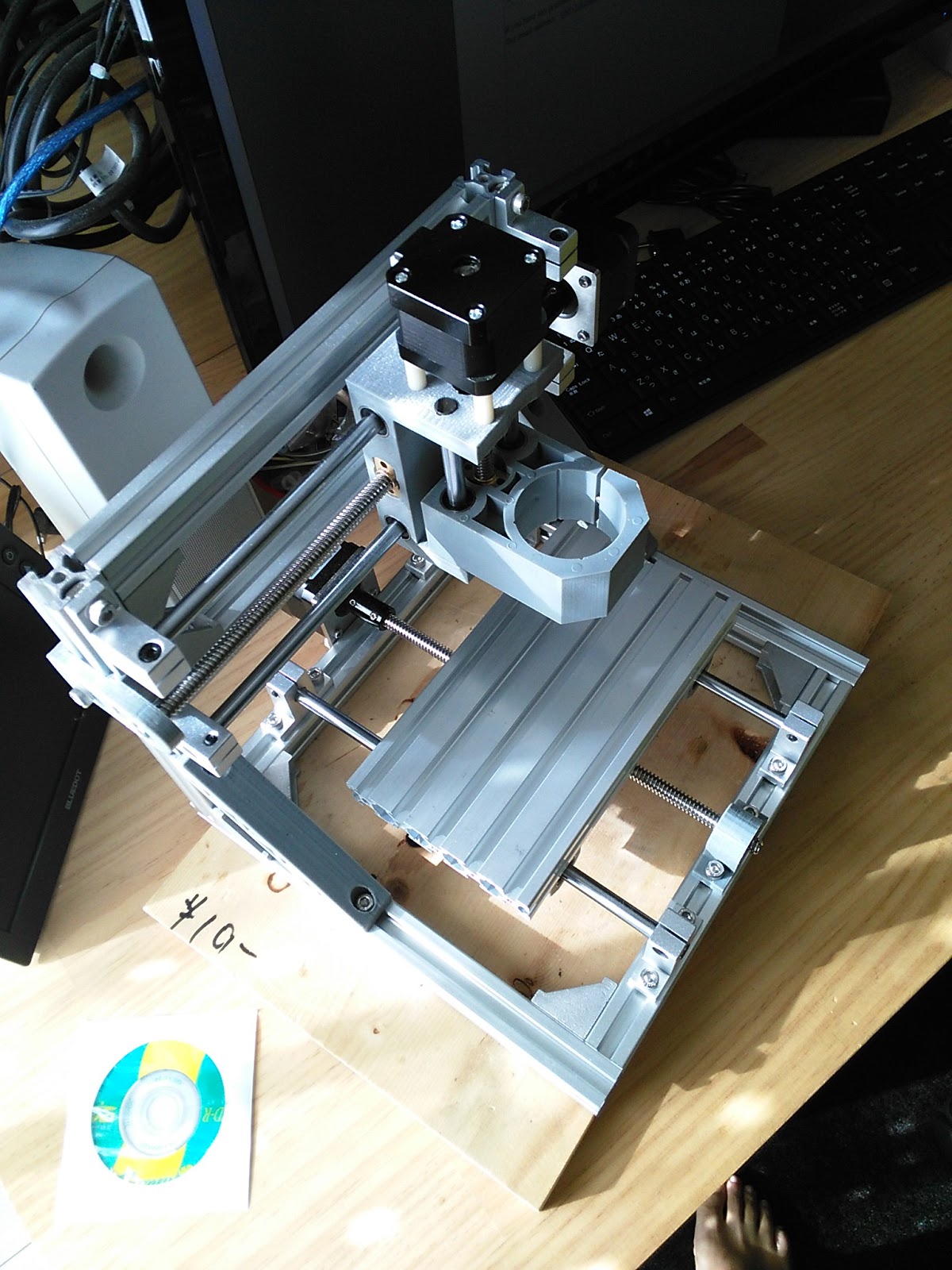
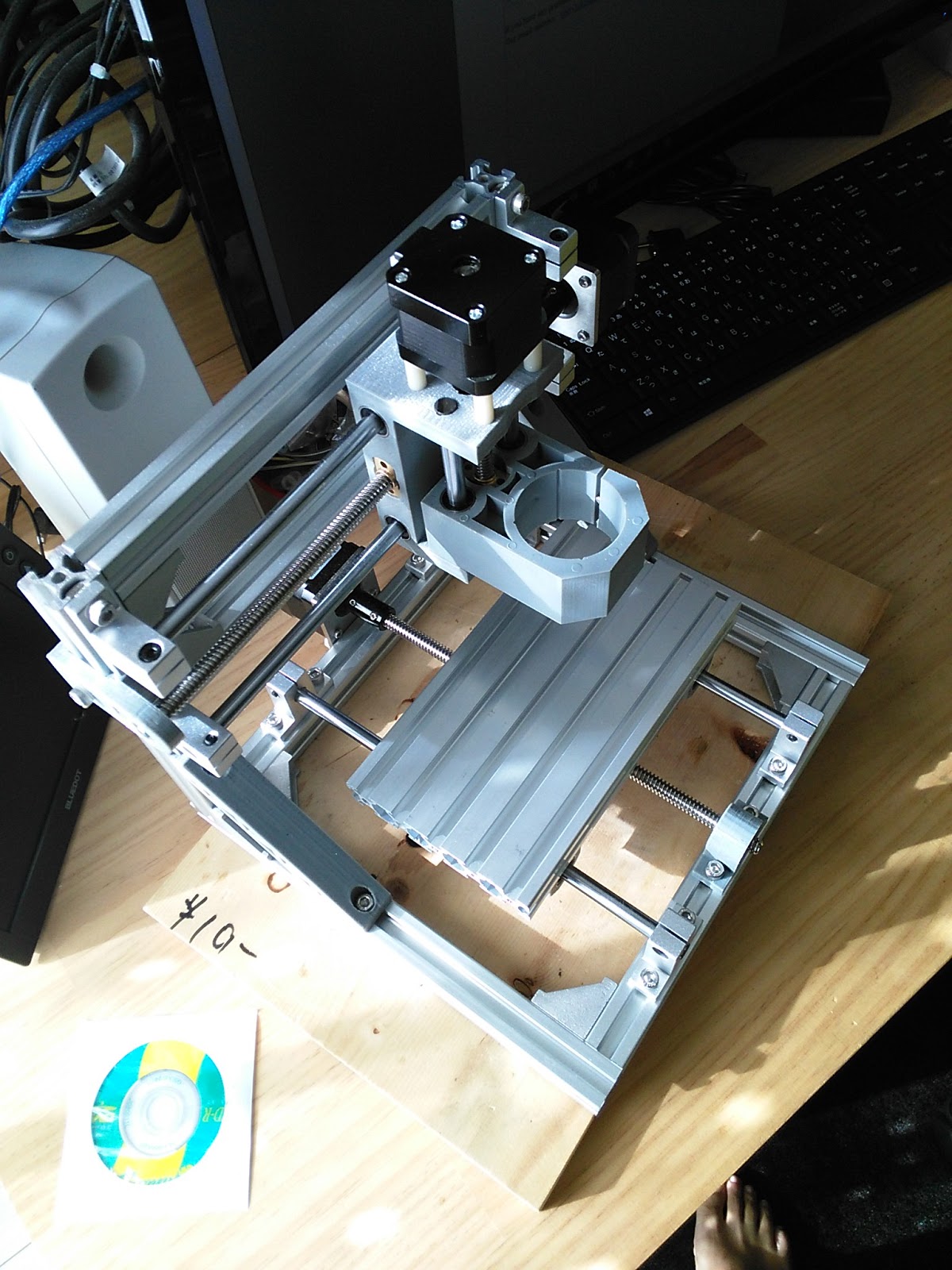
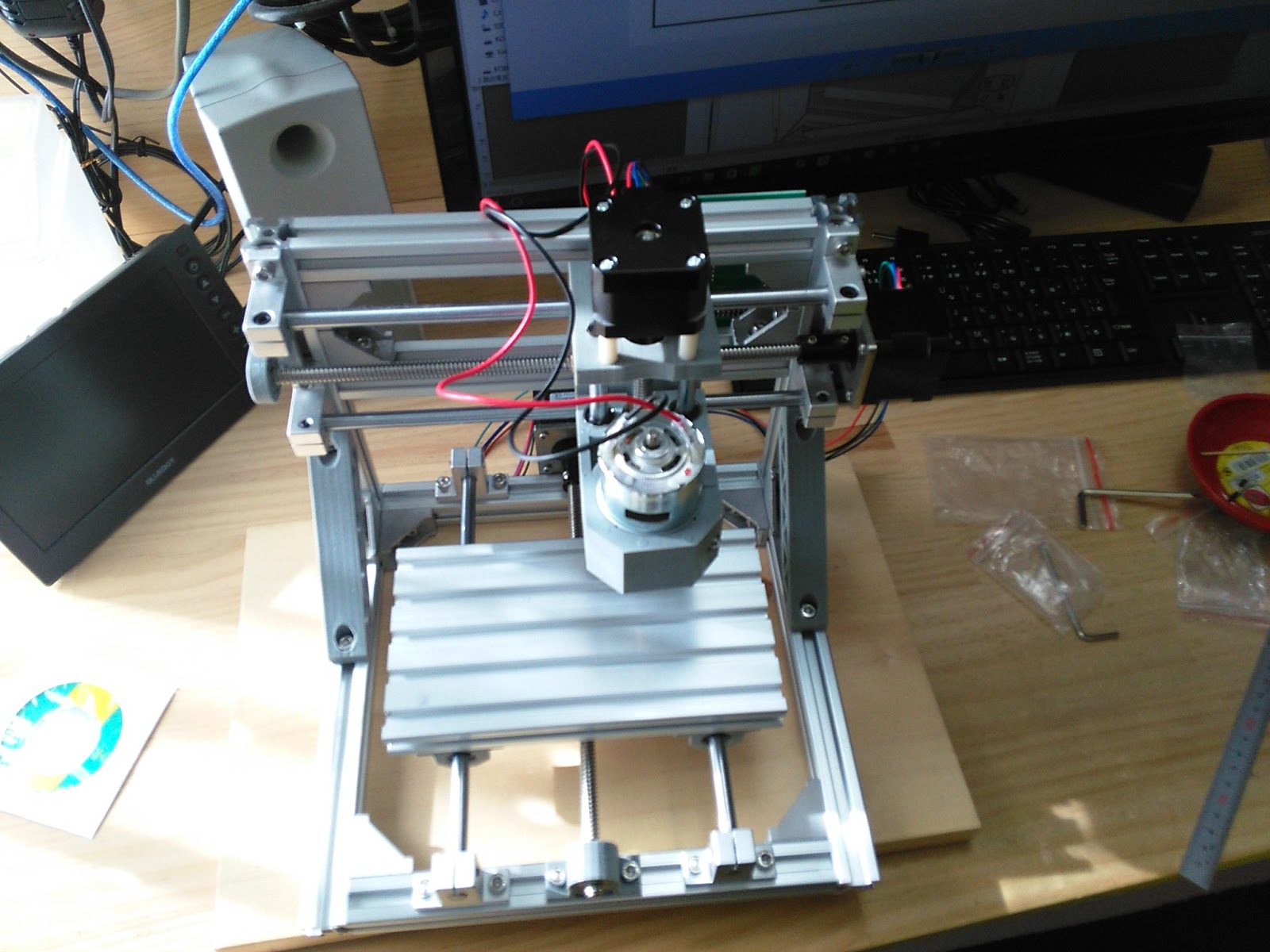
メカ部分はほぼ完成していた基板加工機の最終仕上げとして配線、スピンドルの取り付けを行い、動作試験してみました。
こちら。外観はほぼ出来上がっております。
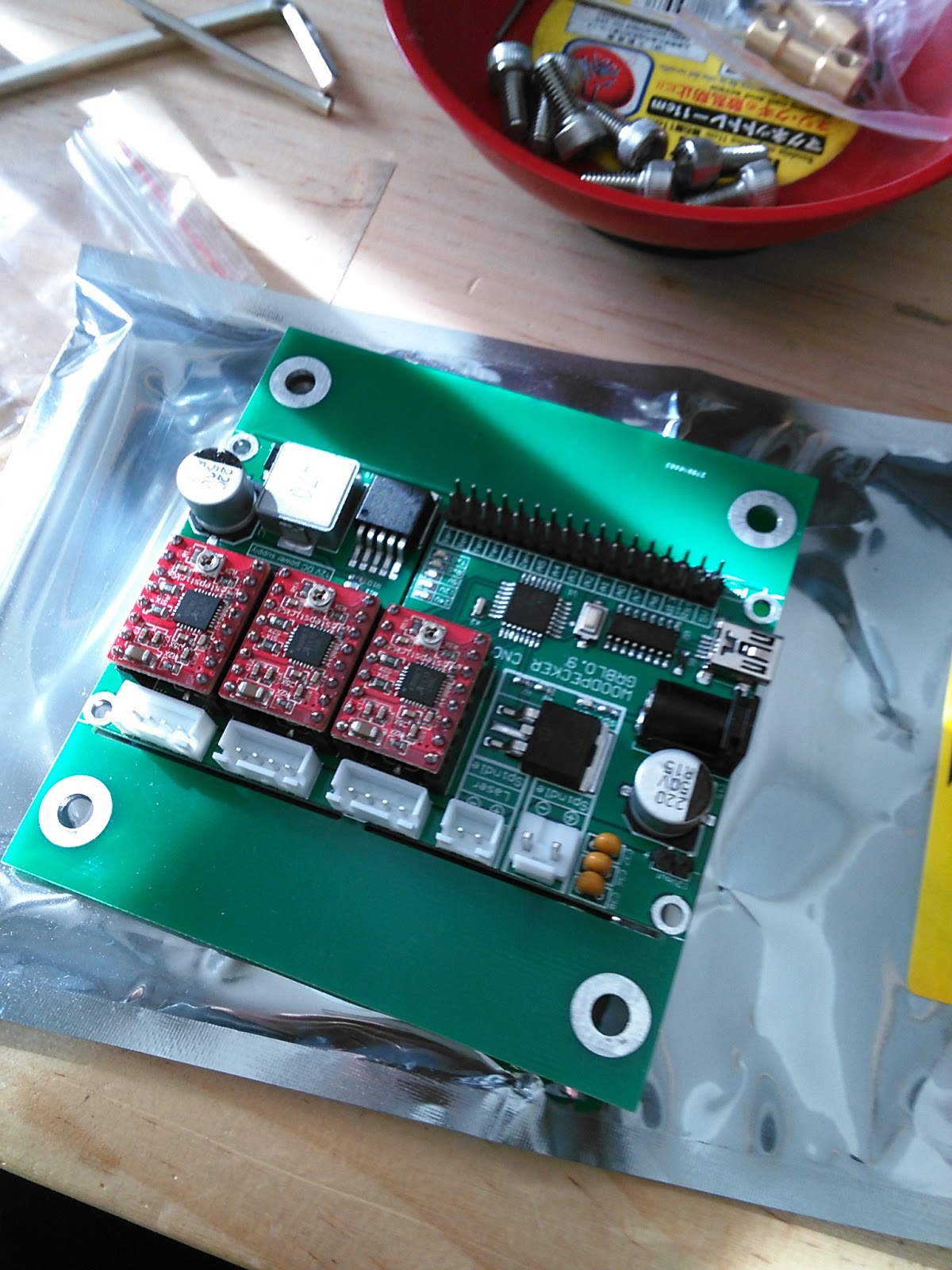
