Slic3rの設定は始めると切りがありません。ついつい完成度を目指して頑張ってしまうのですが、基本的なところを外さなければ、あちこちいじっても大差ないというのが印象であります。それでもいじるわけですが(笑
ということで、その後もいくつか条件を求めてさまよいました。
このデータ精度確認するのには便利ですが、結構プリントに時間がかかります。
もちろんそれこそ設定次第ですが、この新人君の設定でおいしそうなあたりでやると1時間ちょいかかります。
ということで、ほとんど週末をつぶして沢山作りました(笑

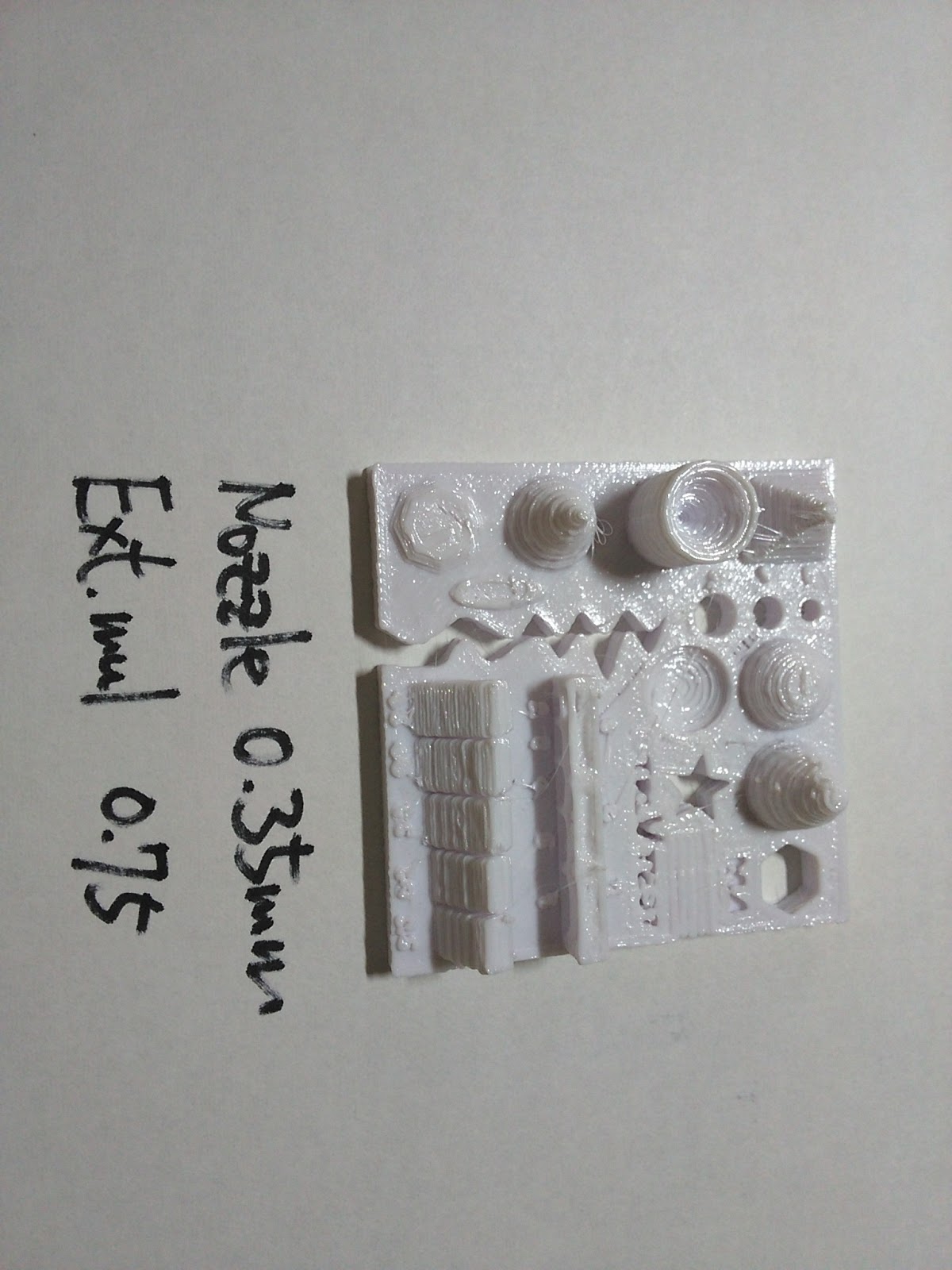
どんな設定になっているのかというと、ノズル径とフィラメントの押し出しratioの調整です。中華エクストルーダ+中華ホットエンドということでいろいろと詰めが甘いところがあります。そこを調整で押さえてしまおうという作戦です。
使っているノズルには0.4mmの刻印がありますが、押し出されてくるフィラメントの太さは0.35mmしかありません。必ずノズル径の太さで押し出されてくるものでもないのかもしれませんが、細めになってしまっている可能性は排除できません。
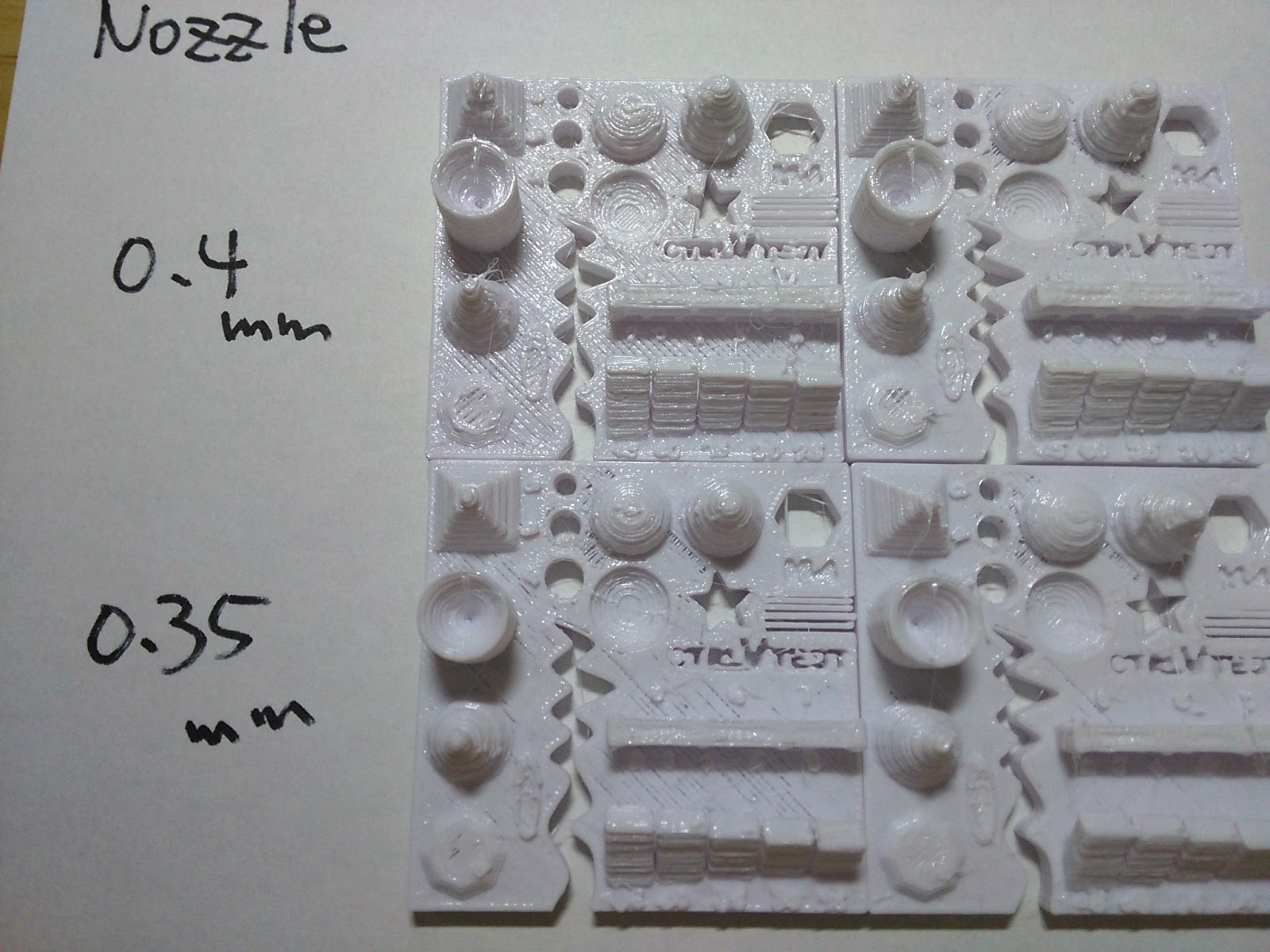
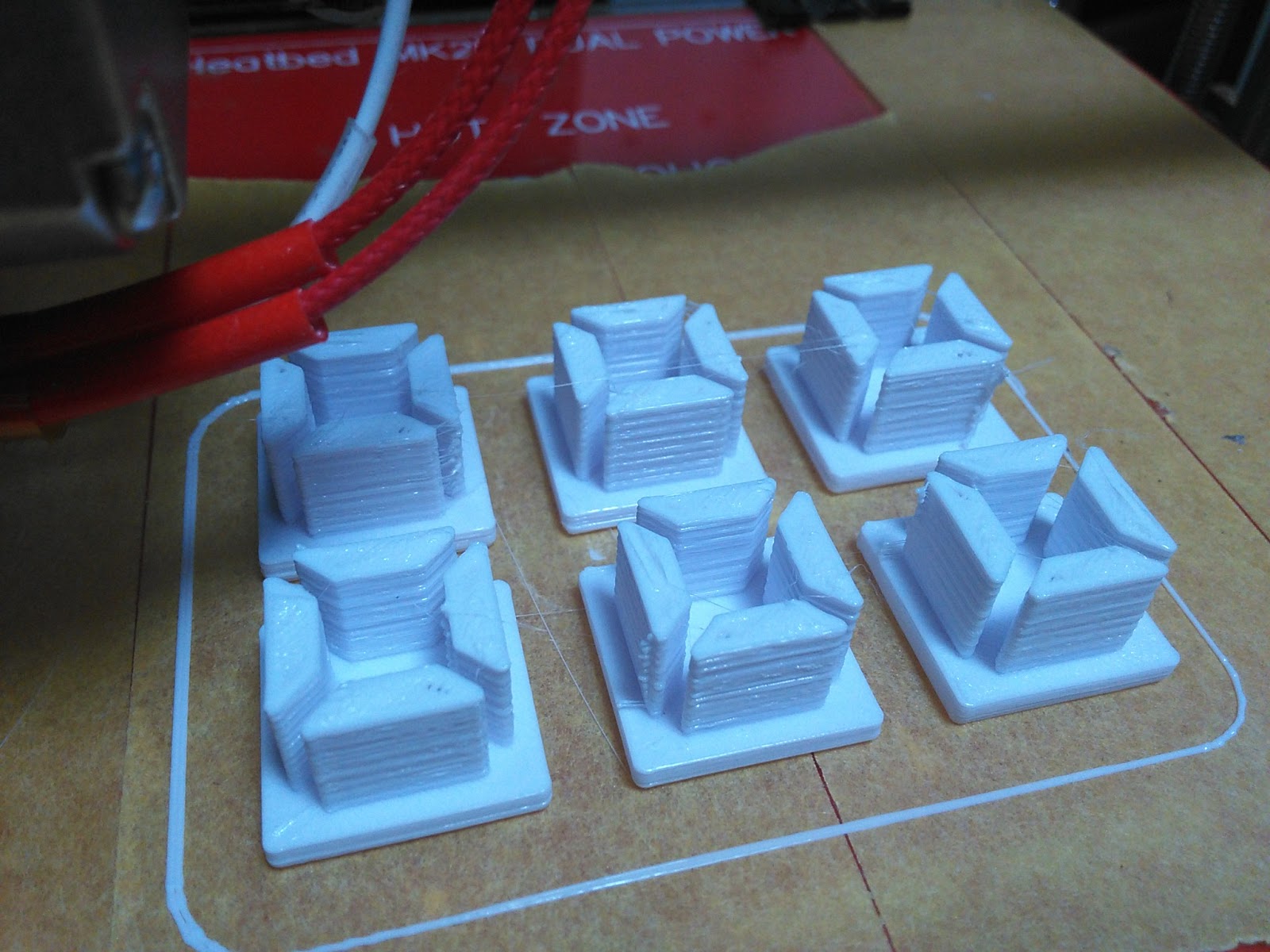
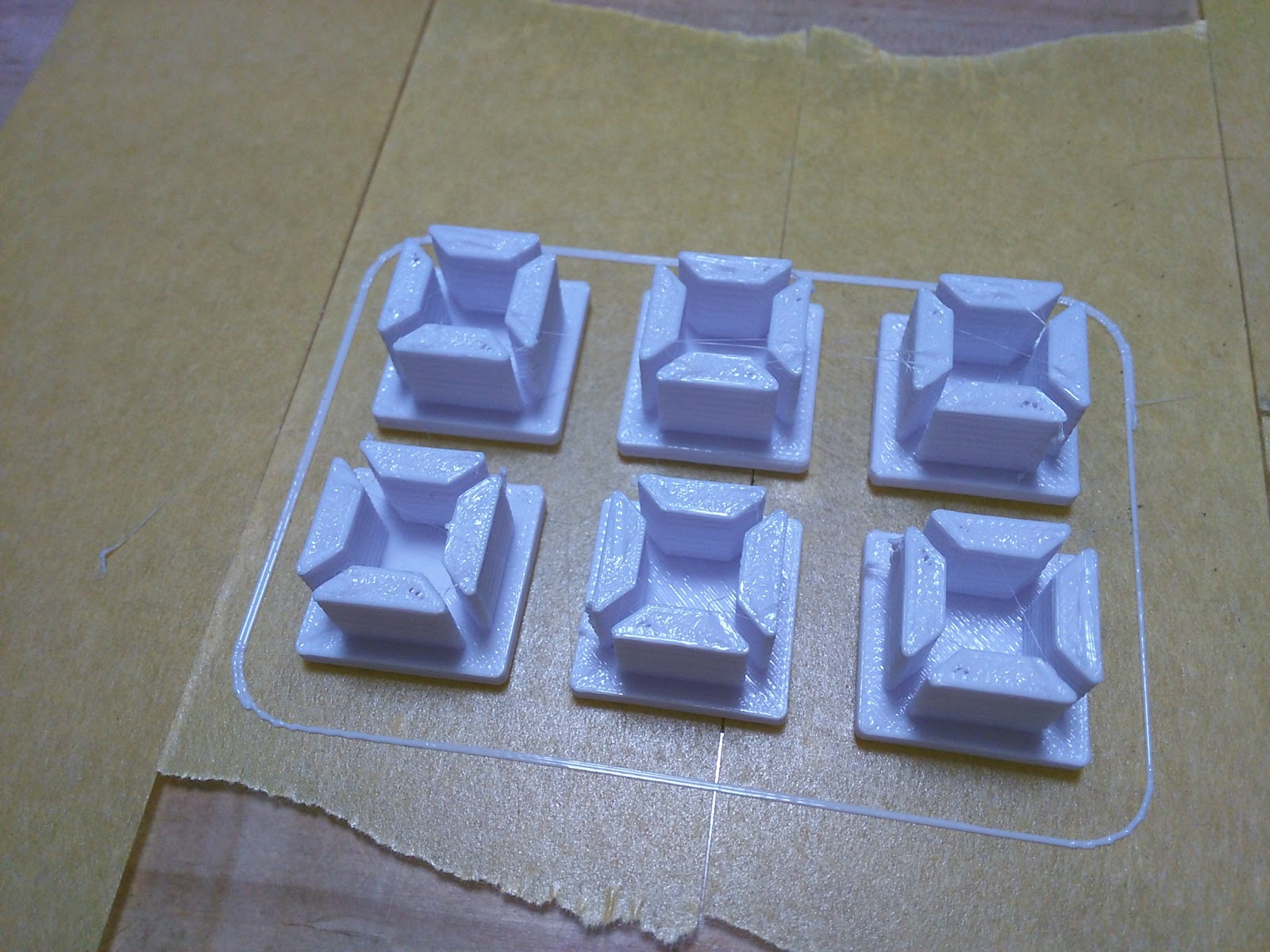
