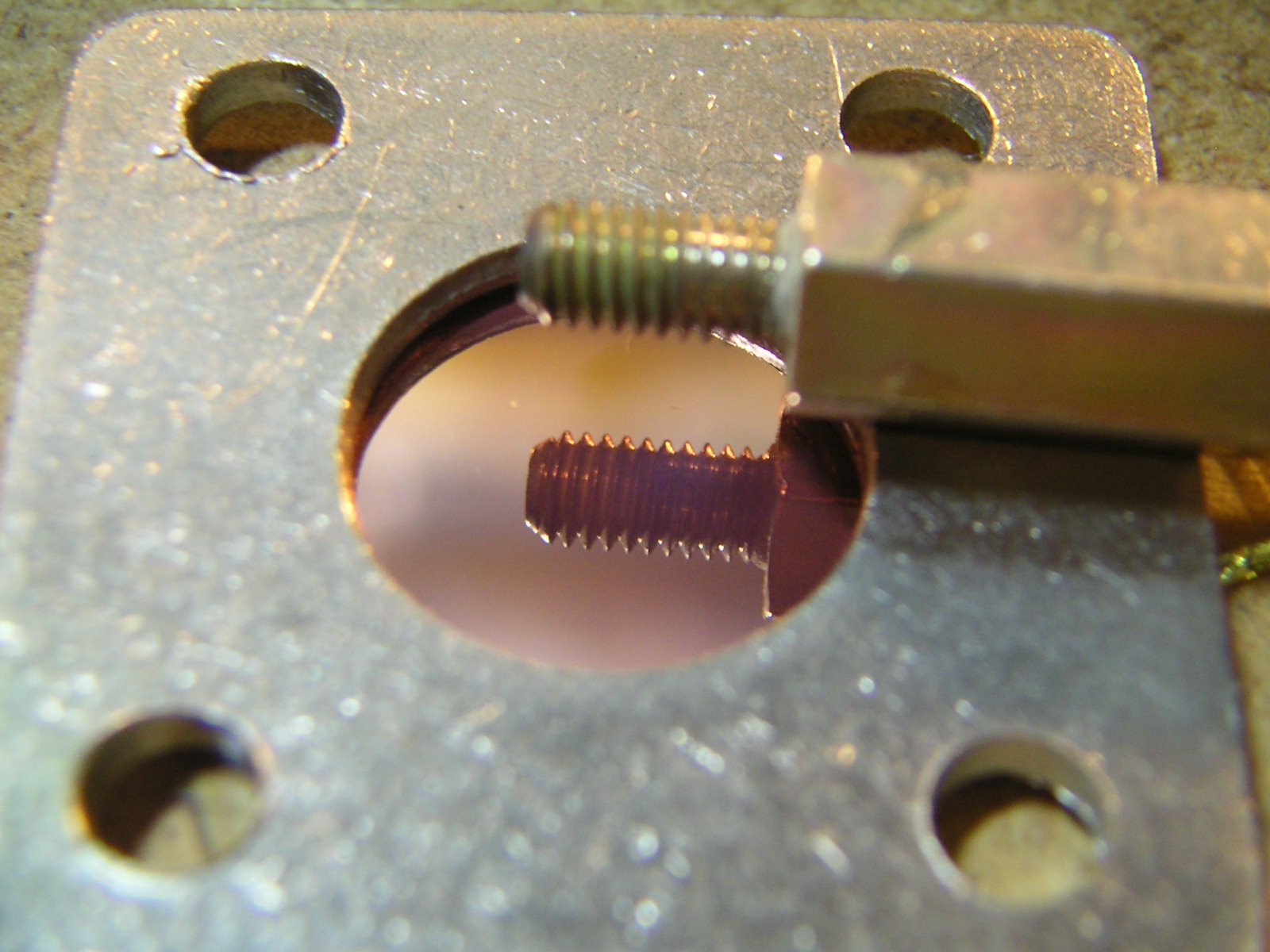
こんな感じにネジ止めします。