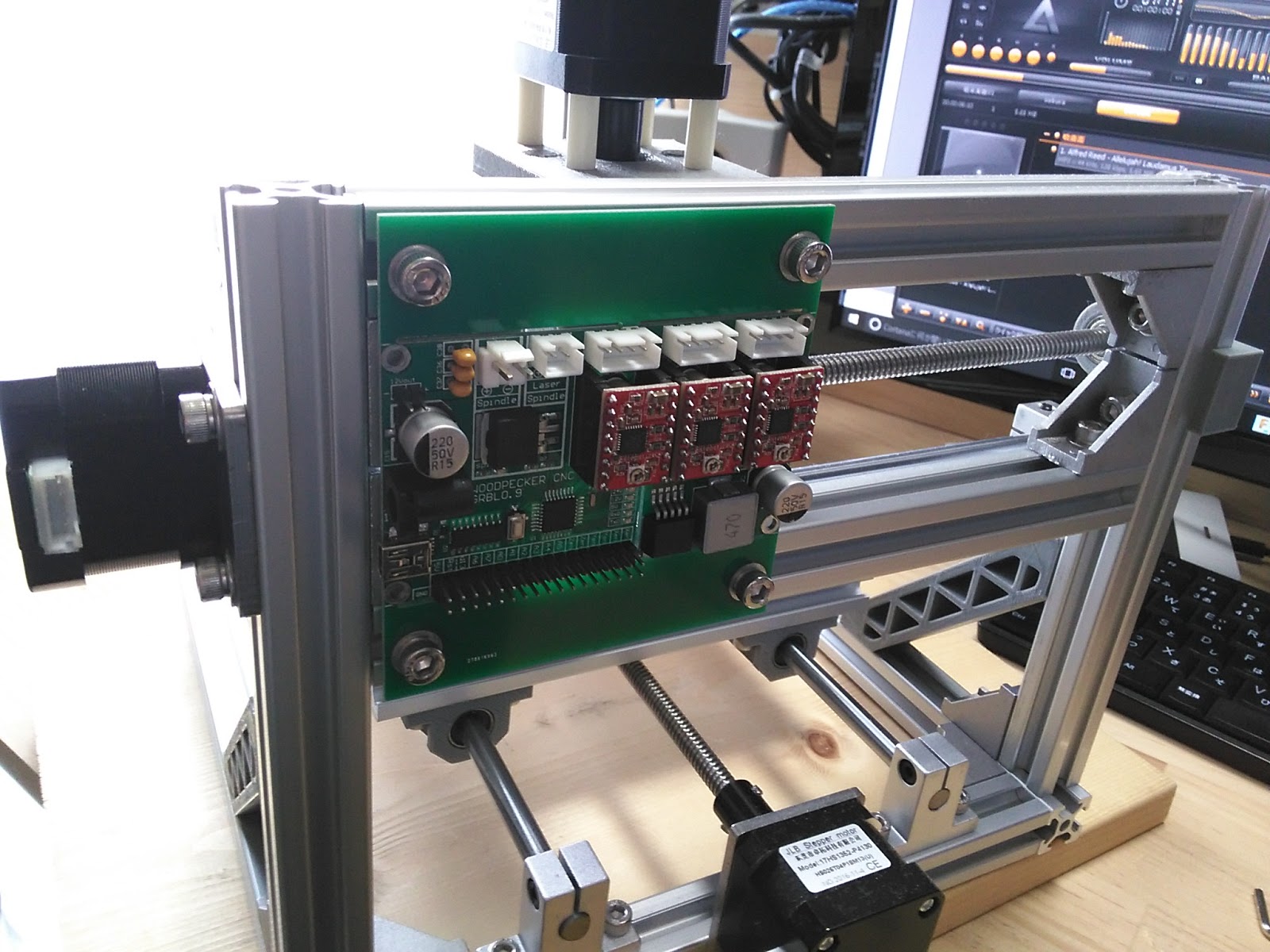
まずコントロール基板を取り付けます。
3軸用にモータドライバ3つが乗っているほか、USB-シリアル変換IC、GRBLが乗っていると思われるAVRマイコン、スピンドルのPWMコントロール用のFET、Logic用の5Vを作るDC/DCコンバータなどが見えます。また、つけようと思えば各軸のリミットスイッチ/原点スイッチ用の端子も出ているようです。