ということで、このような絨毯爆撃をしての比較となっております。
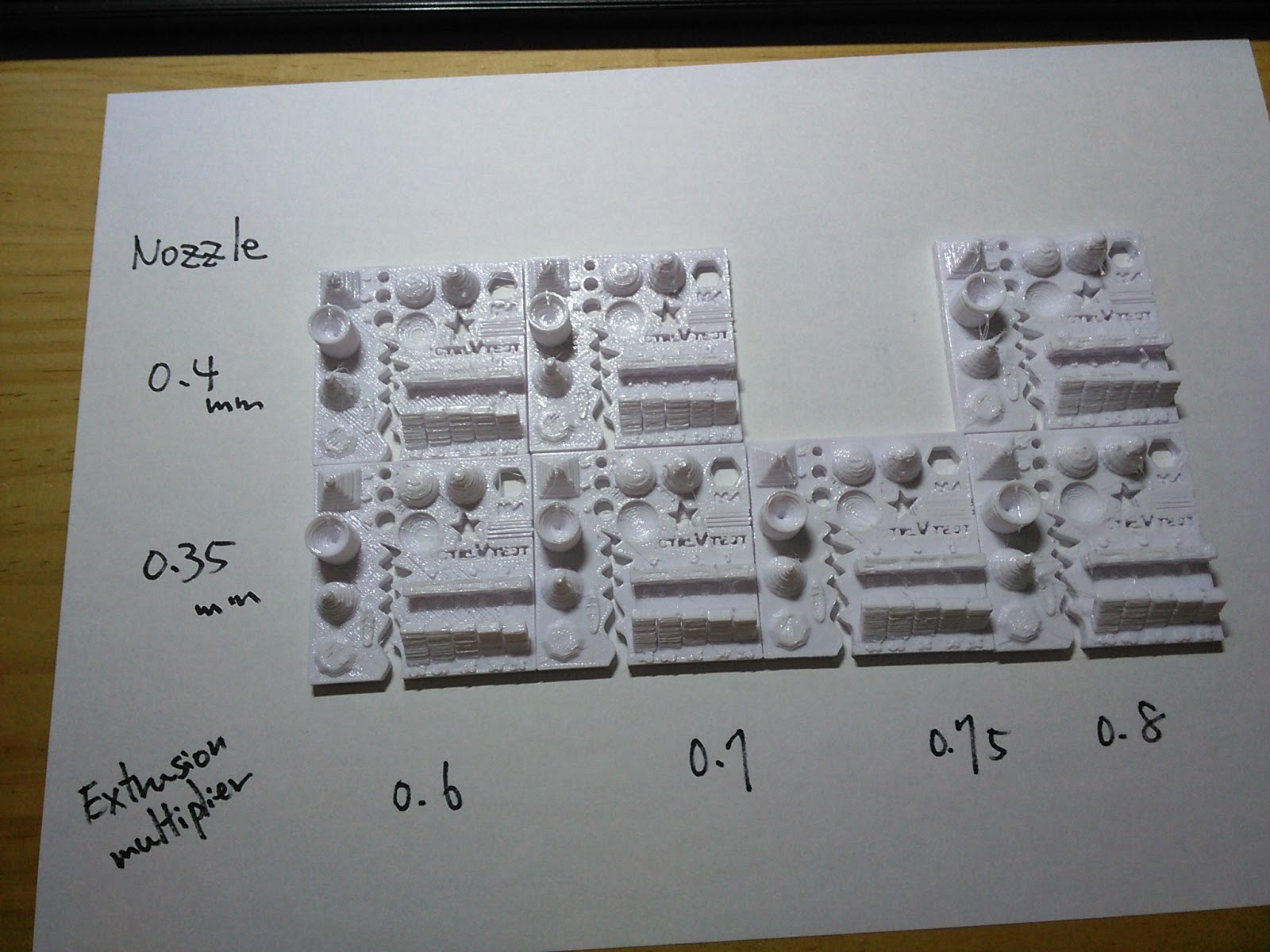
あんまり違わないように見えて、よく見るとやはり細部が違うんですよ。
例えば下の写真の右端のピース上下を見比べてみますと、上の方は糸引きが目立ちますよね。あちこちだまっぽいものも見えます。上のピースの条件は前の投稿のコメントでぼおんさんに指摘いただいている通り、フィラメントが出過ぎています。

ノズル径0.35と0.4を比べると全体的に0.4の方が出過ぎな感じです。
これは前述したように、設定されているノズル径が実態と合ってないことを示しているような気がします。
一方で、押し出しratioである、extrusion multiplier の値は0.6ではさすがに小さすぎ、0.7あたりに最適値があるように見えます。いや、そもそもこの値は0.9~1.1くらいの範囲で調整することを意図した設定値じゃないかと思うんですけどね。いろいろ予想外のいい加減さです。
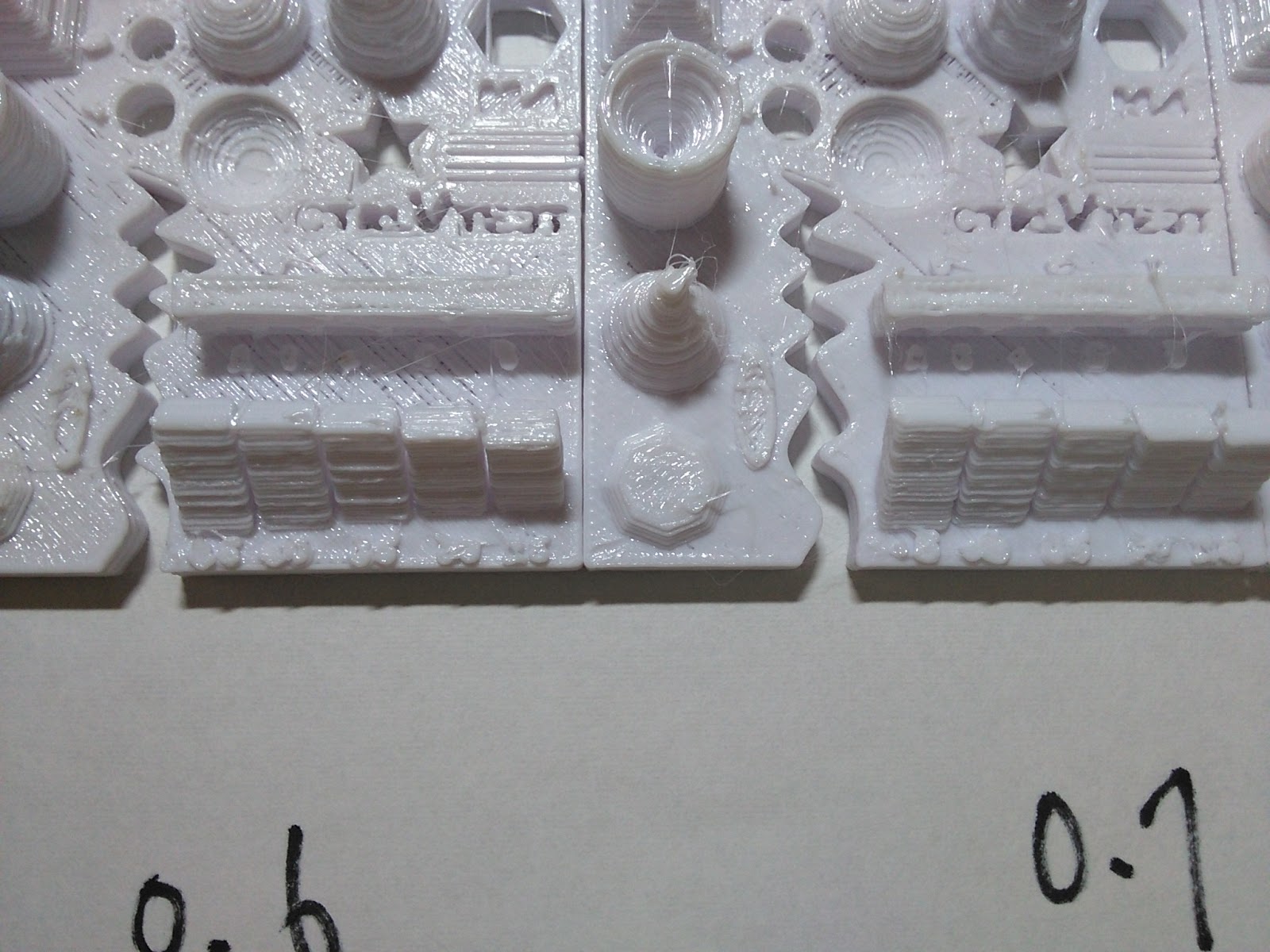
3.5mmの0.8ではちょっと出過ぎかな。

この辺がきれいなように思えます。

ということで、写真倒れててすいませんが、この値に落ち着きました。
これMK8sクストルーダとして買った時の仕様が正しければ、0.4mmの1.0になっているはずの設定値です。すごいですね。