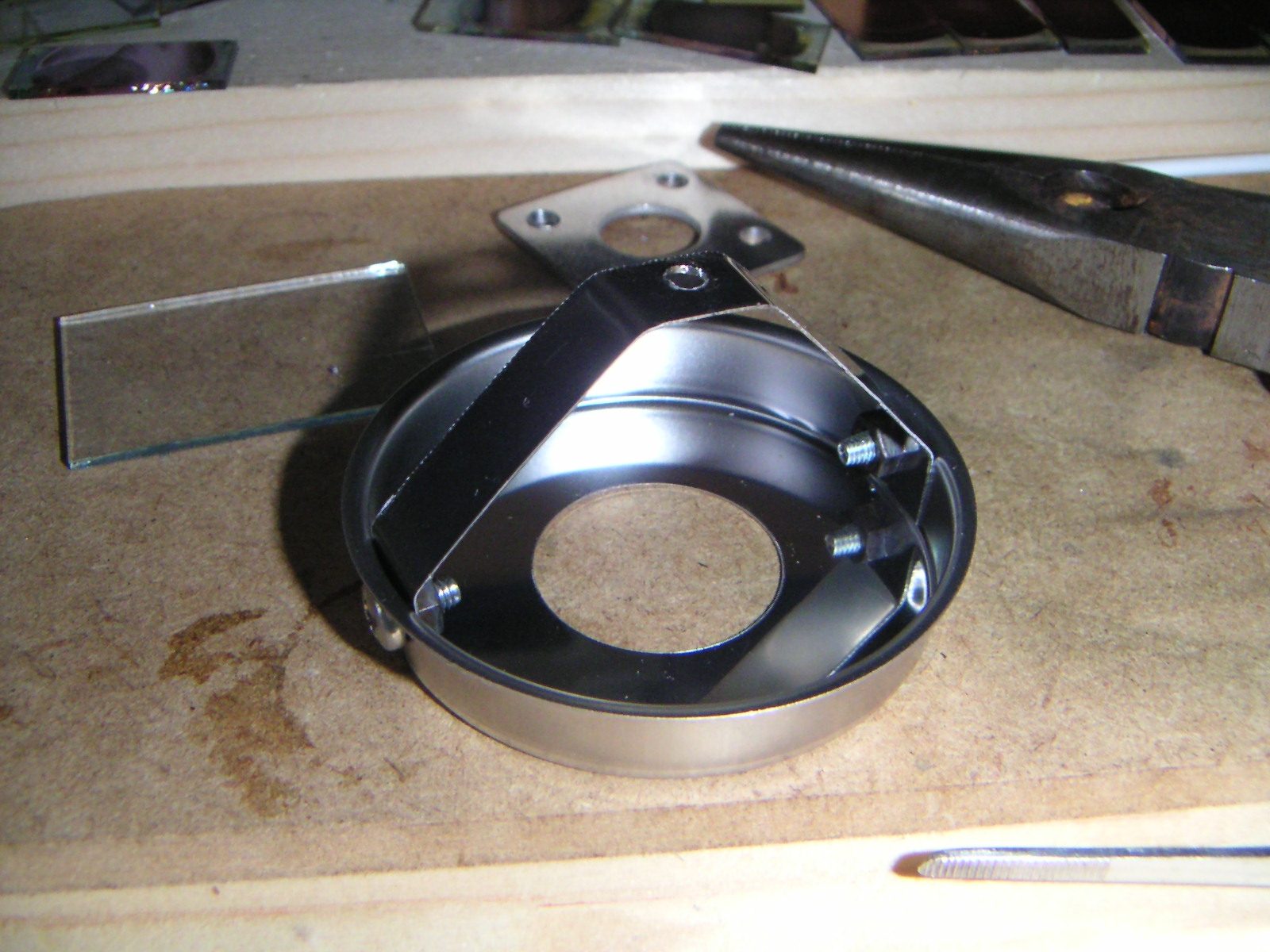