結線は見ていませんが、ピンヘッダ立てといて繋いでないというのはいくら何でもないと思うので、きっと使える端子でしょう。
入力電圧は24V、コントロール用にminiUSBのコネクタが乗っています。
この基板を、スペーサーなど使いながらフレームに固定していきます。
USBケーブルと電源の引き出し方向を考えて、この向きにつけてみました。
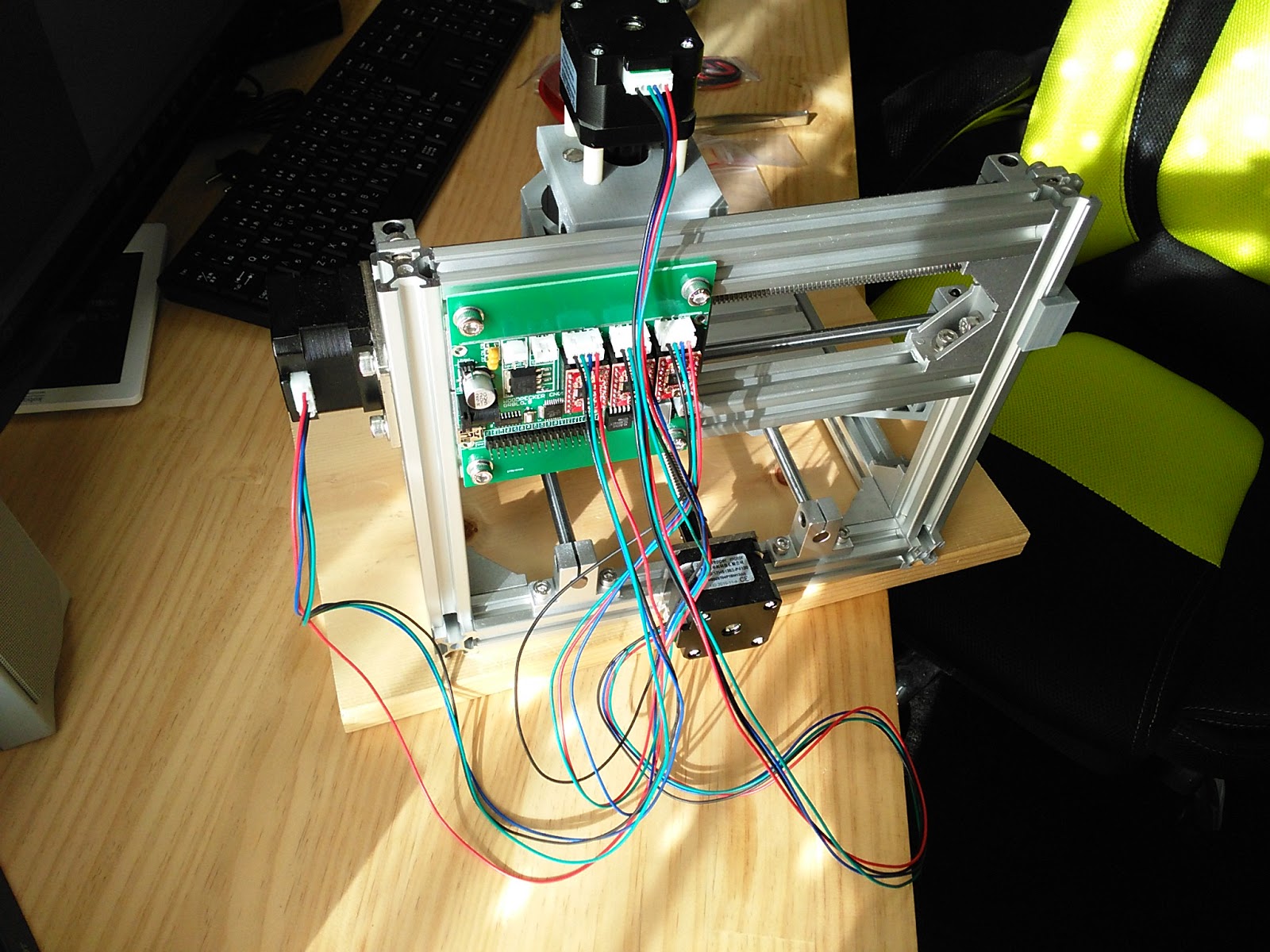
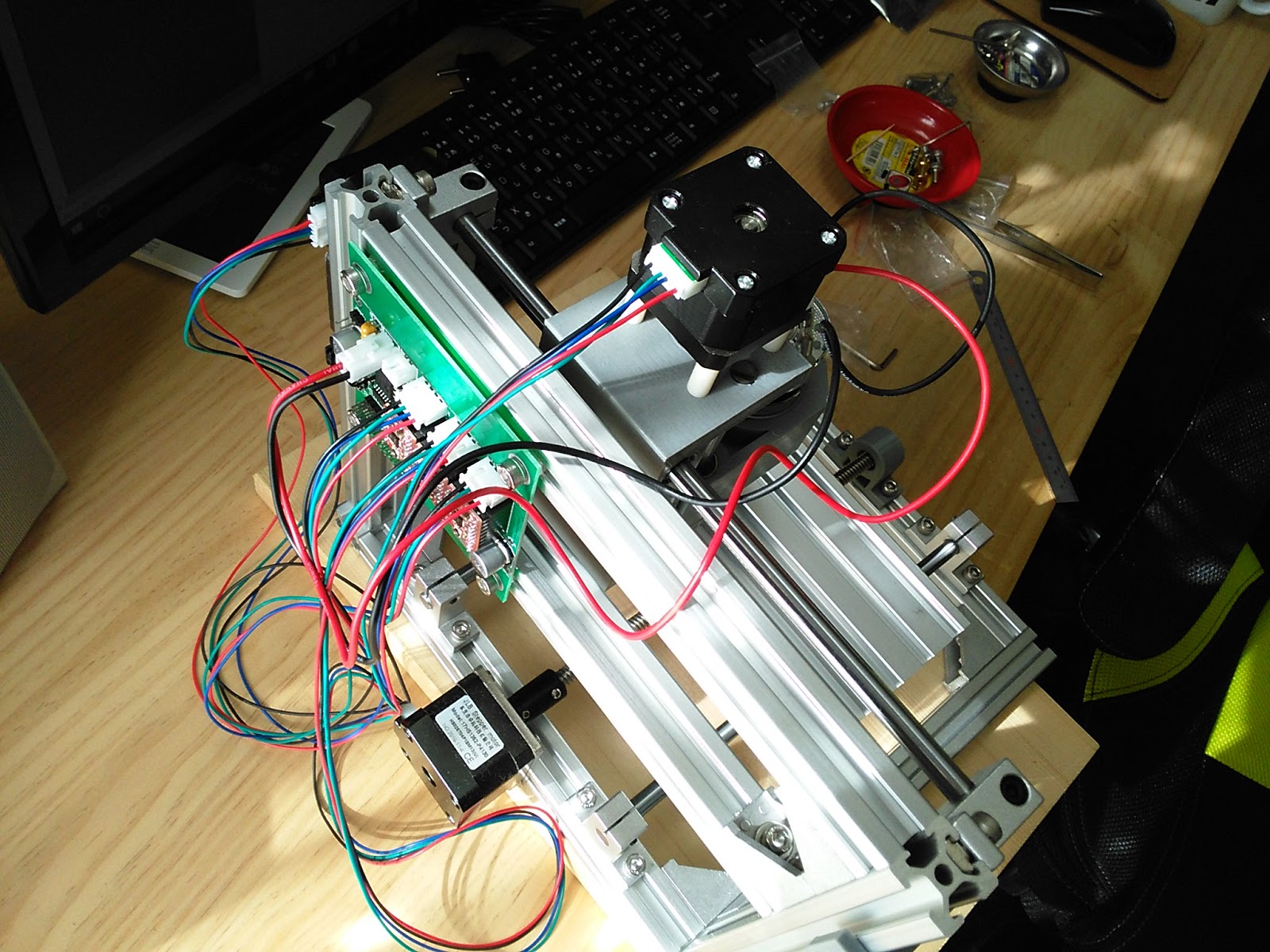
配線していきます。