さて、このほかにもいろいろいじるところがあるわけで、そこらをさらに比較して最終設定に追い込みました。こちらが最終的に決定した設定でのプリントです。
動画を3本。Solid infillの美しさにご注目を。
infill設定値0.2、大好きな六角形です。がたがたうるさいうえにあちこちネジが緩みそうですが仕上がりがいちばんきれいな気がするのです。
出来ました。きれいです。

拡大していくつか。
まずここ。いくつかの角度で柱が倒れているのですが、まずその角度を表示している数字が読めます。素晴らしい。左から40、35、50に見えますが30、その右の2まで見えてます。すごいと思いません?数字二けたで幅3mmしかないんですよ。
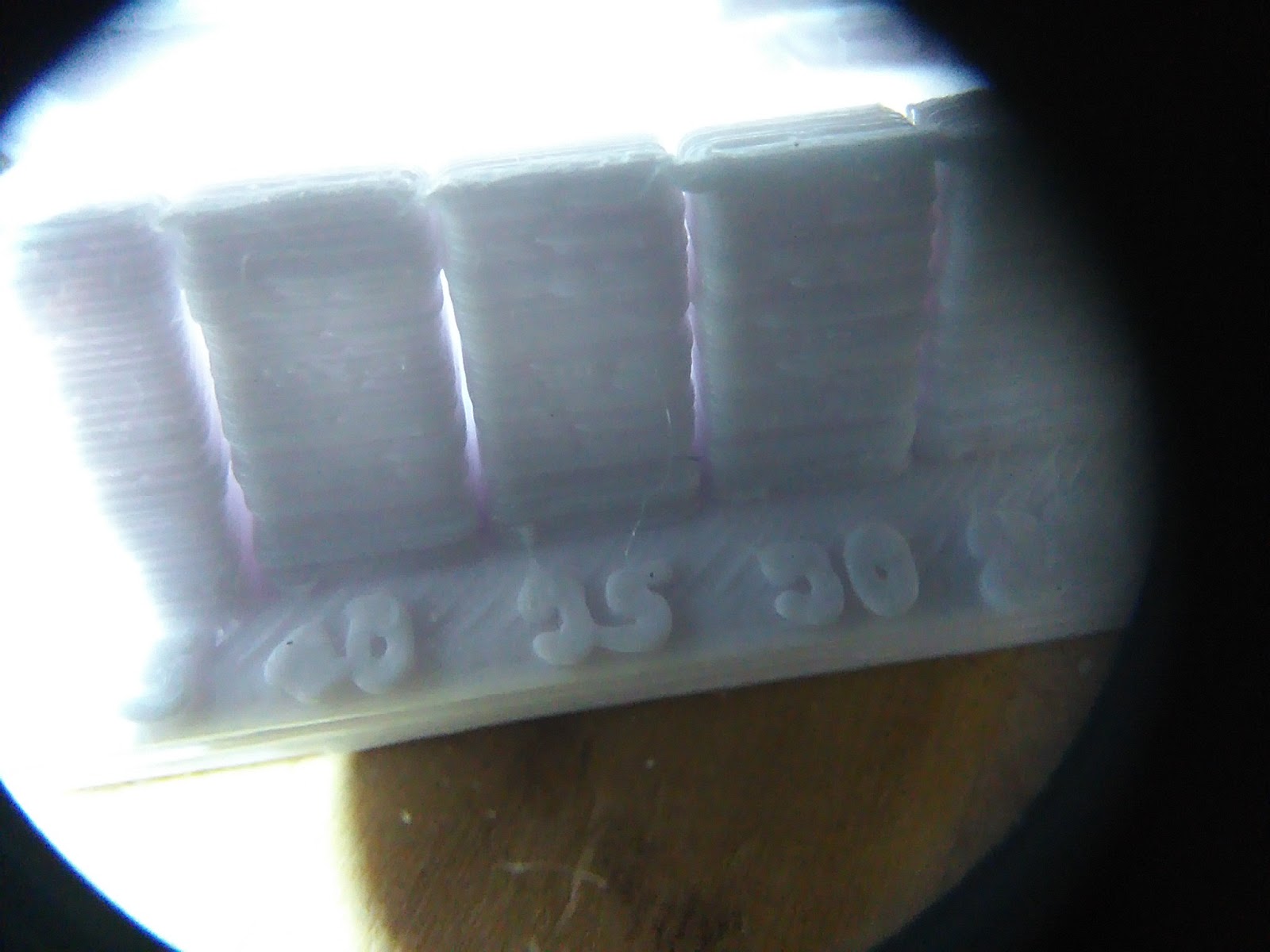
ここの数字もなんとなく読めるような気が。

M4ははっきりしています。なんかMがおかしいですが。
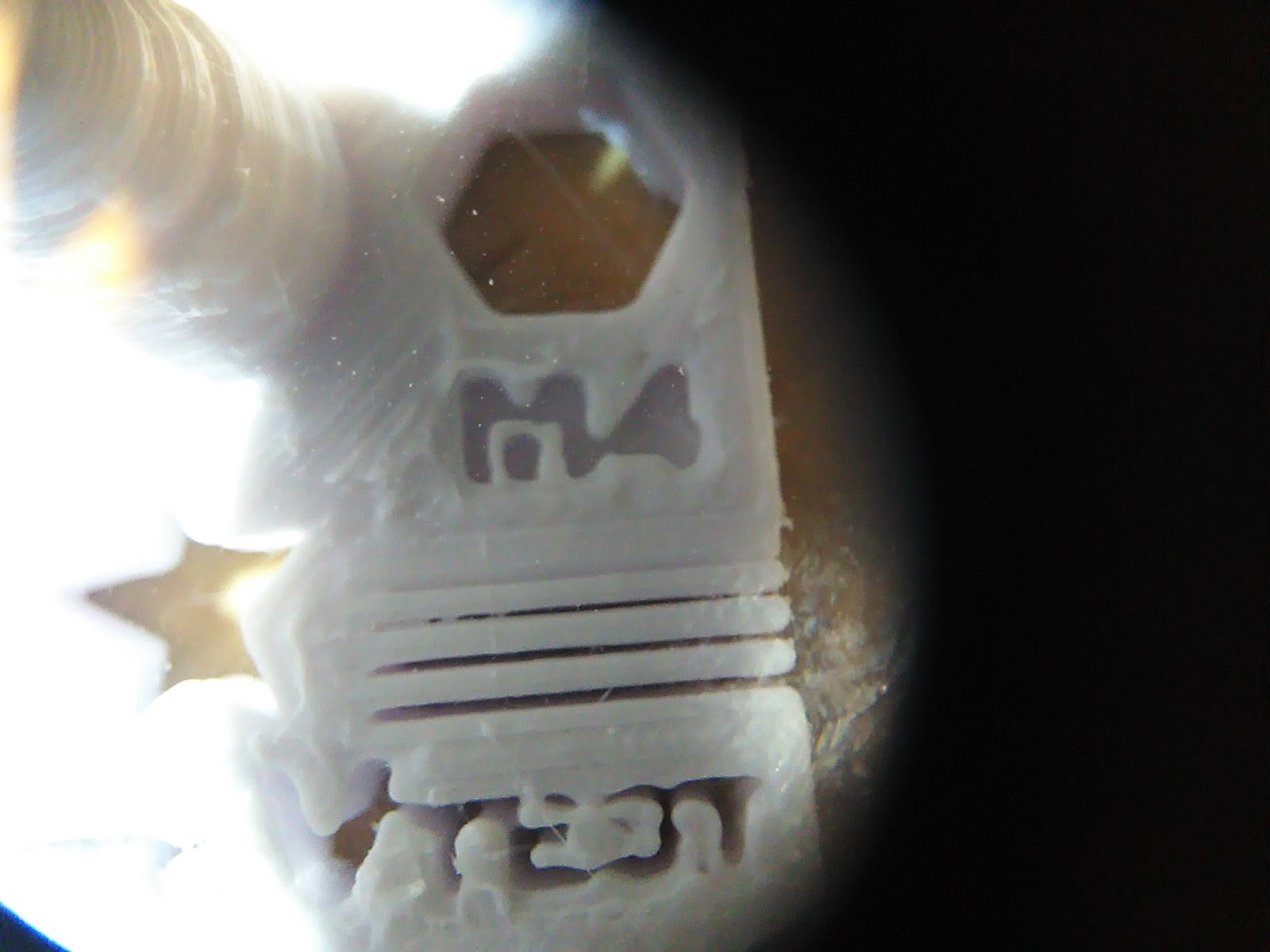
この辺りの玉と糸引きの無さ感。

きれいです。
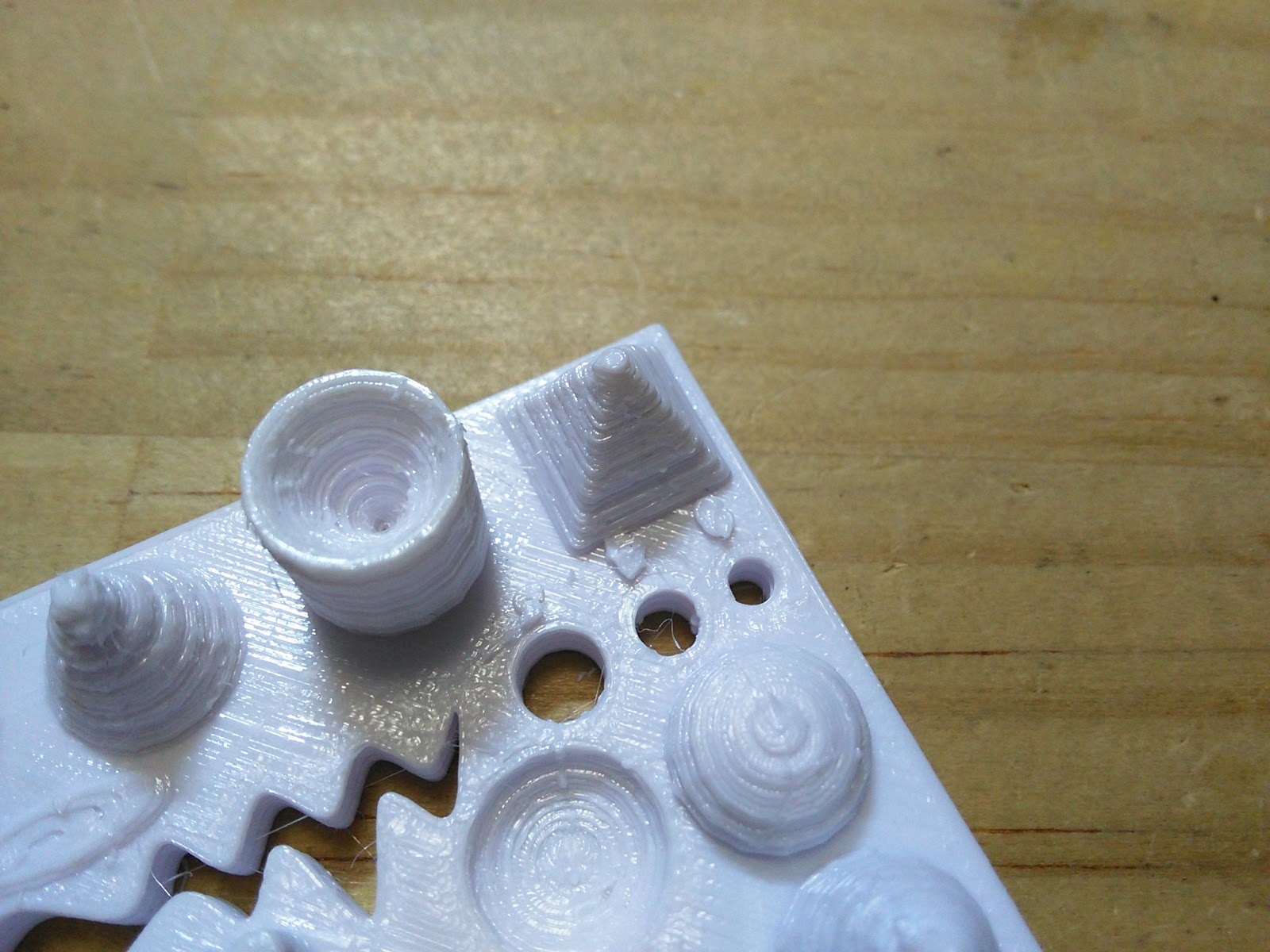
すり鉢と穴。これもきれい。
フィヨルドの美しさよ。

ということで、山ほどテストピースを作りましたが、ほぼ満足のいく設定ができたと思います。

ということで、ようやく実戦投入です。
まずこんなのを作ってみました。
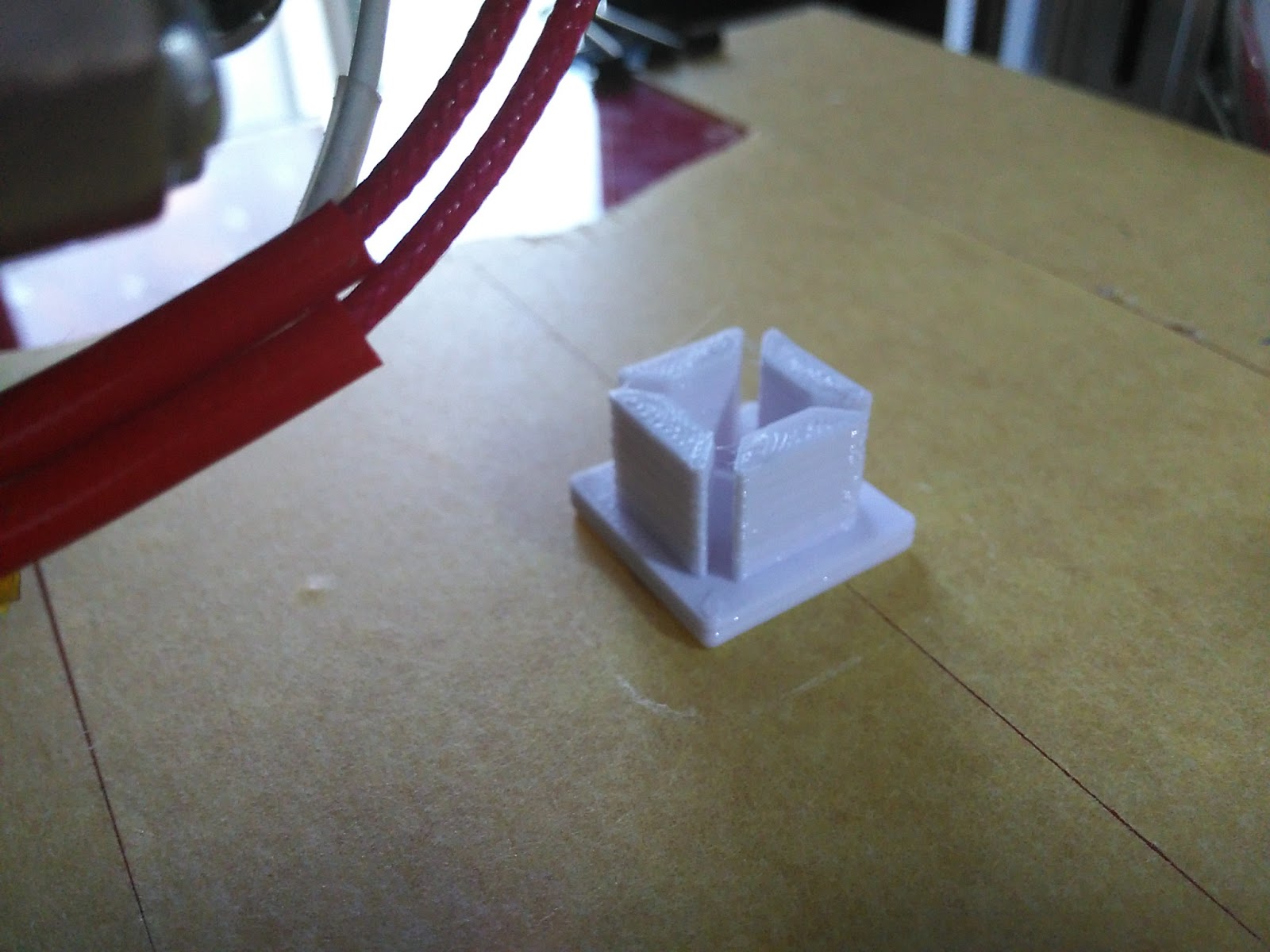
これは何かというと、
わかりますか?