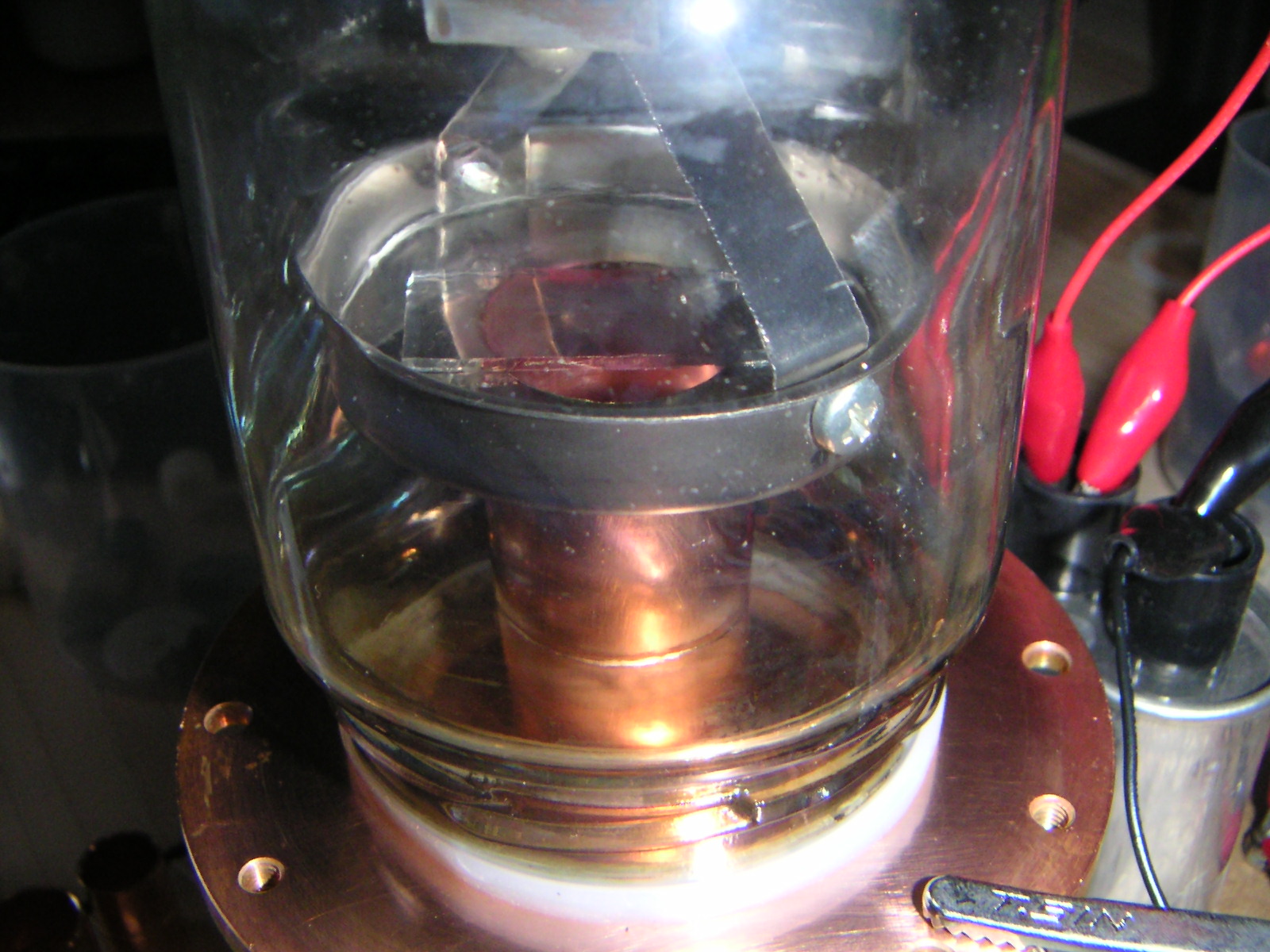
良い感じです。下にあるのは円筒型のターゲットです。