基板側とモータ側はコネクタが違います。モータ側が右。6Pがついています。おそらく2相ユニポーラ配線のタイプとコネクタを共用しているのか、モータ自体がユニポーラ配線になっている(ところをバイポーラ結線で動かしている)のかのどちらかでしょう。
モータの型番で調べてもなんも出てきませんでしたので詳細はわかりません。
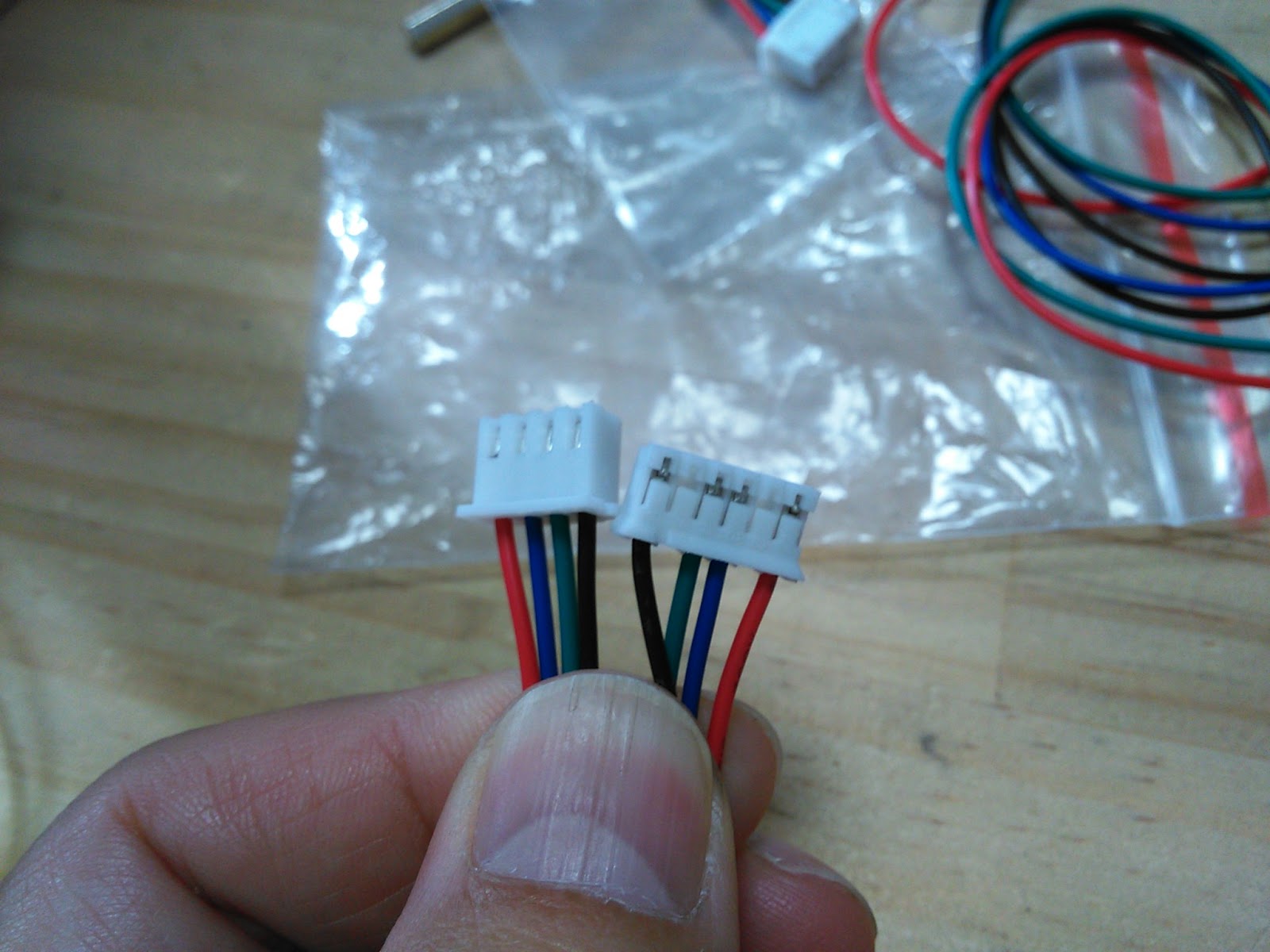
挿すだけ。全部ハーネスの長さが同じという(笑
基板側はXHコネクタなのでたくさん持っています。いずれ調整しましょう。
ではスピンドルに取りかかります。
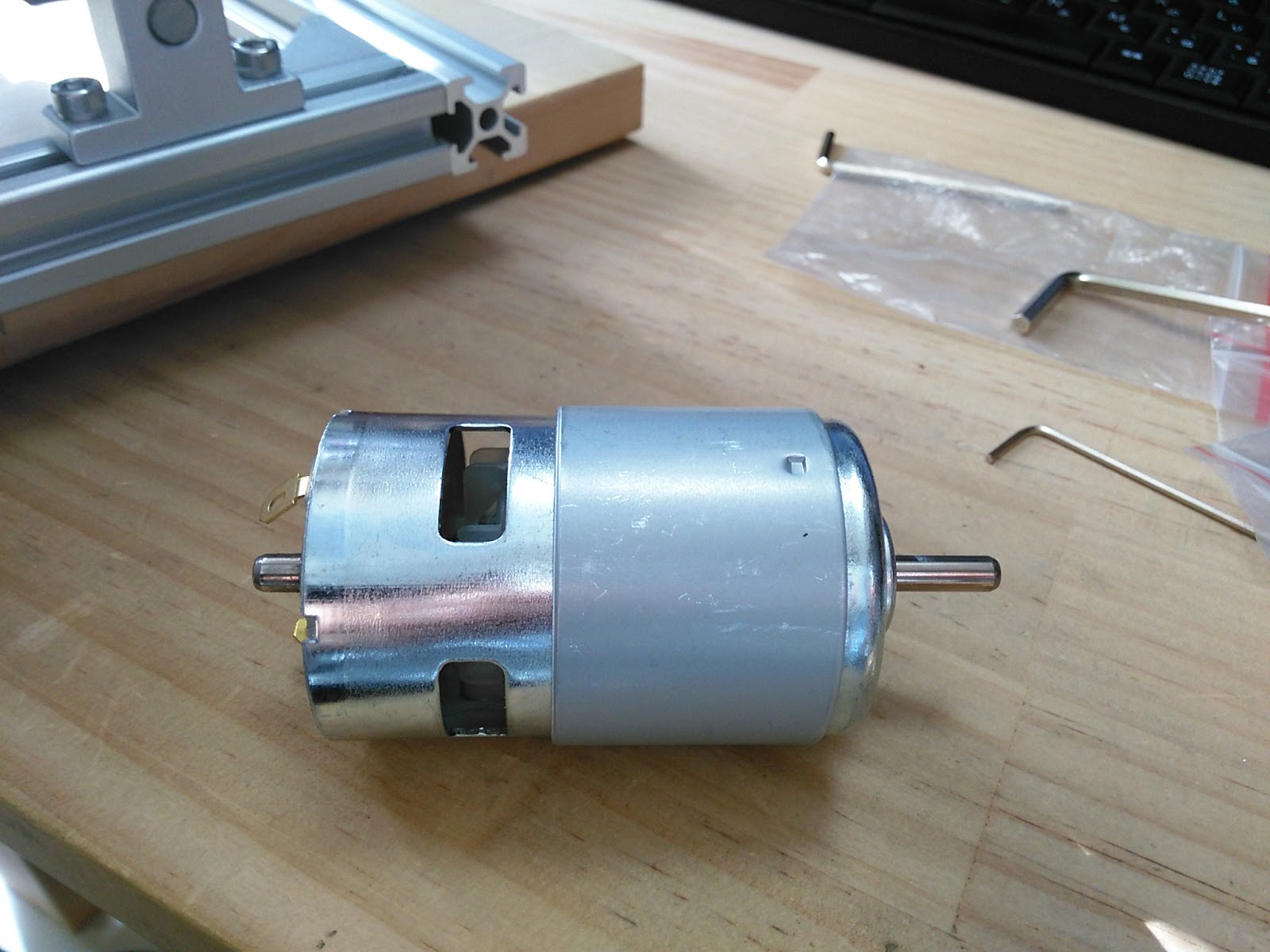
でかいDCモータです。