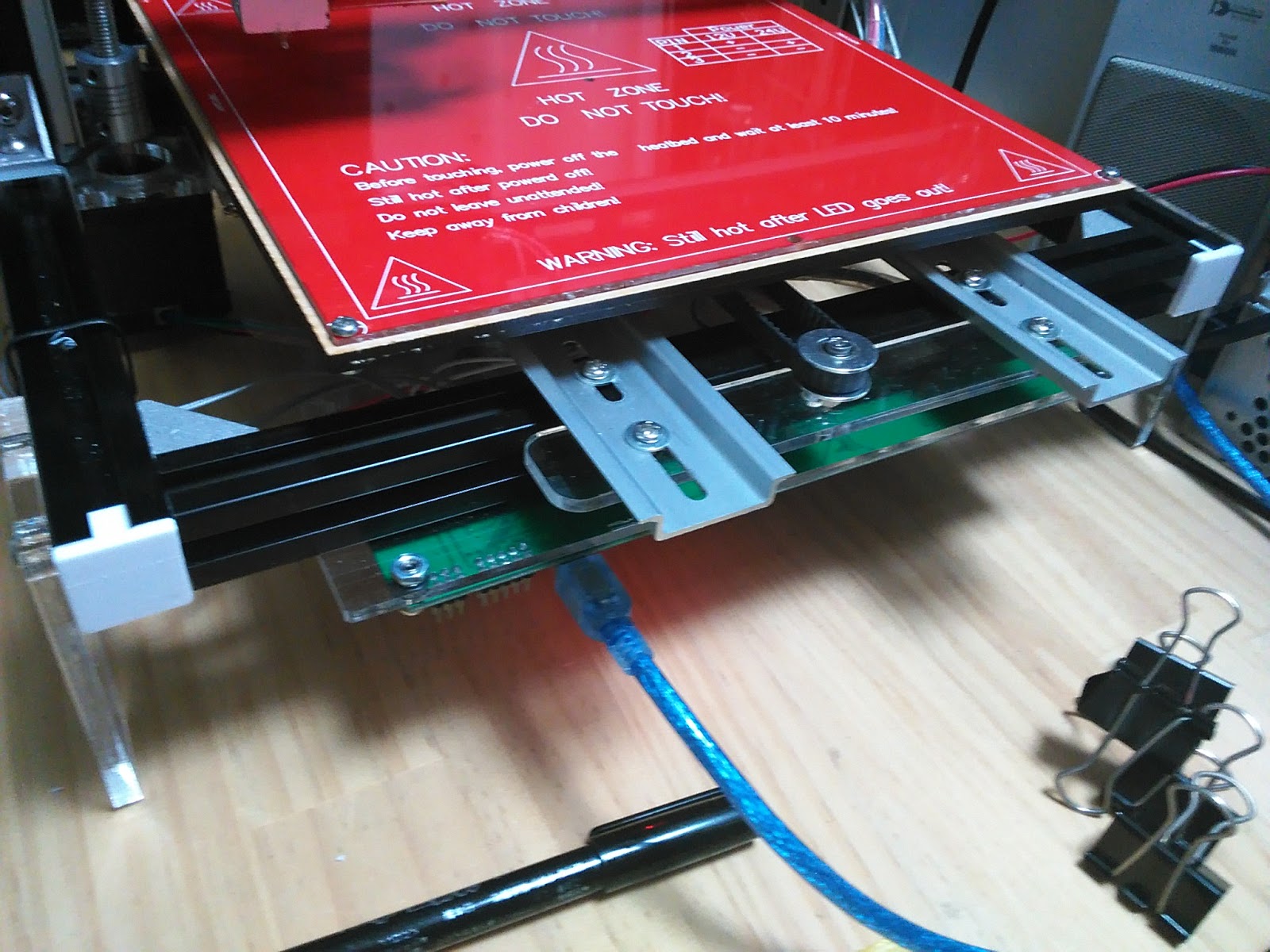
ここに挿し込むパーツです。
アルミフレームの端面がむき出しだったのでキャップしたかったのです。
このキャップも純正品が売ってますが、結構な値段がするのです。
黒で作った方がいいとは思いますが、フィラメント交換するのが面倒なのでそのまま(笑

一個作って確認出来たら量産します。
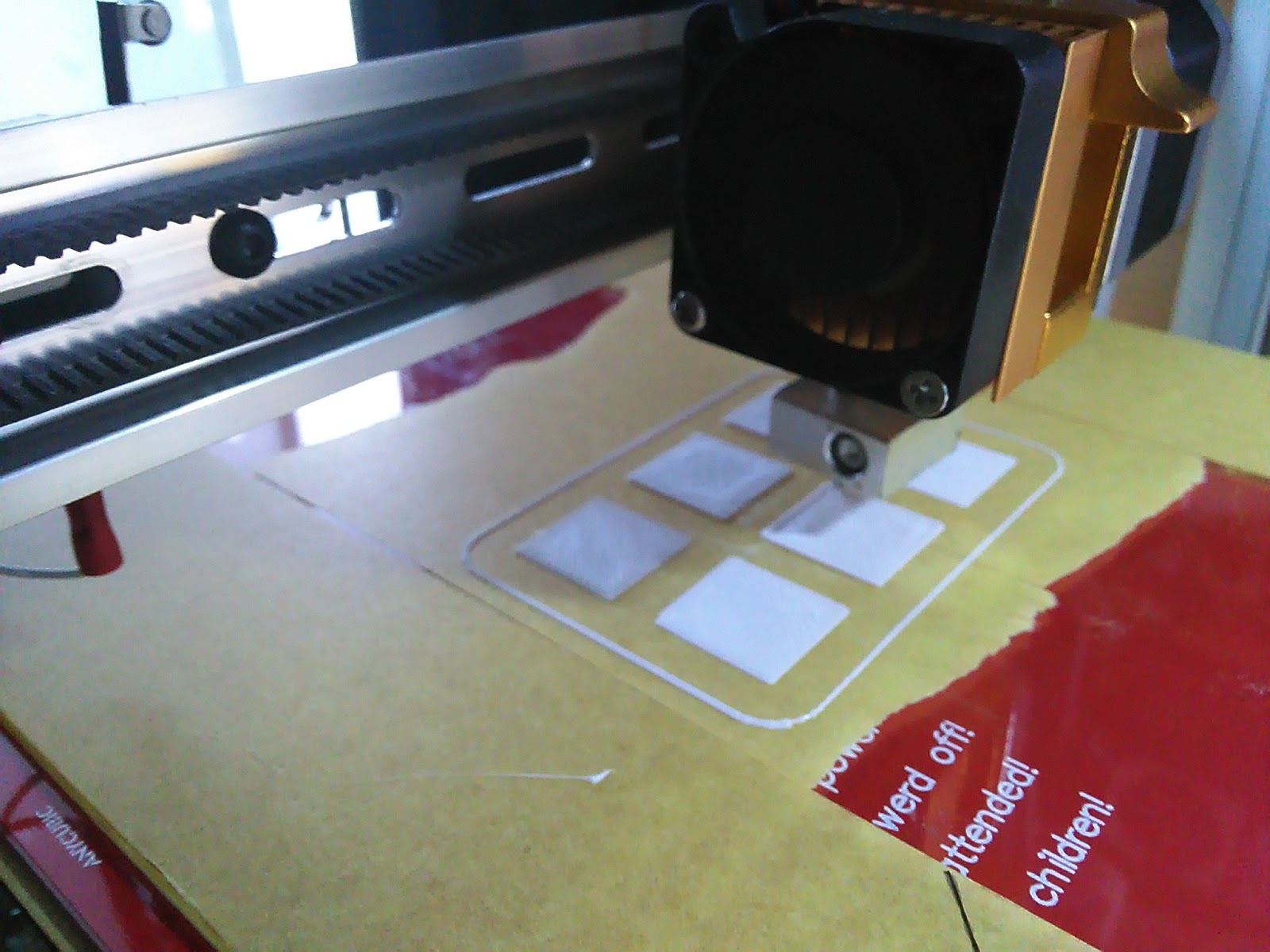
順調。非常に美しいです。

積んで積んで、
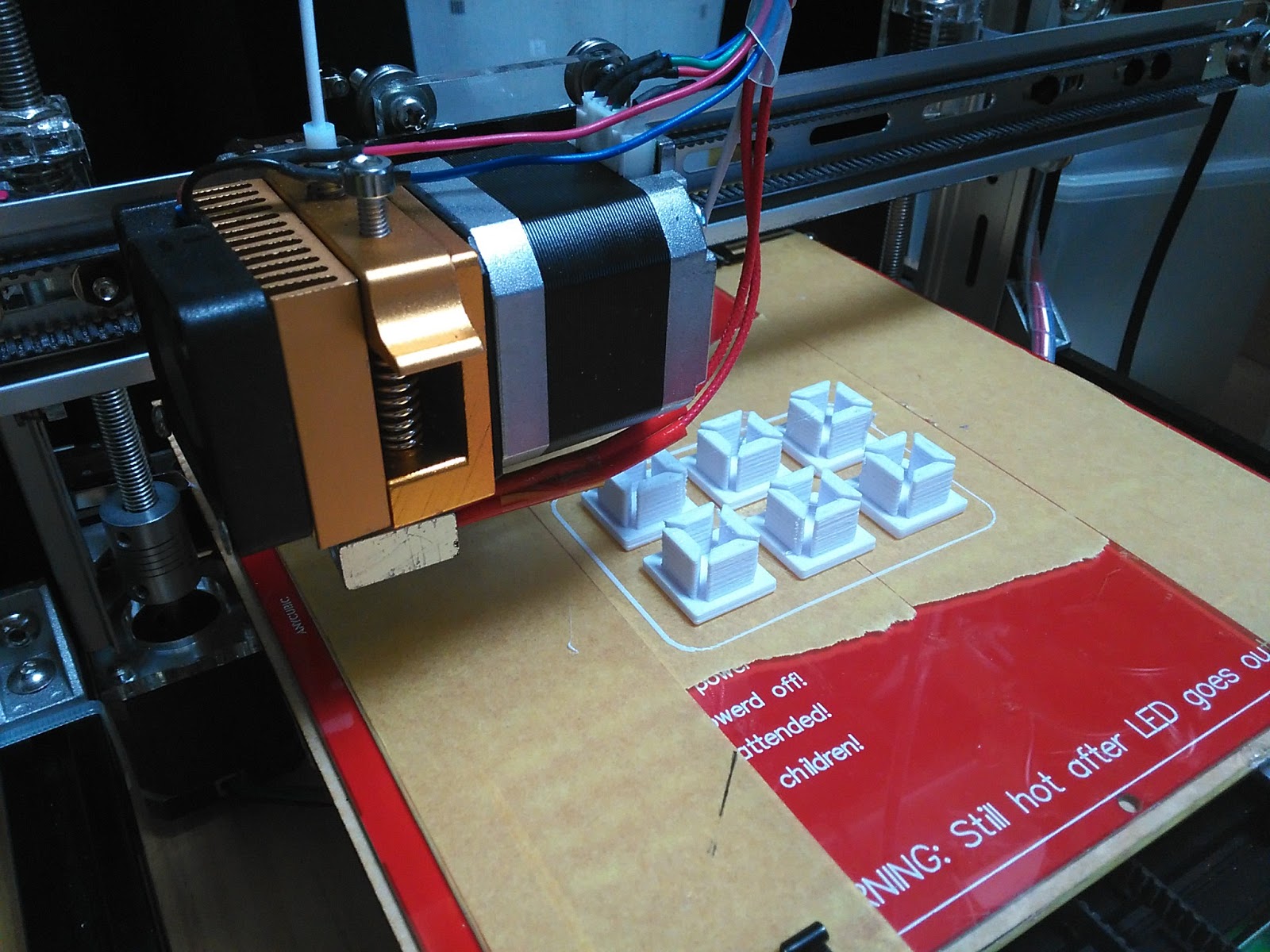