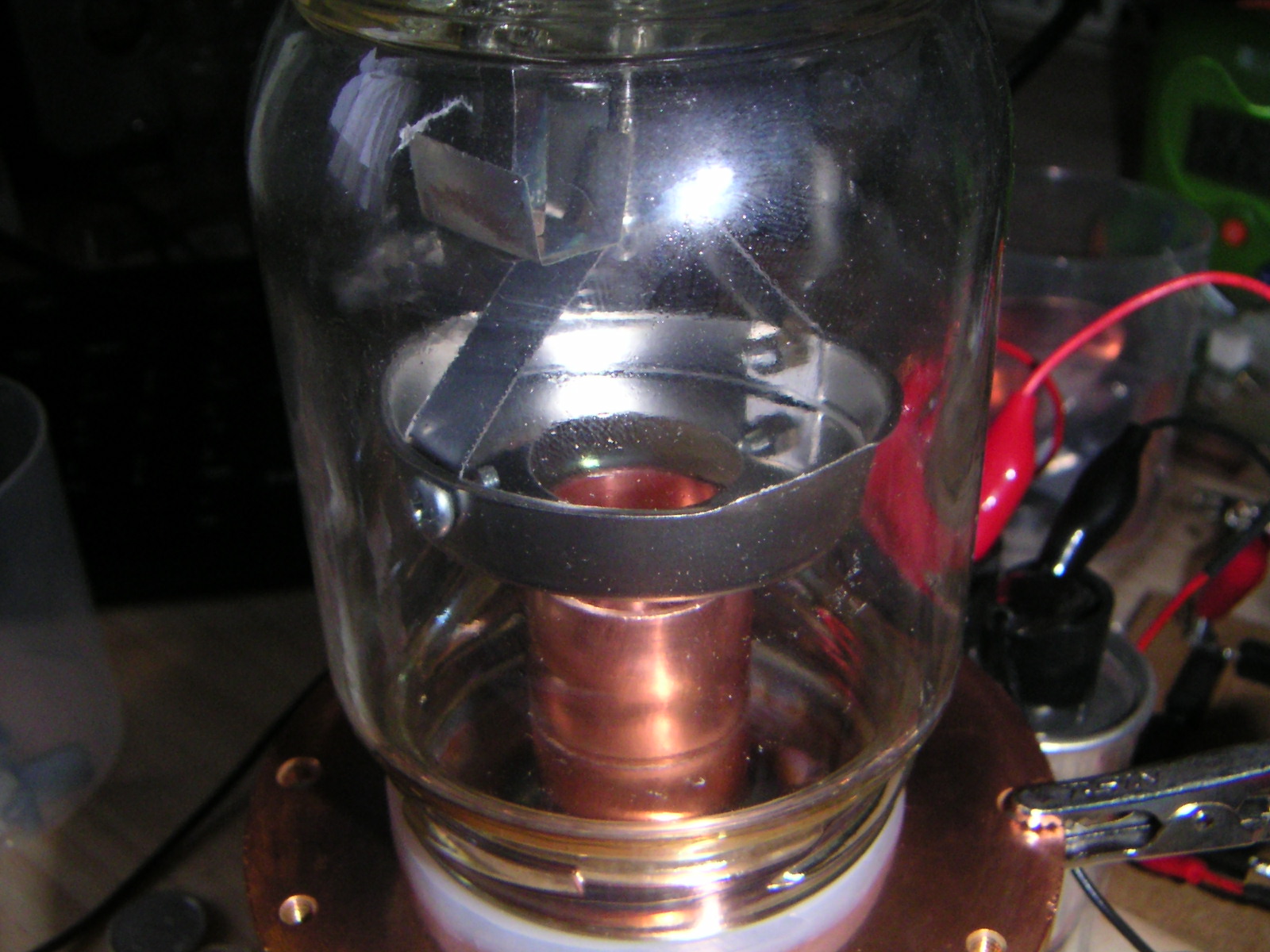
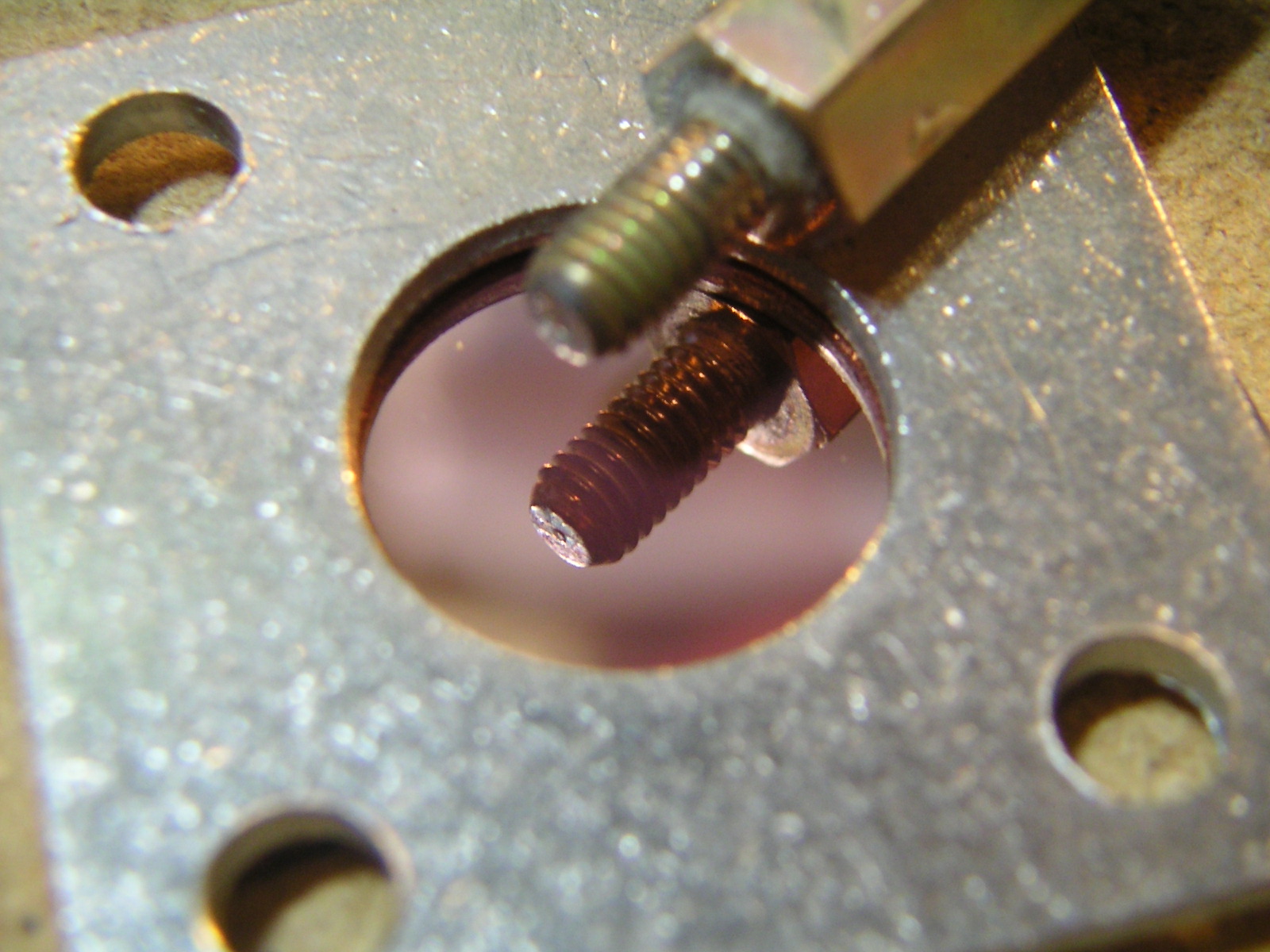
スパッタしてみました。基板に銅の膜が出来ているのがわかりますでしょうか。