これがチャック。モーターシャフトも刃物も芋ネジ二本で締め込むようになっています。

とりあえずシャフト側だけつけときます。

これをZ軸のスピンドルホルダに入れます。横のねじを締め付ければ固定完了。
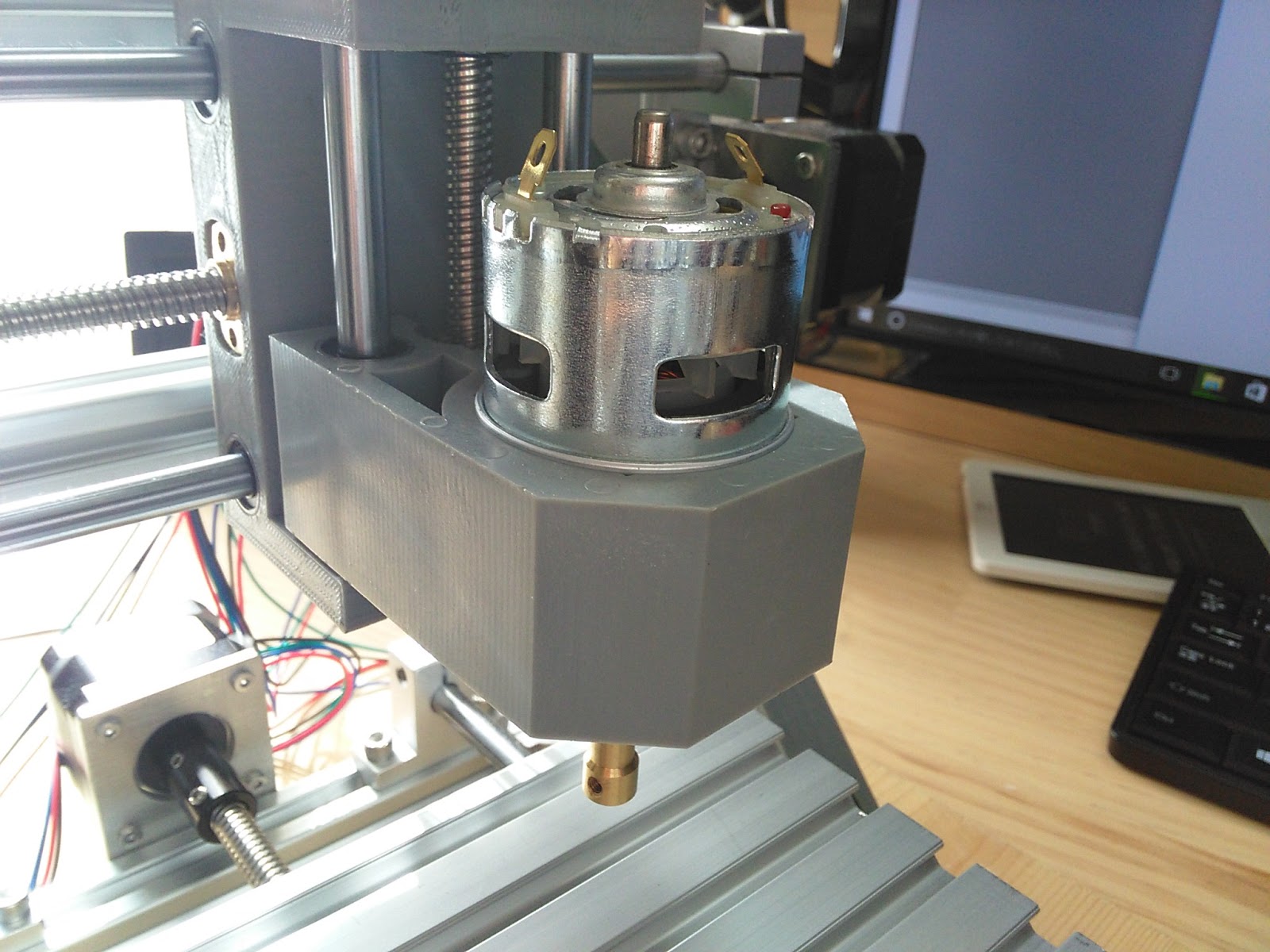
スピンドルの配線はそれなりに太いワイヤが使われています。