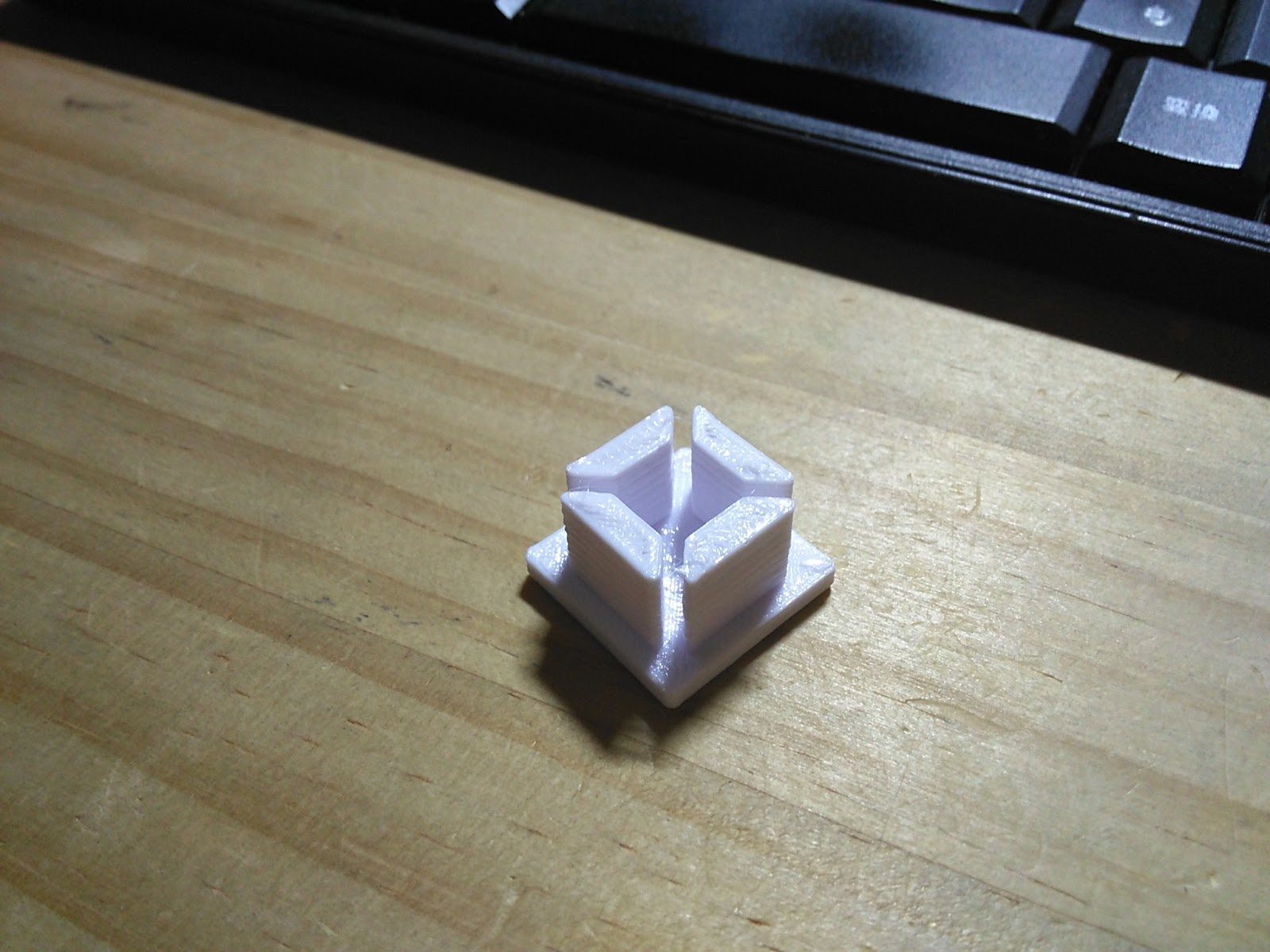
出来ました。
結局まだヒートベッドは使ってないですが、よほどの大物を作らない限りこのままでも大丈夫っぽいです。
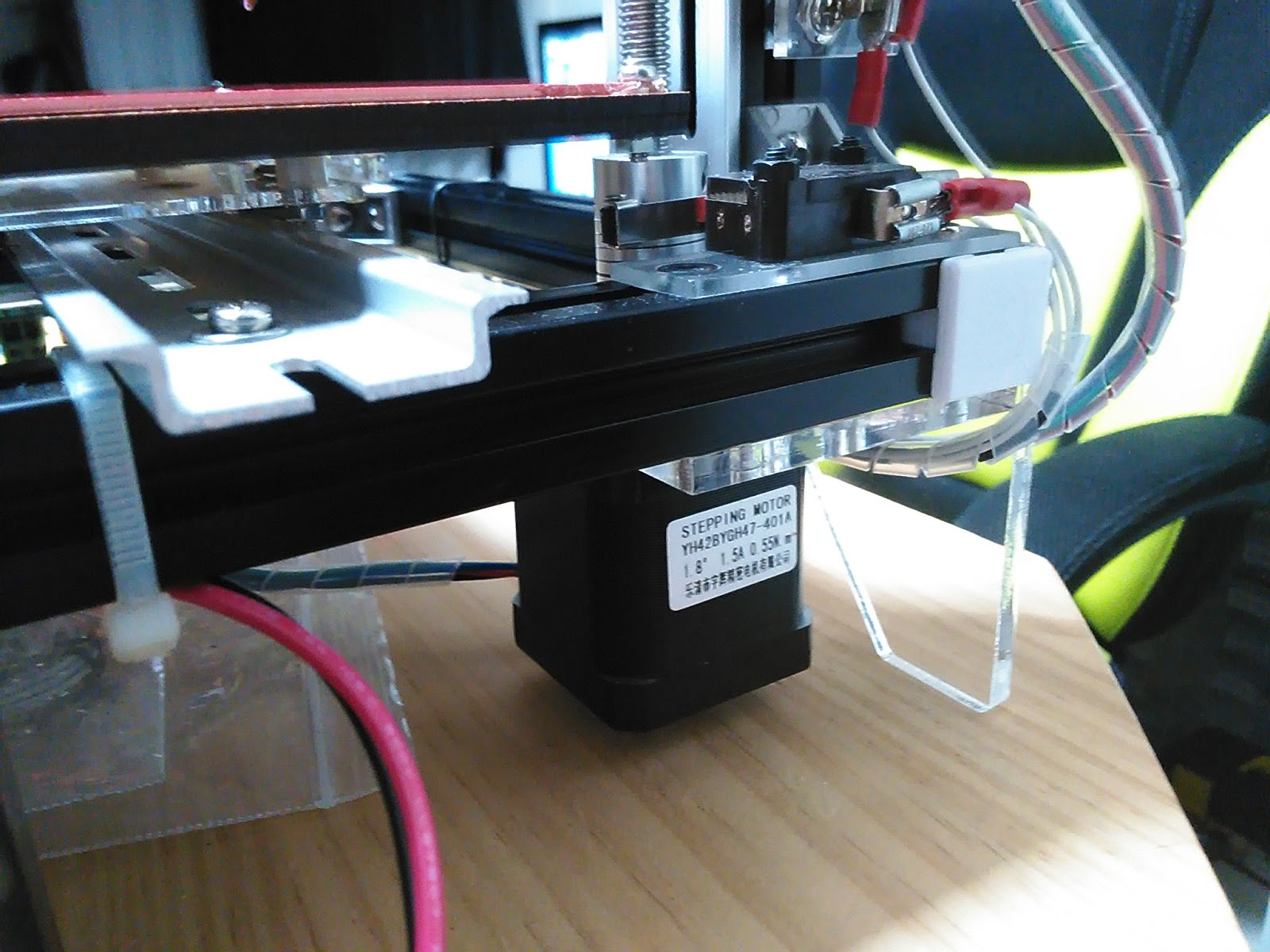
あっちこっち挿し込みます。
後も。
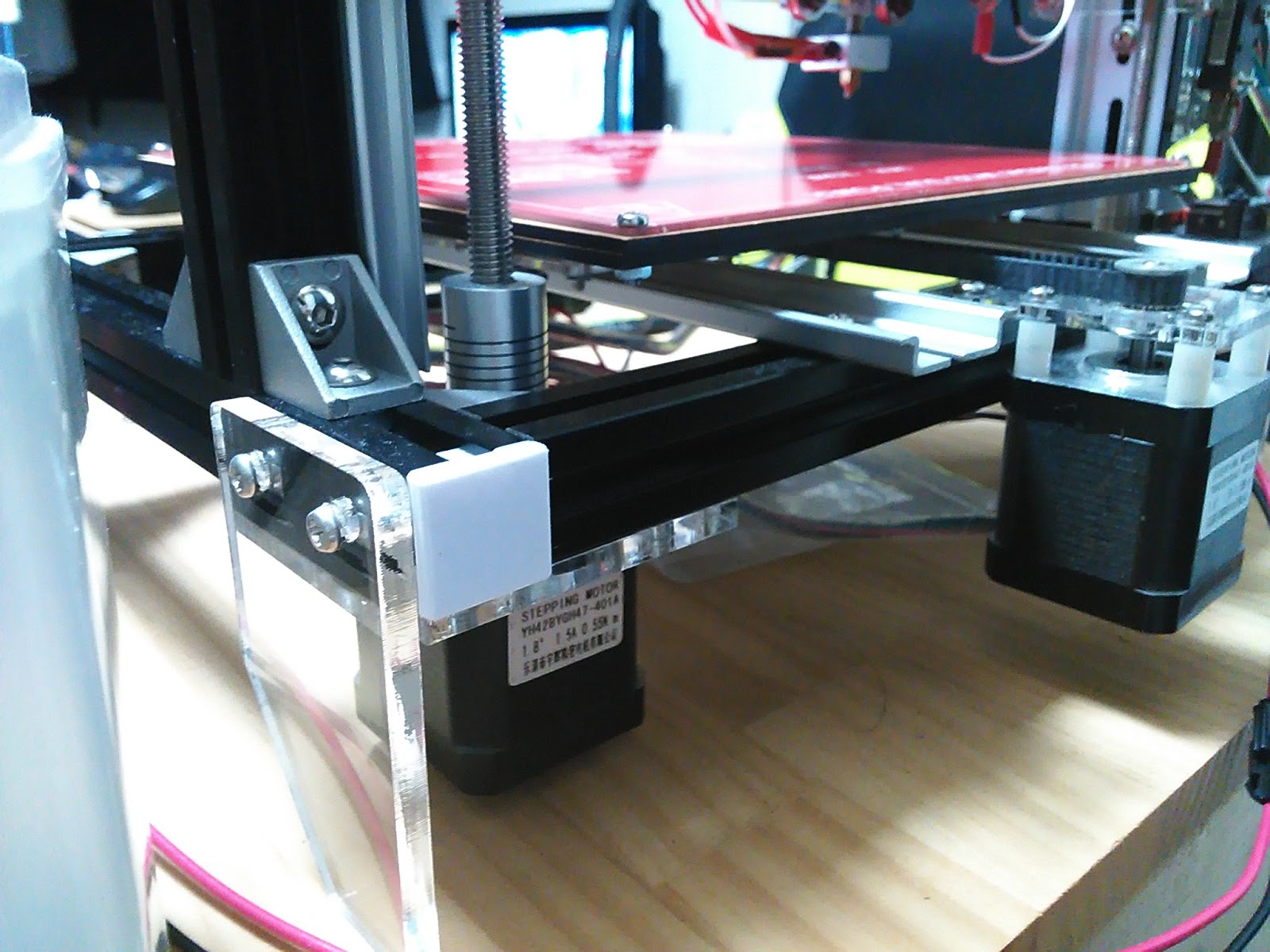
いい感じです。実践投入第一弾は問題なしです。
ということで、もう少しなにか作りたいところですが、残念ながら今はこれといって必要なものがありません。