もう一枚。
ということで、いろいろと実験してきましたが、前述したような手法を使うことで手前にあるようなきれいな膜を作ることが出来始めました。

条件出しのための屍の山(笑

真空度を調節することで作られた奇跡的な美しさの例。全くムラがありません。すばらしい出来です。

これは良いぞとさらに力を入れようと思った矢先、なんだか急にプラズマが点灯しなくなりました。
おかしいです。真空配管をいじったり、電源回りを接続しなおしたり、全波整流を半波に戻したりまでしましたがプラズマはくすぶったままです。
これはいよいよおかしいと思いよくよく見てみると、なんとチャンバが割れていました。
ここまでがんばってきたのに….残念です。作り直しです。条件変わるだろうなあ。
わかりますかね。

見にくいです。私も最初は全く気がつきませんでした。

バキッと割れてくれればまだわかるのですが、微妙なひびでリークだけひどくなるというまずい状態です。

こればかりはどうしようもないので、気を取り直して新しいチャンバを作る事にしました。
お弁当には毎日シャケフレークが入るので空きビンはいくらでもあります。

底の真ん中に目印を付けて、

ダイヤモンドビットで穴を開けます。われながら匠の域に達していると思います。2分程度できれいな穴が開きます。

M3用にサイズを調整します。

真空引きのウレタンホースを差し込むための6mmφの穴を開けます。まず下穴。

バレルビットで広げます。慣れたものです。

ネジとホースをエポキシで接着すれば出来上がり。一晩放置して接着剤を完璧に固めます。

割れたチャンバとそっくり同じものが出来ました。上部電極は不要なことがはっきりしましたので今回のチャンバには付けておりません。

これでいったいいくつのチャンバを作ったことになるのだろう。机の上には4つ乗ってますが、捨ててしまったものもいくつかあります。
シンプルな構造だし、これを最終形にしたいですね。
コメント
はじめまして。いつも楽しくブログを拝見させていただいております。気圧の上昇と膜の均一化についてですが、気圧が上昇するとプラズマが拡散しているためではないでしょうか。真空度が高い状態ではマグネトロン周辺でエネルギー量の多いプラズマが集まります。真空度が低下するとマグネトロン周辺の粒子が増えます。その結果、高エネルギー粒子のエネルギーが増えた粒子に移り、チャンバ内のエネルギー分布が均一になったからではないでしょうか。
長文失礼しました。
考察いただきありがとうございます。
ご指摘の通りプラズマの状態と膜質には間違いなく相関があります。しかしながら、私には良くわからないというのが正直なところです。
膜質の均一化のポイントはスパッタされる銅原子の空間分布と運動エネルギー分布だと思っていますが、銅原子のソースはターゲットにしかありませんので、円筒電極を使ってターゲット(つまり円筒電極)付近のプラズマ密度を上げ、まずは銅原子を多数生成するという方向に間違いは無いと思っています。
つまり、プラズマのエネルギー密度という点では、そのエネルギーがチャンバ内でターゲット近傍に偏っているという状態が望ましい方向であると思うのです。
圧力を上げると窒素/酸素分子の数が増えますので、スパッタされた銅原子とこれら分子との相互作用確率は上がり、結果銅原子の平均自由行程は短くなると思われます。これは銅原子の運動エネルギーのベクトル和が小さくなる、すなわち銅原子の運動エネルギーのスカラー和が小さくなって運動方向がかなりランダムになるということを意味していると思われます。
つまり、銅原子に関して言えば、ご指摘の通りそのエネルギー分布がチャンバ内でより均一になったと言えるのではないかと。
いずれにしろ、目に見えるのはプラズマの発光だけ、つまりほとんどが電子と相互作用している窒素原子だけで銅原子の挙動は良くわかりません。
電極間距離を大きくして印加電圧を上げていくと、窒素プラズマの紫色の発光のほかに銅原子由来(ではないかと勝手に思っているだけですが)の緑色の発光も観察されるようになります。(これも銅原子の運動エネルギーが大きなターゲット近傍だけですが)
何らかの分光手段でチャンバ内の原子の分布状態だけでもわかるといろいろとヒントが得られると思うのですが、素人にはとても難しい話です。