後に回して、
モータの端子に挿し込みます。赤い点がある方がプラスです。結線を間違えると刃物の回転方向が逆になってまずいことが起きます。
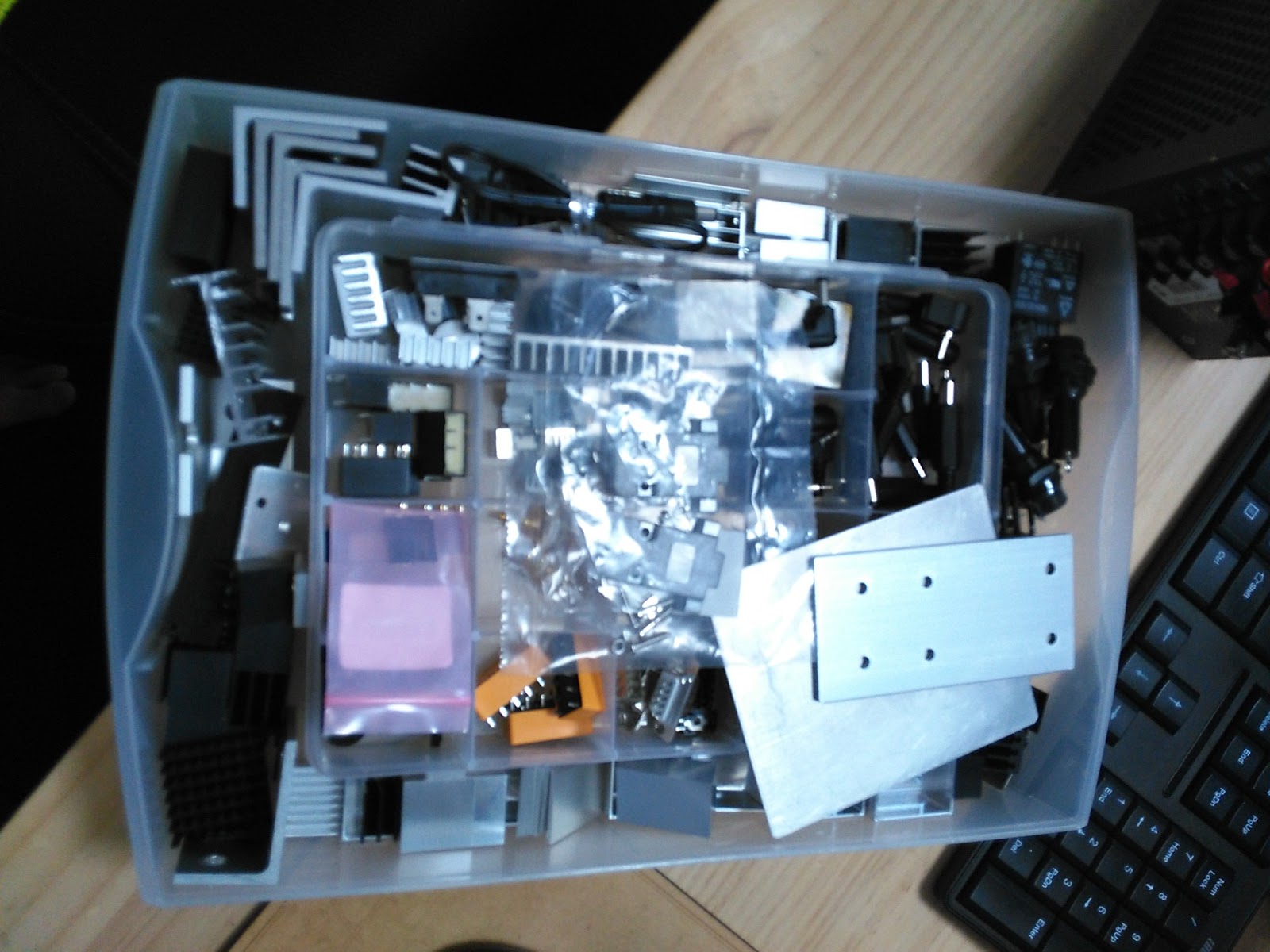
ここでヒートシンクを発見。3つありますのでモータドライバの分ですね。

裏は両面の熱伝導テープになっています。コレ便利です。

ヒートシンクを取り付ければ組み上げは完了です。
なんかねじが余ってますが、まあいいでしょう(笑

では通電してテストしてみましょう。
…..ここでトラブル発覚。いやここまであんまりうまくいっているからつい中華製品の品質を過信してましたよ(笑 電源壊れてます。

100Vのケーブルが切れているのか、電源そのものか、出力ケーブルか、といろいろ考えましたが、面倒なので修理するのはやめました。
サクっとAliexplessにクレームのメールを打って、代案を考えます。

代案。ちょっとでかいですが、これでいいでしょう。
たまたま先日実家から持ってきたばかりの電源です。

24V 7.5A。十分な容量です。
ちなみに正規の電源の定格は24V 5.62Aです。楽々クリア。

しかもこれ、1000円で購入したものです。福岡のカホパーツセンター恒例のジャンク市で入手。このほかに5V 30Aとかのどこで使うんだ系の電源といっしょに買いました。

プラグをどうしましょうか。たくさんあるけどハンダ付けするの面倒だな、
これならY端子だけつなげばいいな、などと考えていたら、購入元から早々に返事が来て、もう一個新品を送るとのこと。話が早いです。今度はちゃんと動くこと確認してから送ってね、とお願いしてこの件は待ちに入りました。
ということで、ひょっとすると返送することになるかもと思って手をつけなかった不良品のケーブルをぶった切って使うことにします。