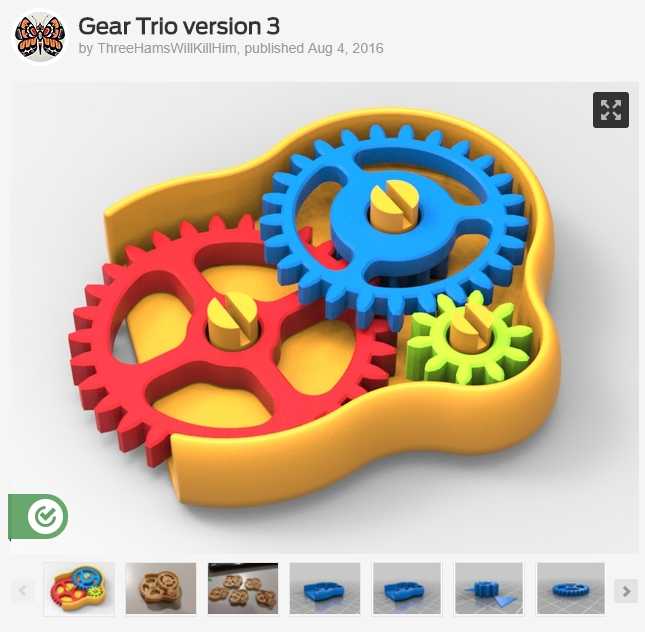
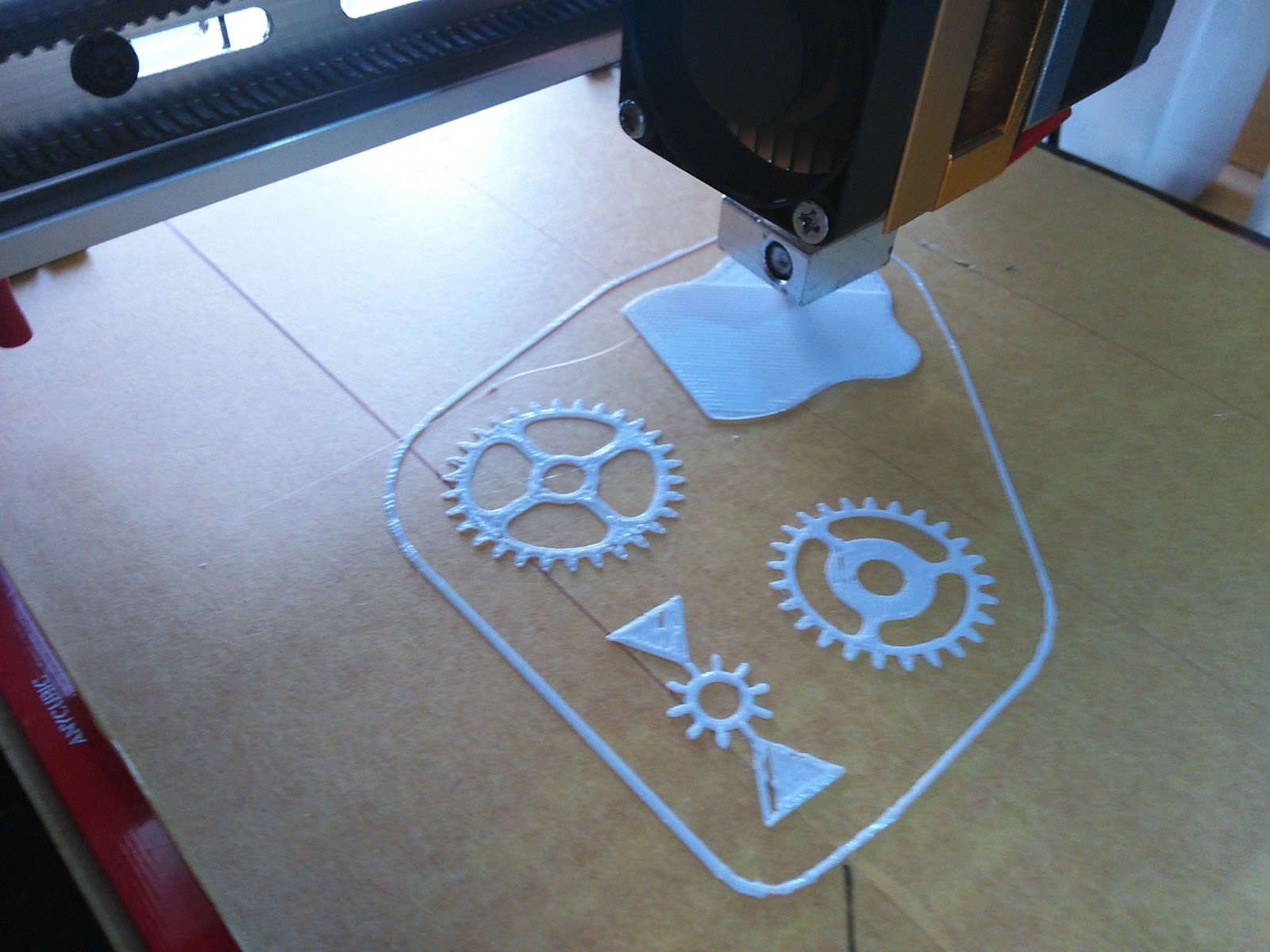
ので、無理やりThingiverseのこれを作ることにしました。前からギアやってみたかったんです。
Repetier-HostにSTLファイル読み込んで、
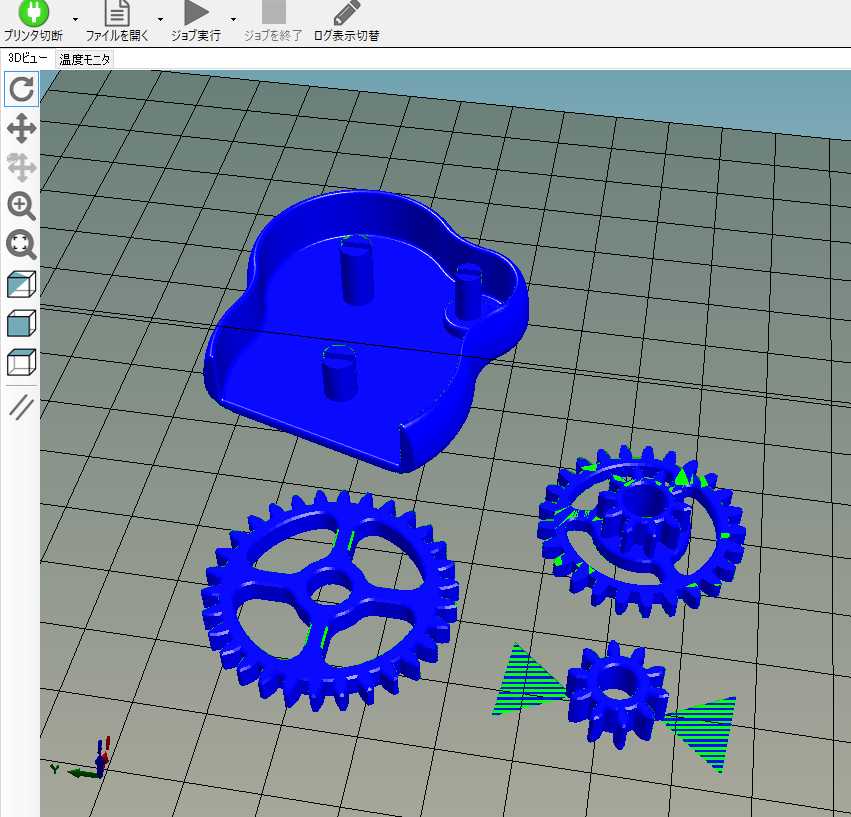
頑張って設定したSlic3rでスライスします。
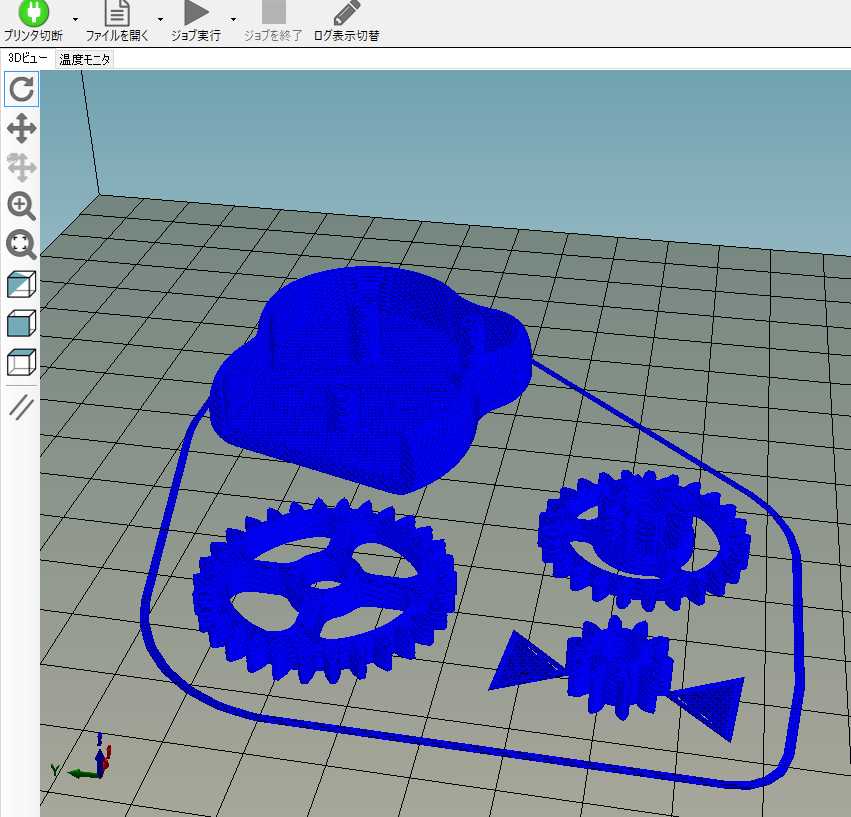