うーん。どうなんだろうか、このキコキコ感。ケーブル引き出し部分がぐらぐらしています。
ふつうこの部分に遊びは無いはずですけどねえ。

まあ、どうせ切っちゃうのでどうでもいいです。AC側も使わせてもらうことにします。

被覆を剥いで、

端子つけます。

このくらいのY端子にしようかと思いましたが、AC側は抜けると怖いので、

この丸端子にしました。安全品質の確保は重要なのです。

DC側はY端子でいいでしょ、ということでこんな感じに配線しました。
ではGRBLコントローラーとして同梱されているソフトを使ってJOGで動かしてみましょう。
動画で。ややピンボケ失礼。
とりあえず動いてはいますね。ガサガサ音がしていますので、決していい状態ではないと思われますが、無理やり引っ張ってるという感じです。
スピンドルも回してみましょう。
回転数のコントロールも出来ます。600rpm~1300rpmくらい。本当かどうか知りませんが。
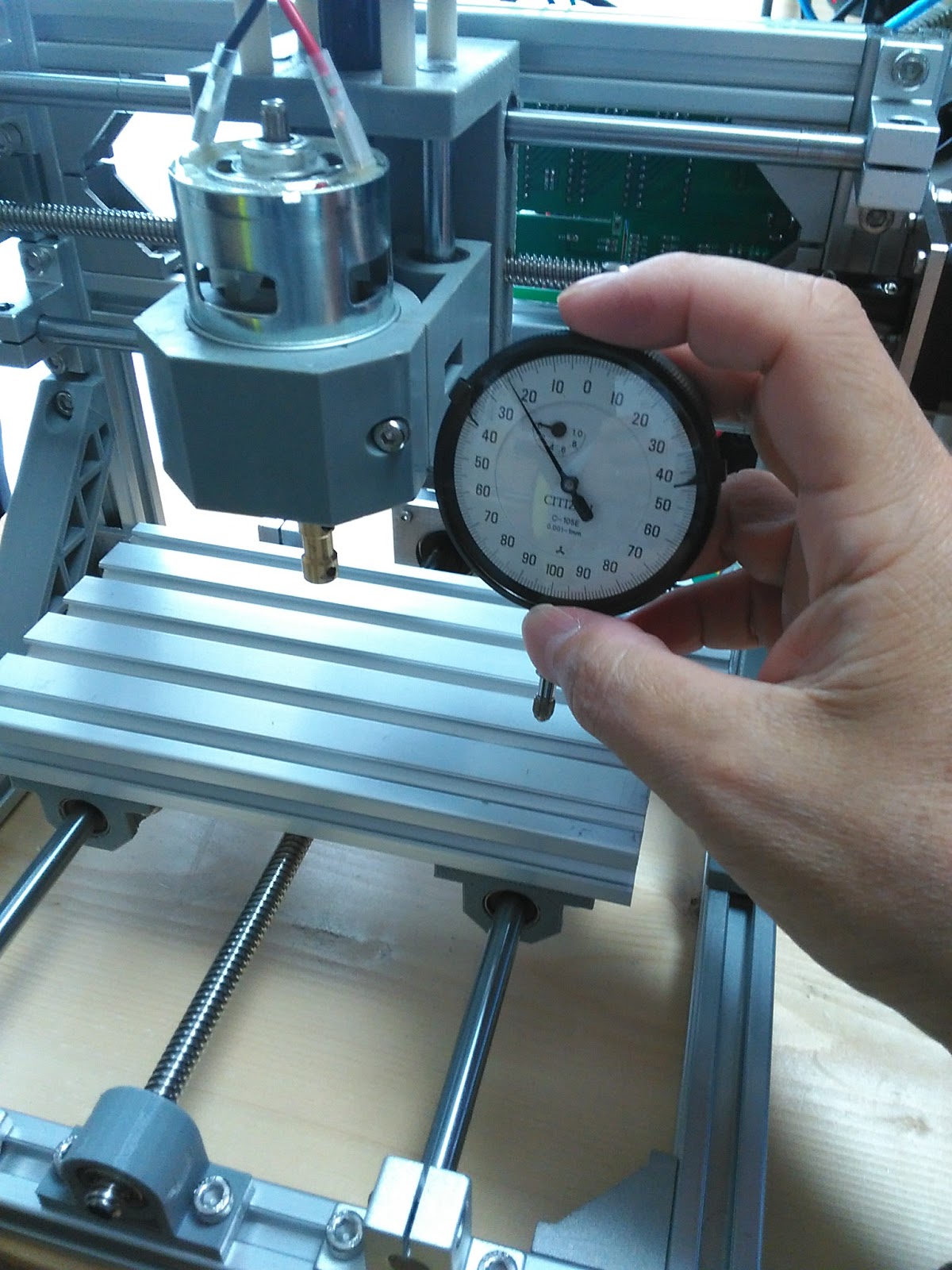
さて、本来であれば、ここでステージの水平をきちんと出さないといけません。ステージが傾いていてはちゃんとした加工など出来るはずもないのです。ステージの傾きを調べるためにはダイヤルゲージを使うのが簡単です。実家より持ってきております。
これ。2umくらいまでわかります。
一台あると便利ですよ。秋葉なら日米無線電機に安いのがたくさんあります。

こ奴をこのスピンドルの横あたりに取り付けて、ステージ上を引き廻しながら水平を出していくわけです。
….が、ぱっと取り付ける方法を思いつきません。ので、先に動作試験をすることにしました。
GRBLコントローラーとして同梱されているソフトと、サンプルデータを使ってまずから運転させてみます。
ここからは動画たくさんで。
何やら動いている感じですね。
最後はちゃんとホームまで戻ってスピンドルが止まります。
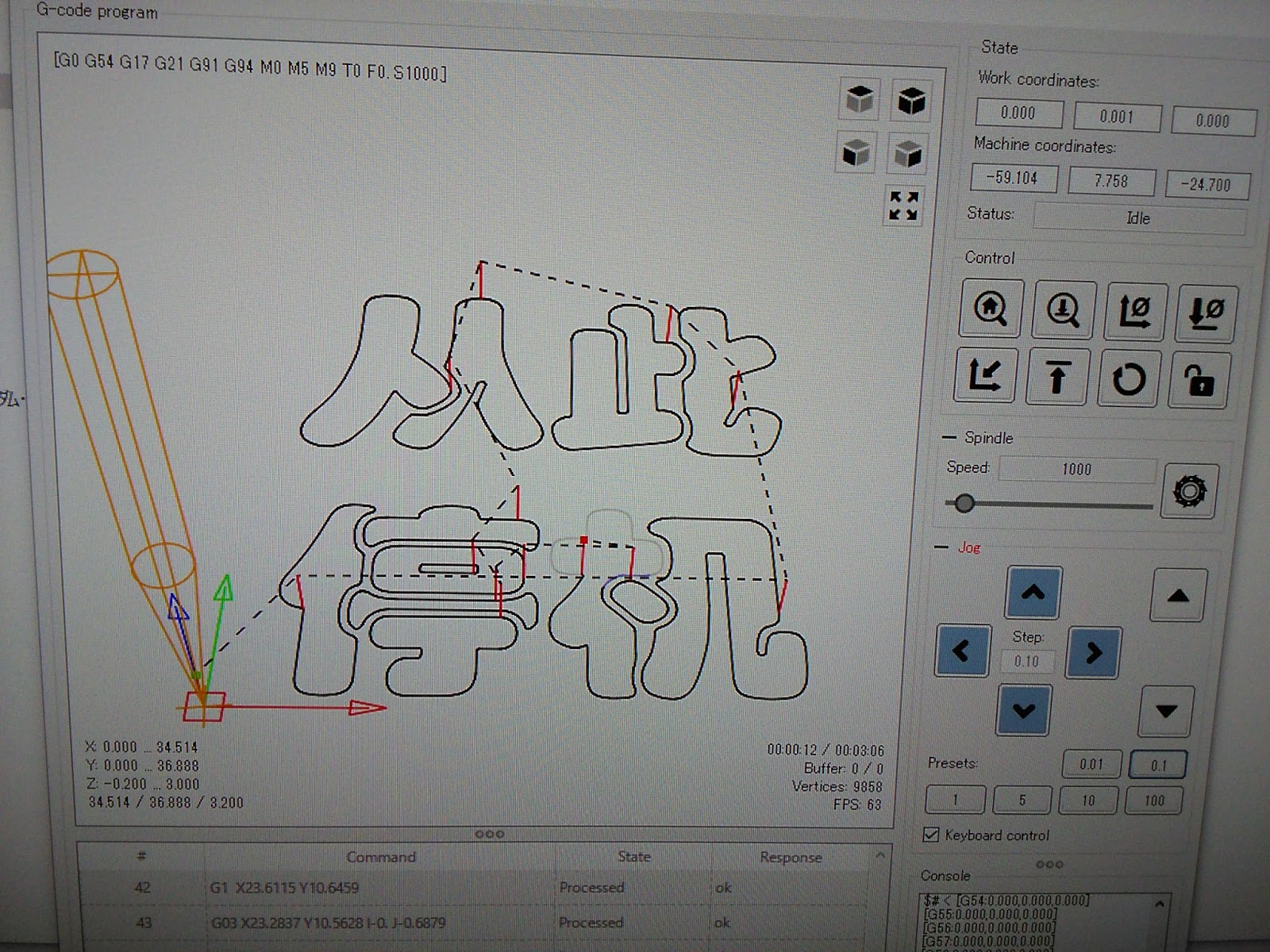
このソフトは使いやすいですね。どこ削っているかわかりやすいです。MACH3はいまいち見にくいので。
拡大縮小、平行移動、3D回転など至れり尽くせり。
ウィンドウの下の方には送られるGコードが刻々スクロールされながら表示されます。
一時停止も出来ます。なかなか使い勝手が良くて気に入りました。
なんかいい感じなので、実際に削ってみたくなりました。本来は水平出してからやるべきですが、ちょっとだけ。
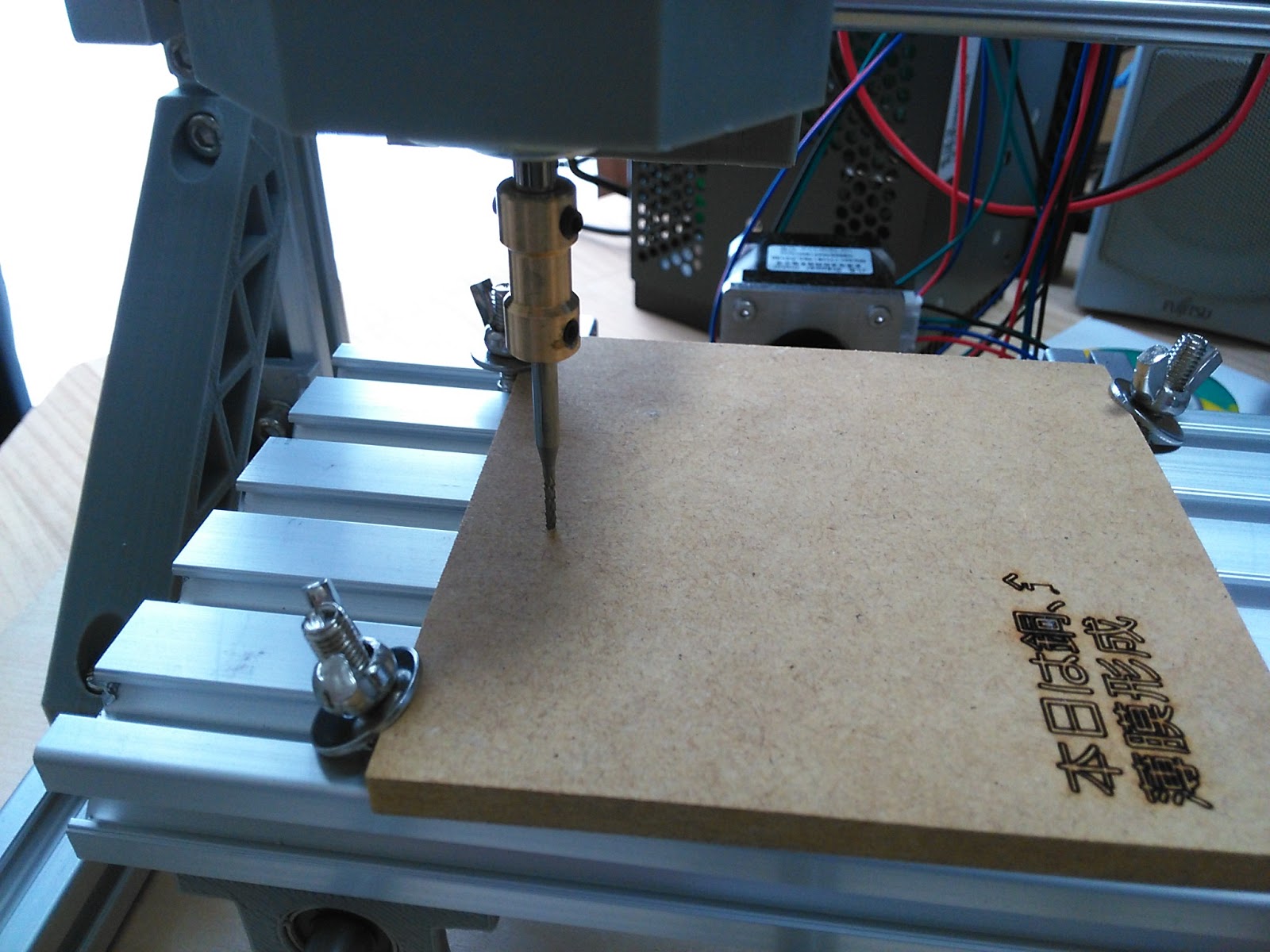
やはりサンプルで袋文字のデータがありましたので、これを基板加工用のVカッターで削ってみたいと思います。材はDAISOで売っている100x100x6mmtのMDFの板です。MDFなら多少無理しても大変なことにはならないでしょう。
材の固定には同梱されるこのネジを使います。

暫定的に固定。本来はちゃんと生爪使って固定すべきところです。
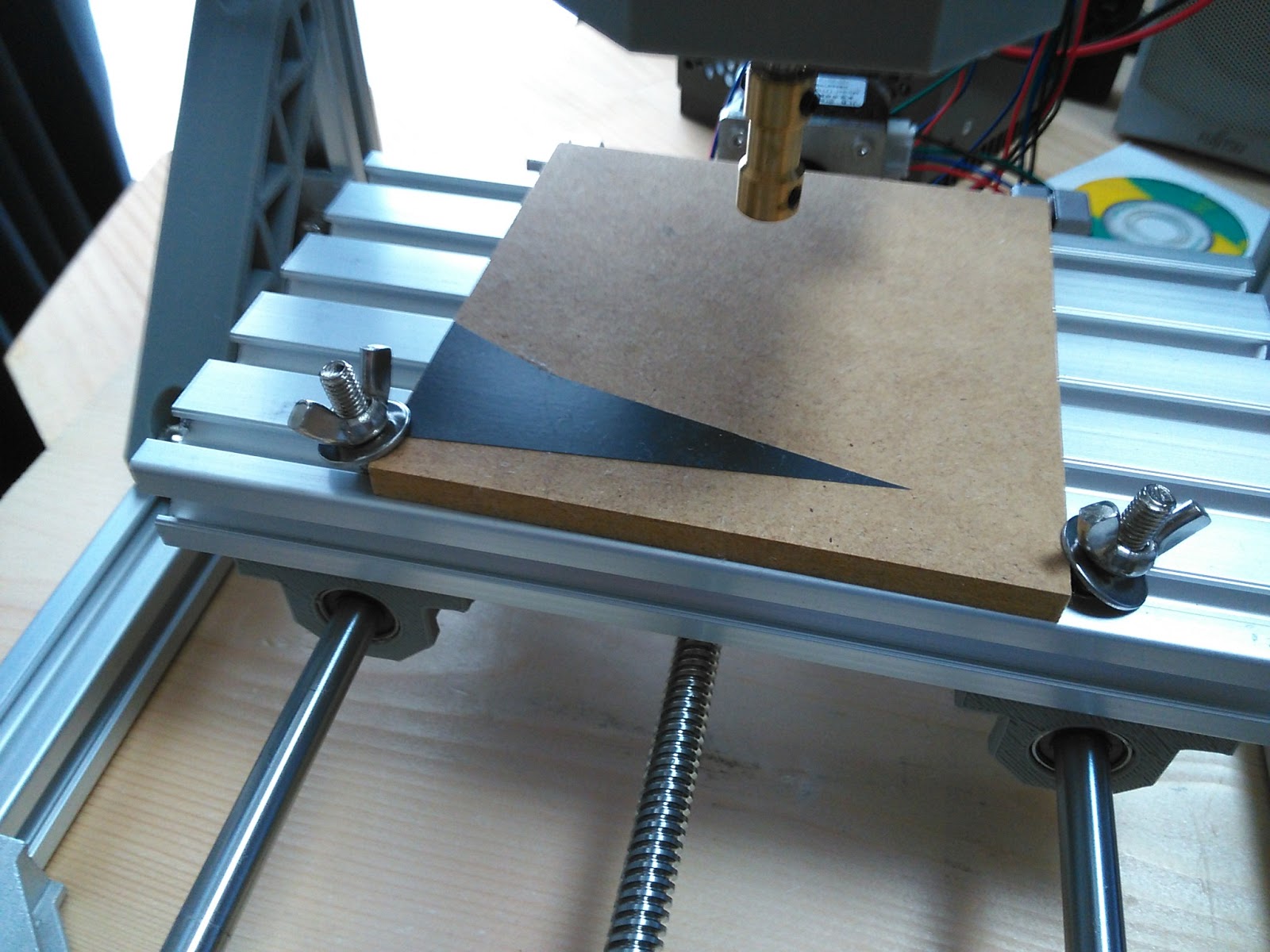
4か所は押さえましょう。この程度の小型のNCでも材が緩むと飛んでいきますので非常に危険です。
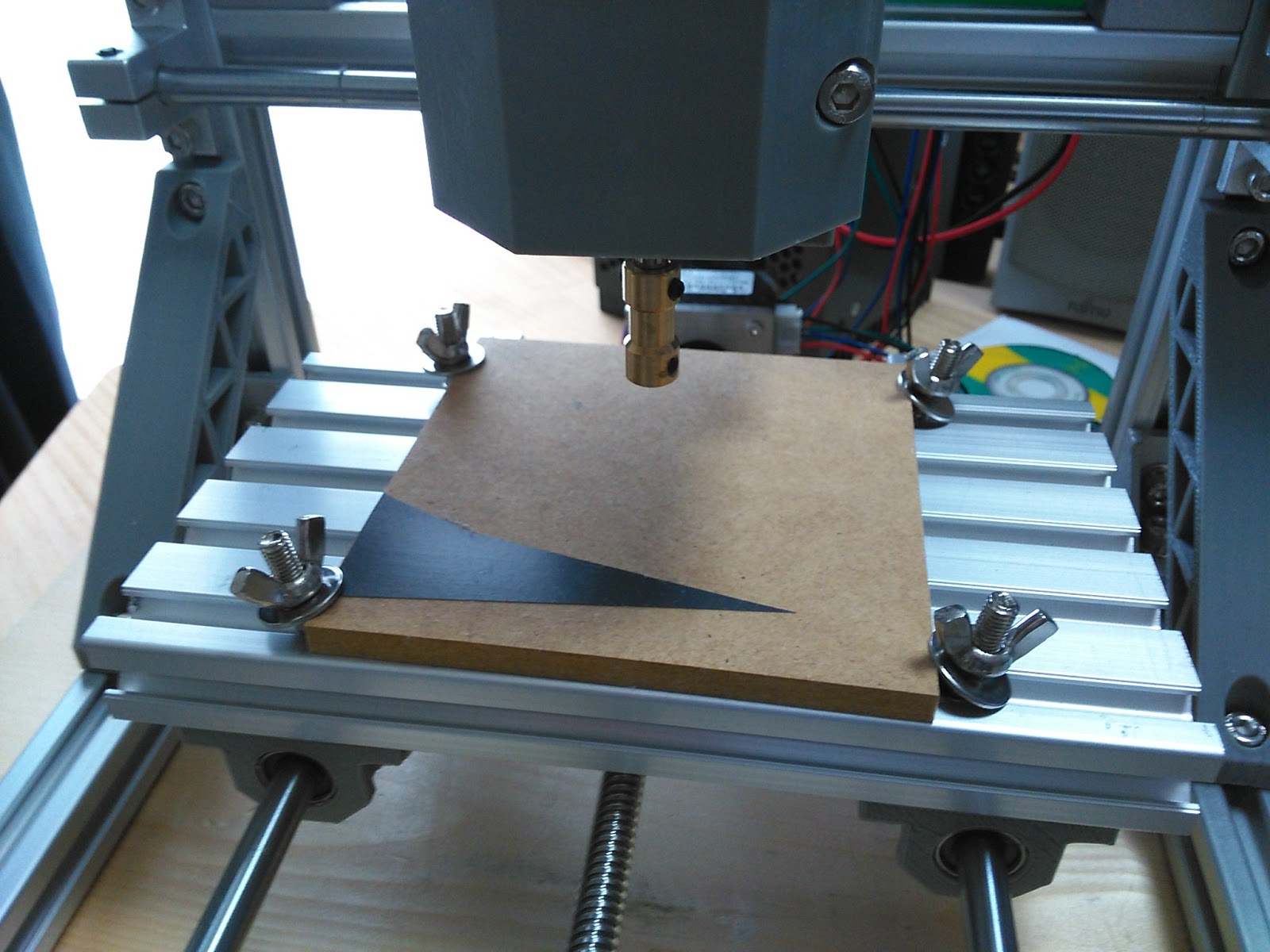
刃物をつけます。MDF上に刃物を落としたところで芋ネジを締め込みます。
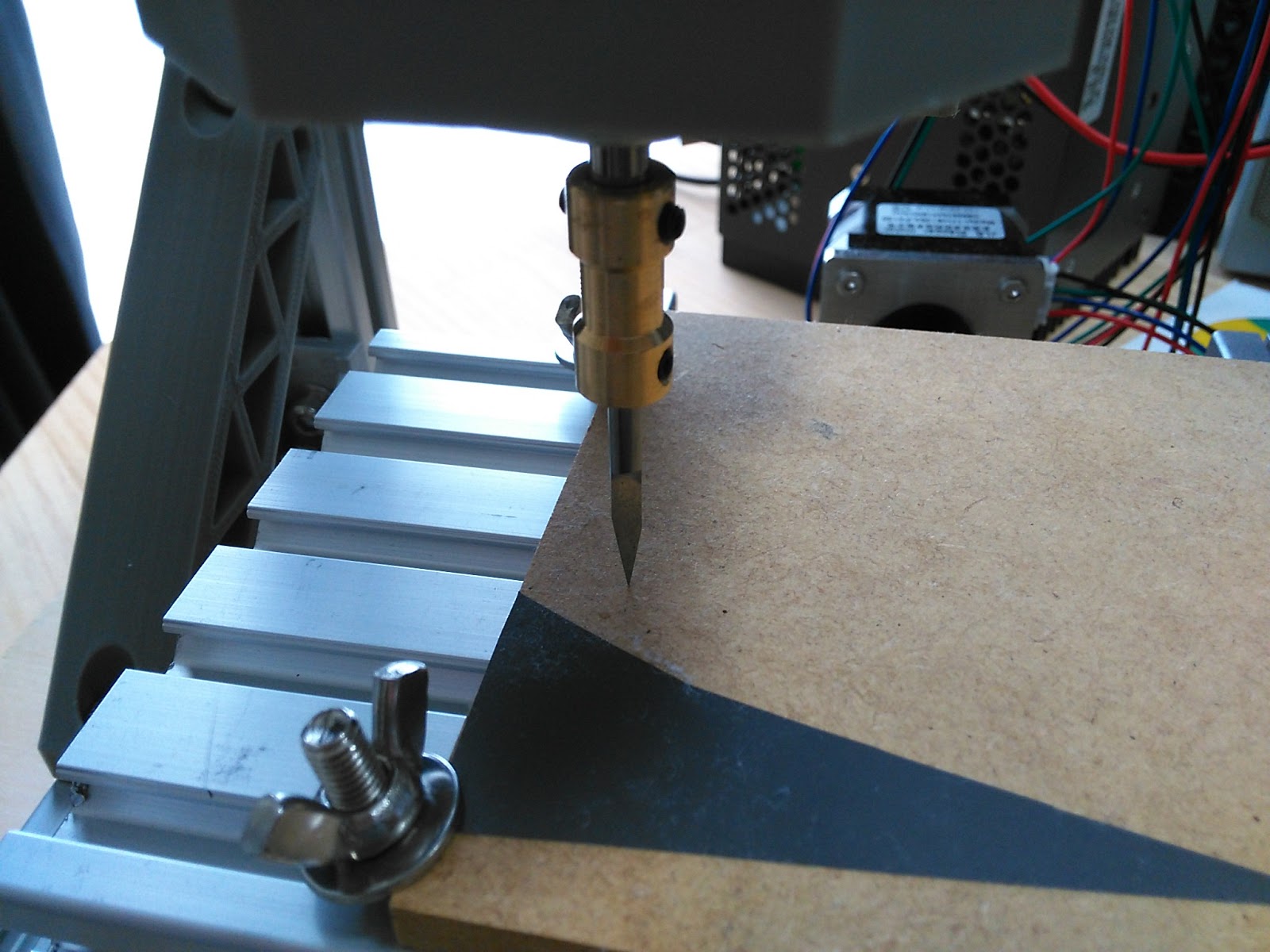
データを空で走らせてみると、掘り込みは0.5mmのようです。ちょいと移動が速いような気もしますが、変更するのも面倒なのでこのままやってみます。
では行きます。動画で。前半部分。
結構いい感じに行ってますね。後半部分。
で、出来上がったのはこちら。
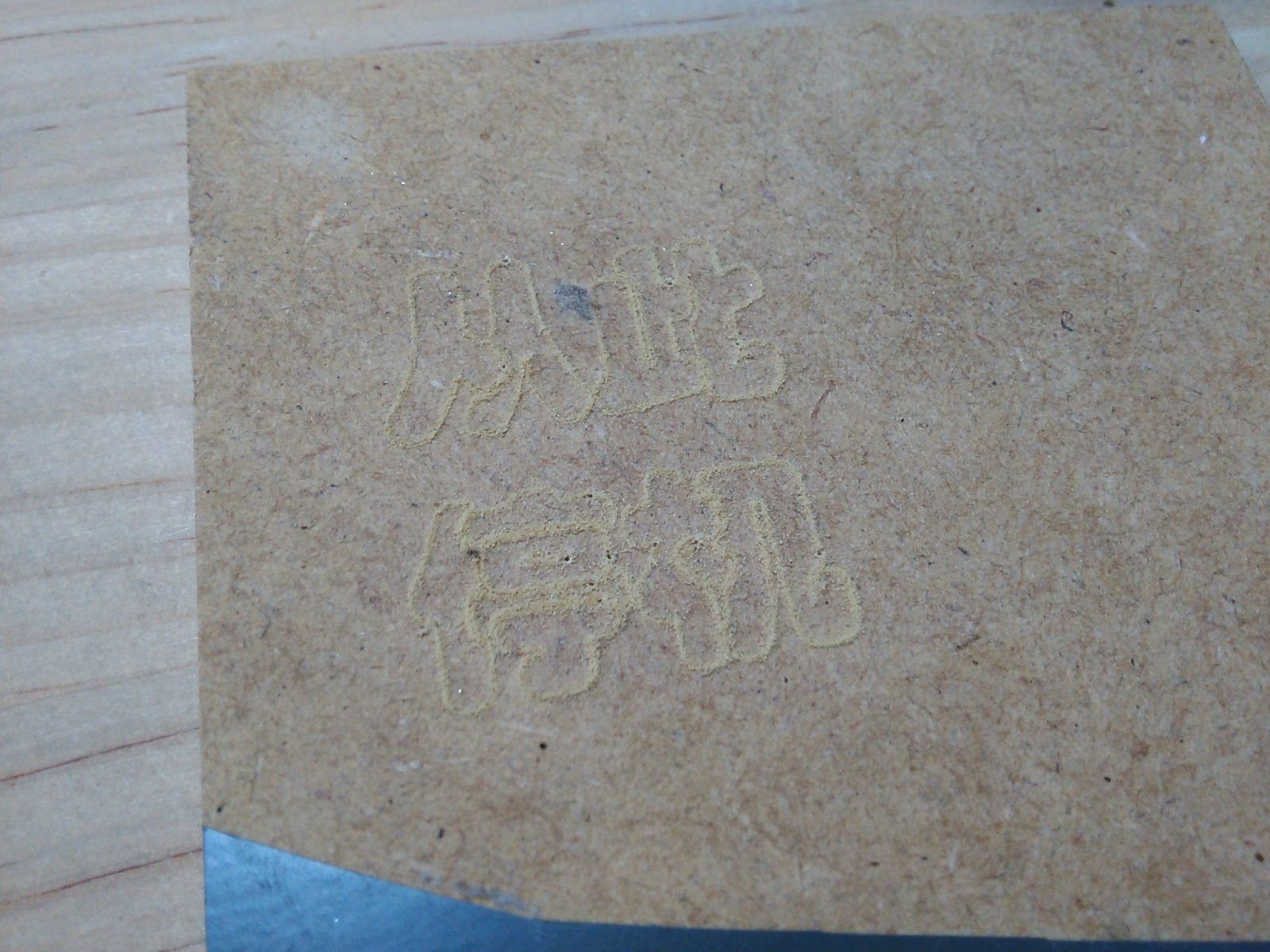
Vカッターを使っていますので、加工跡はほとんど線です。

こうすると見やすいですかね。
削ったというよりもケガいたという感じです。いまいちNCな感じがしません。
ということで、ここで別途購入しておいたエンドミルを出してきます。

まずはたくさんあるこの1.5mmで。どうせ最初はポキポキ折るのでたくさん買っといたのです。

では行きます。
動画で。今度は音が違いますよ。「削ってる」という感じの、まさにぞりぞりという音がします。
出来ました。まだ粉かぶってます。

この粉を掃除機で吸い取ってみましょう。
出来たのがこれ。
刃物が太いので文字としては潰れまくってますが、見るところはそこではありません。エンドミルの一定の幅&ほぼ一定の深さでMDFがきれいに削り取られています。この感じが大事なのです。
ということで、ぶっつけ本番の加工をした割にはうまくいった方じゃないですか。ちゃんと調整したら結構このままでも使えるかもしれませんね。
次は基板を削ってみましょう。基板は非常に高い精度が要求されますので、今日のテストなんかより数段難しいと思われます。楽しみです。
これでアルミの簡単な加工位まで出来ると素晴らしいんですが。それもいずれトライしてみましょう。