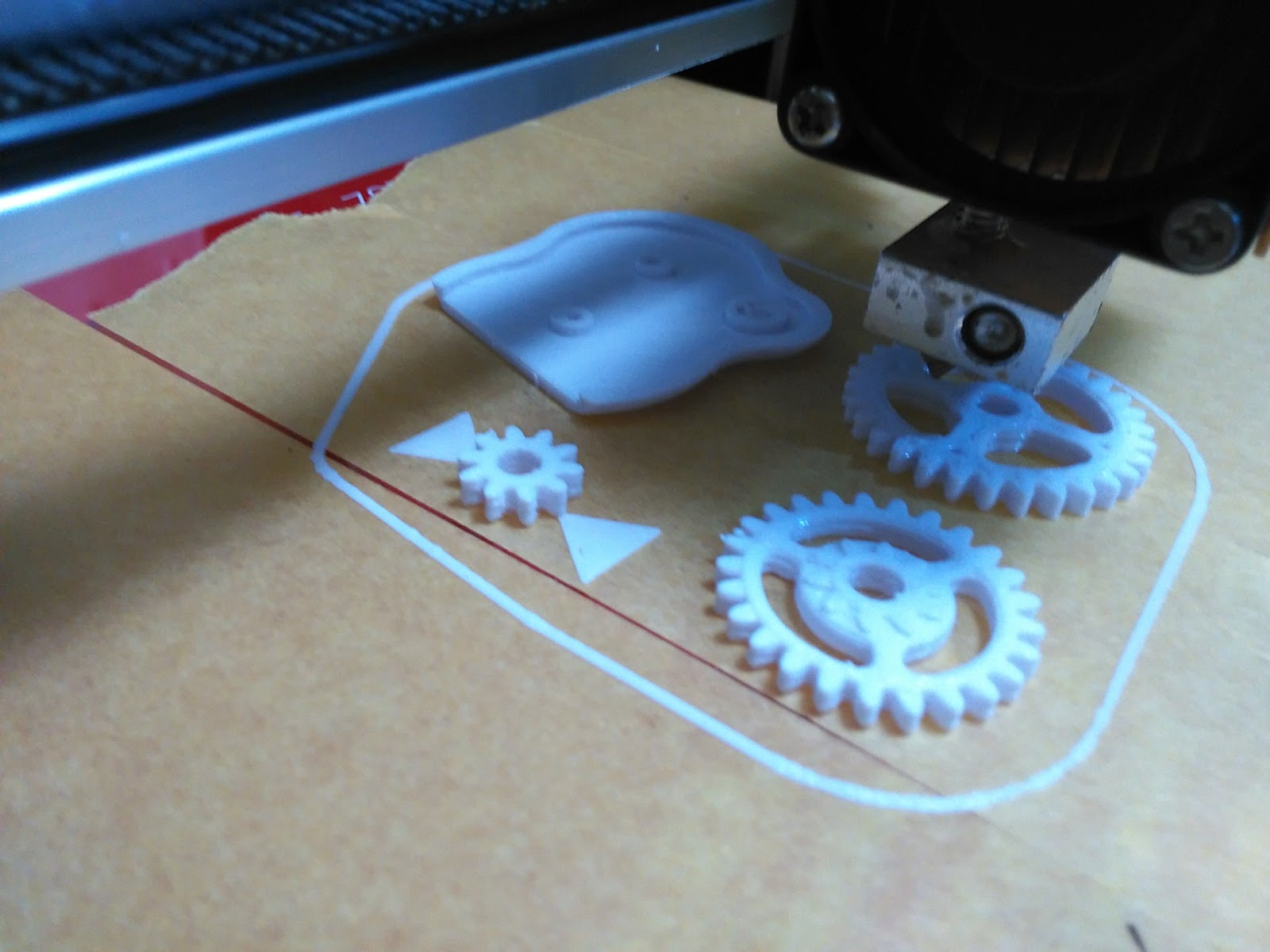
プリント開始。
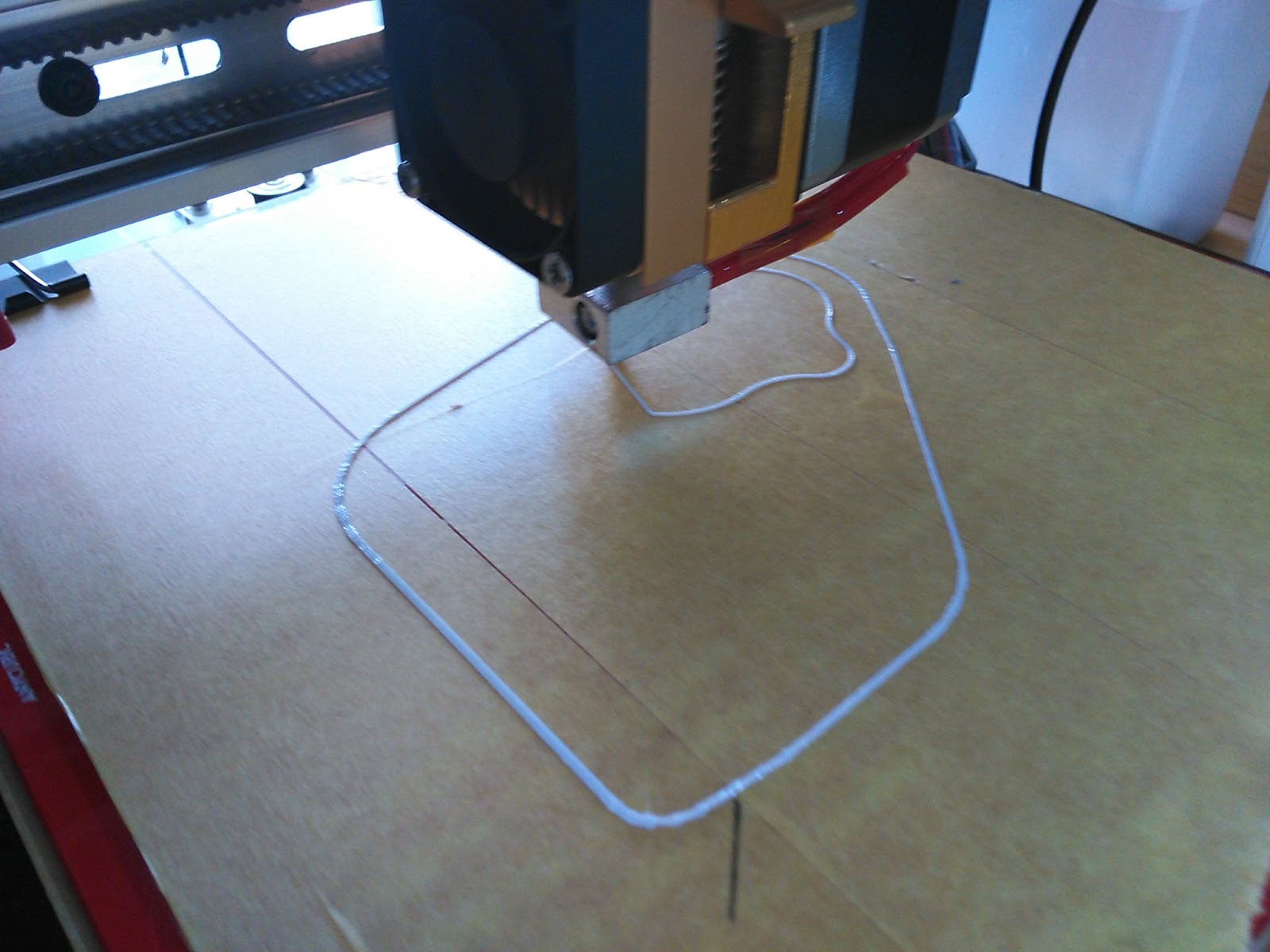
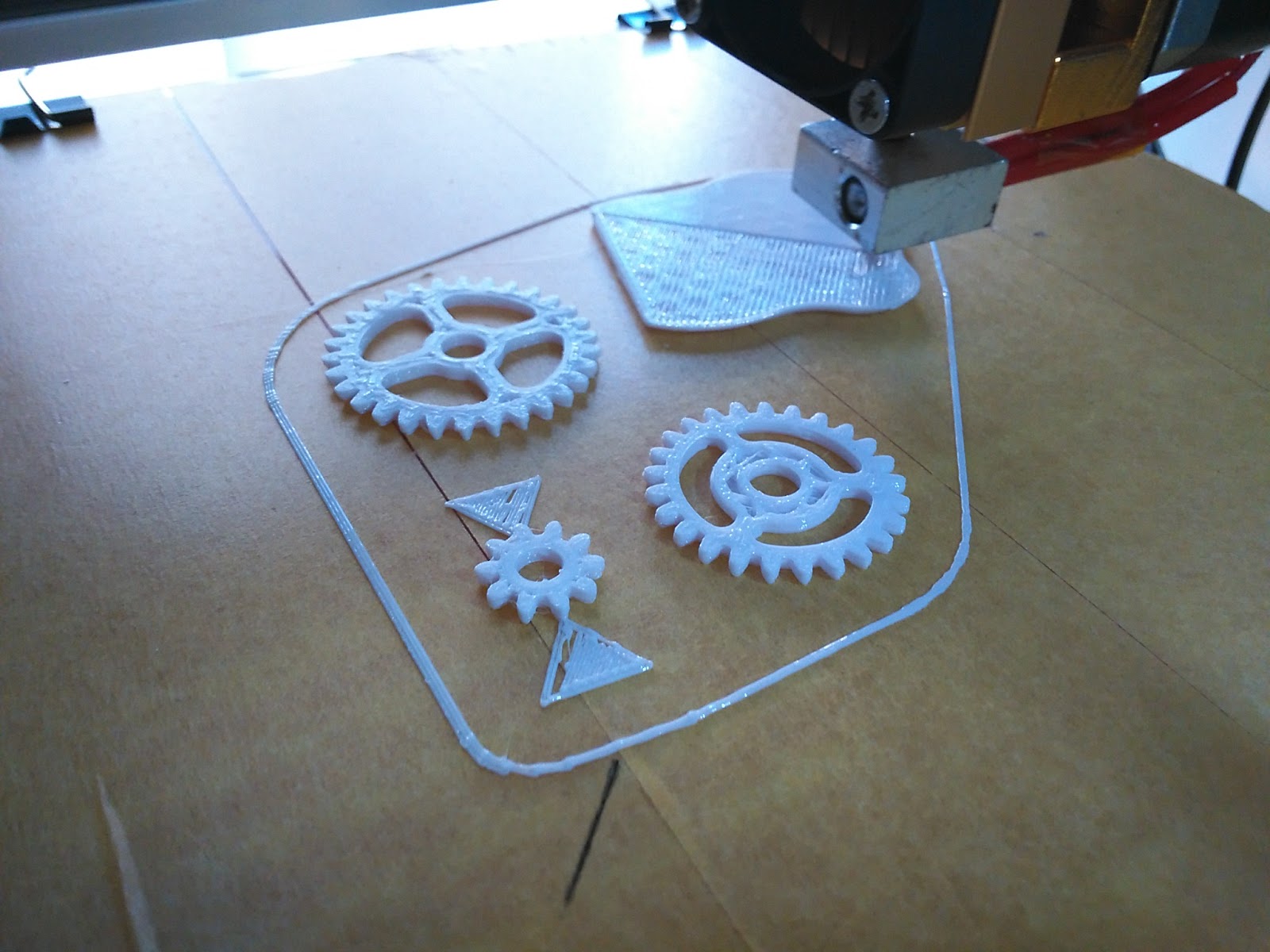
美しいfillです。動画で。
積んで積んで
積んで積んで
二階の床、きれいな塗りつぶしと思いません?
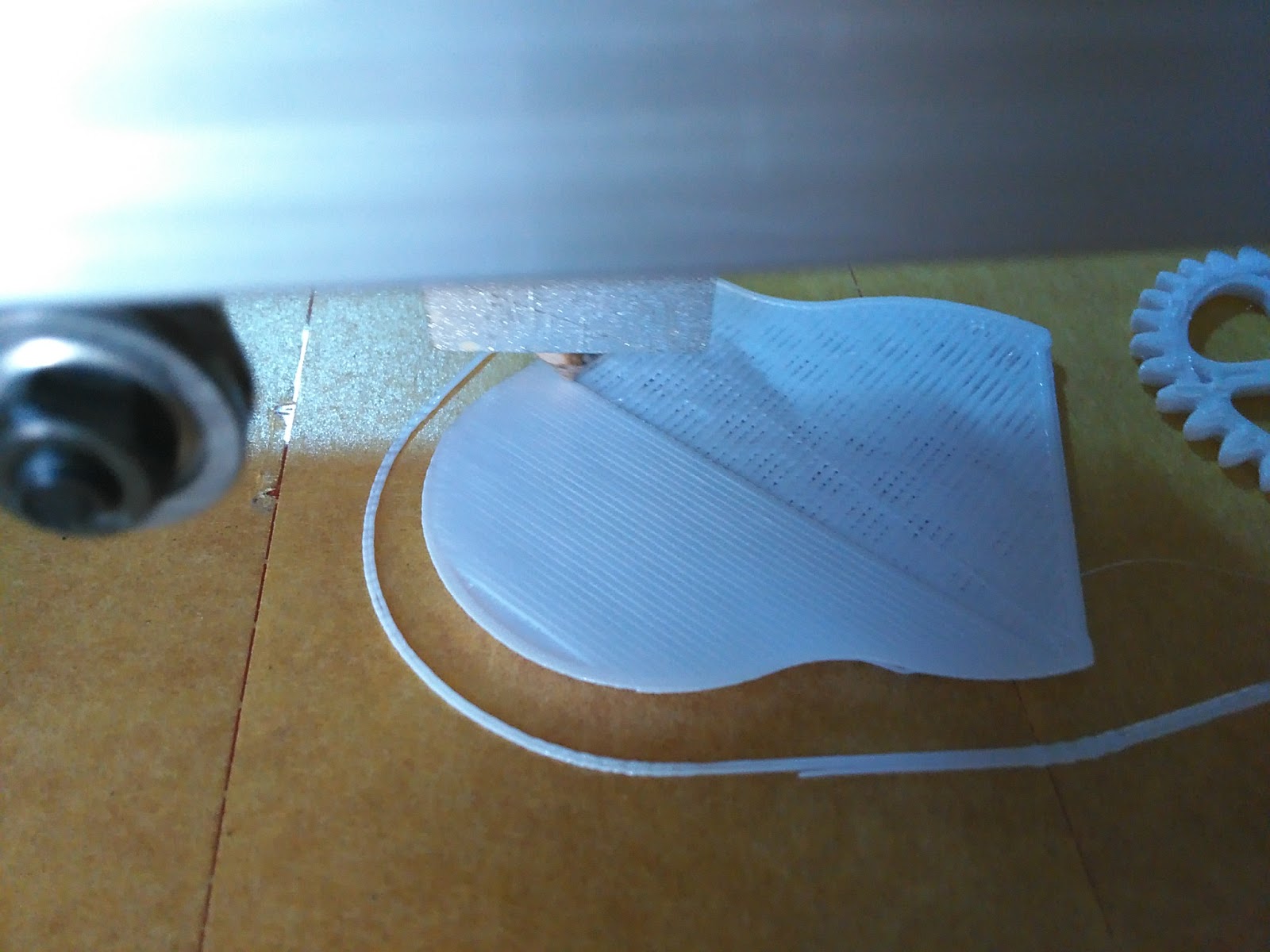
どんどん積んでいきます。
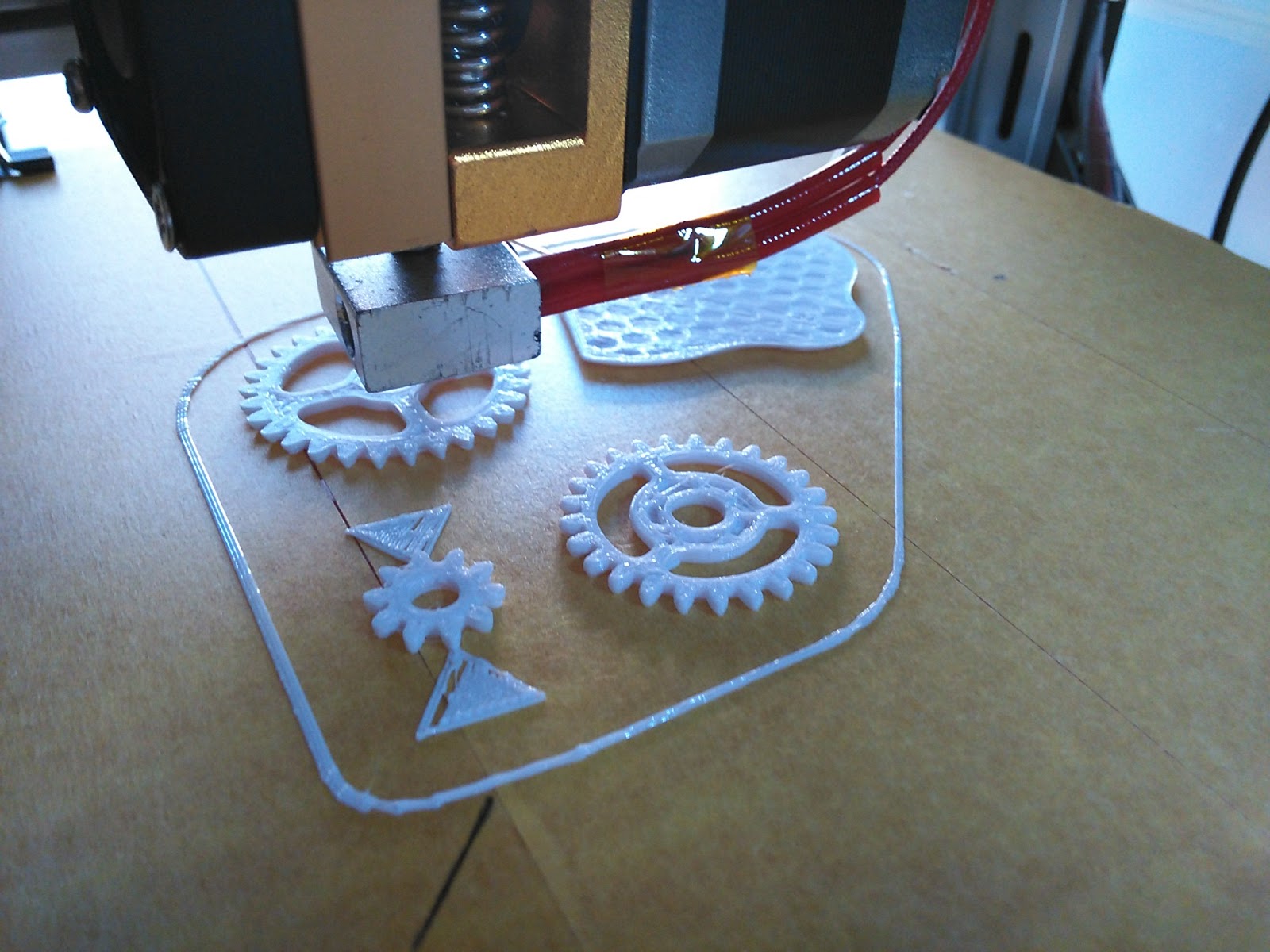
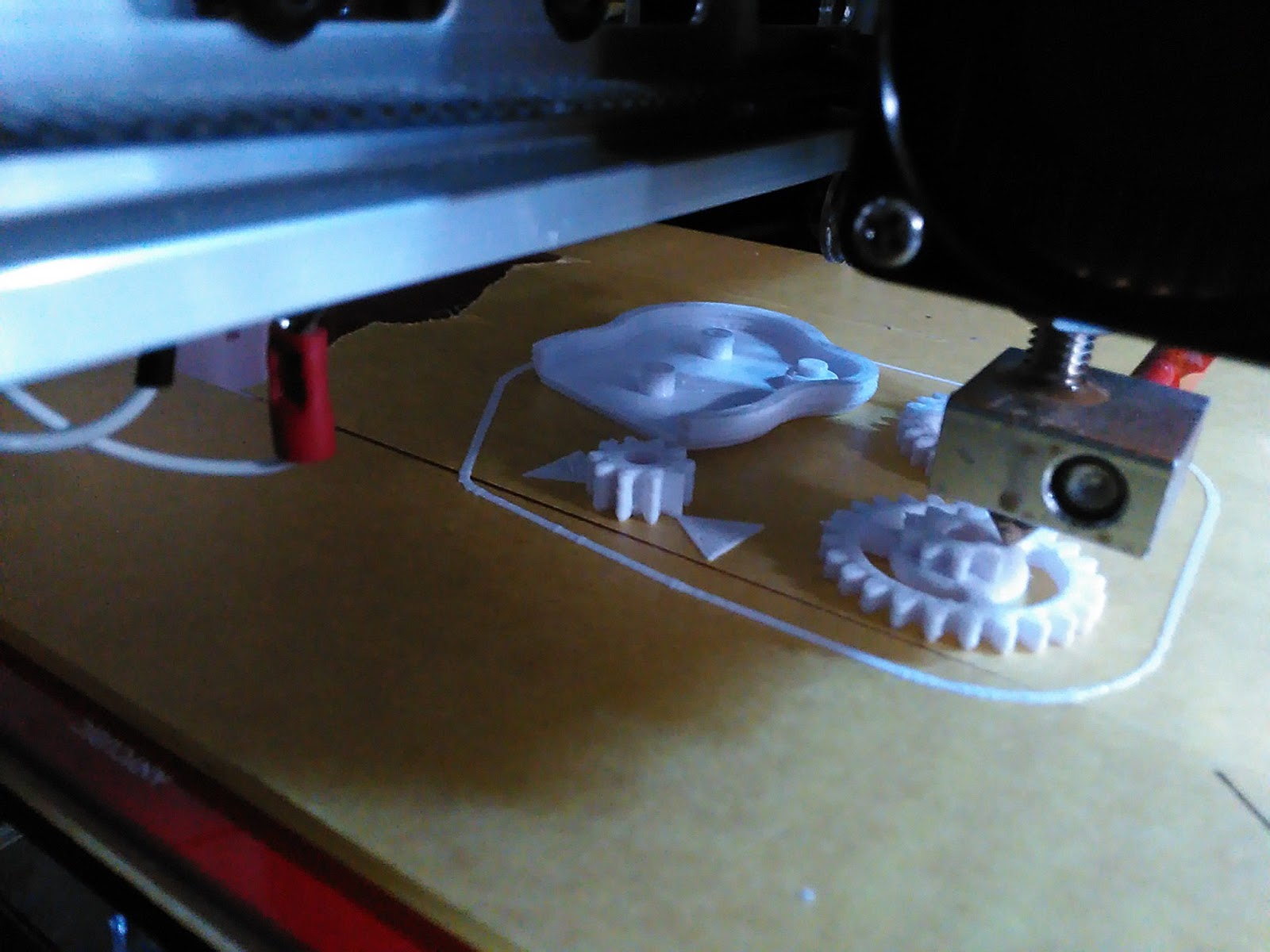
ハウジングの壁作りに入りました。
二段目のギア。あと少し。
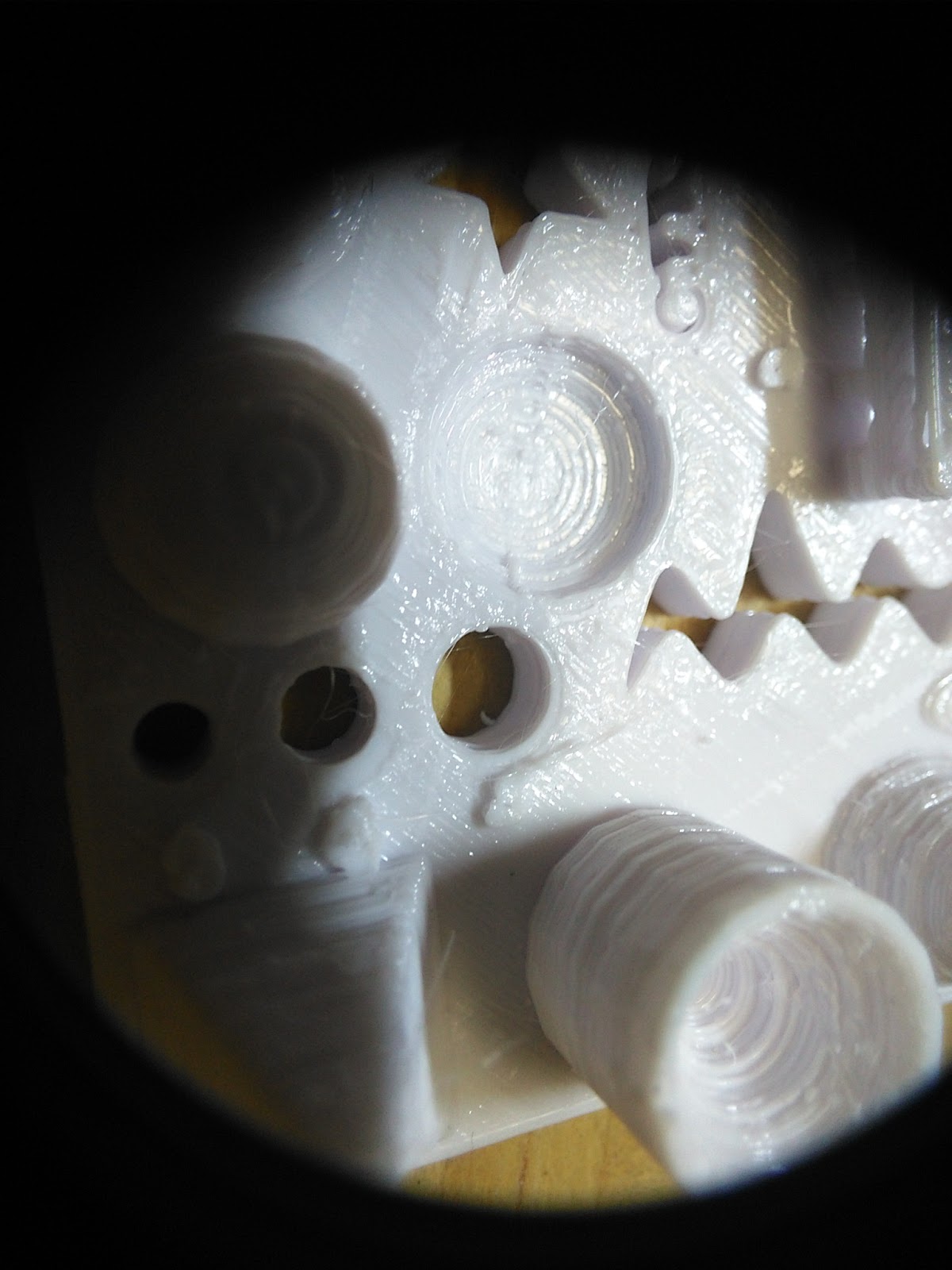
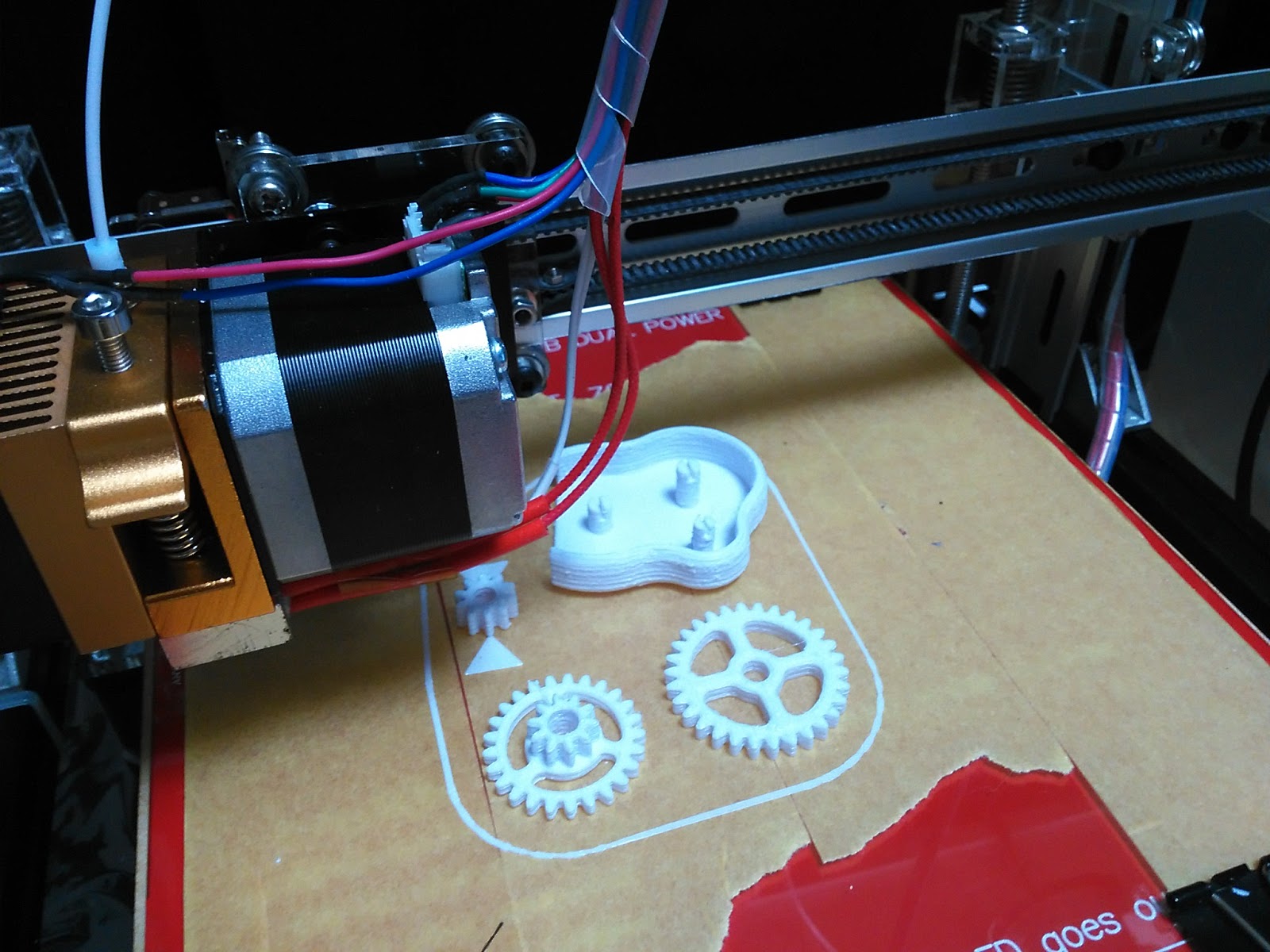
完成です。思いのほかきれいであります。
下して、

外します。

さすがにそのままスカッと入るわけではありません。バリを落としたり、やすりで面を出したりしつつ入れていきます。
一旦シャフトにギアが入ったら、あとはくるくる回すだけで自然に馴染みます。

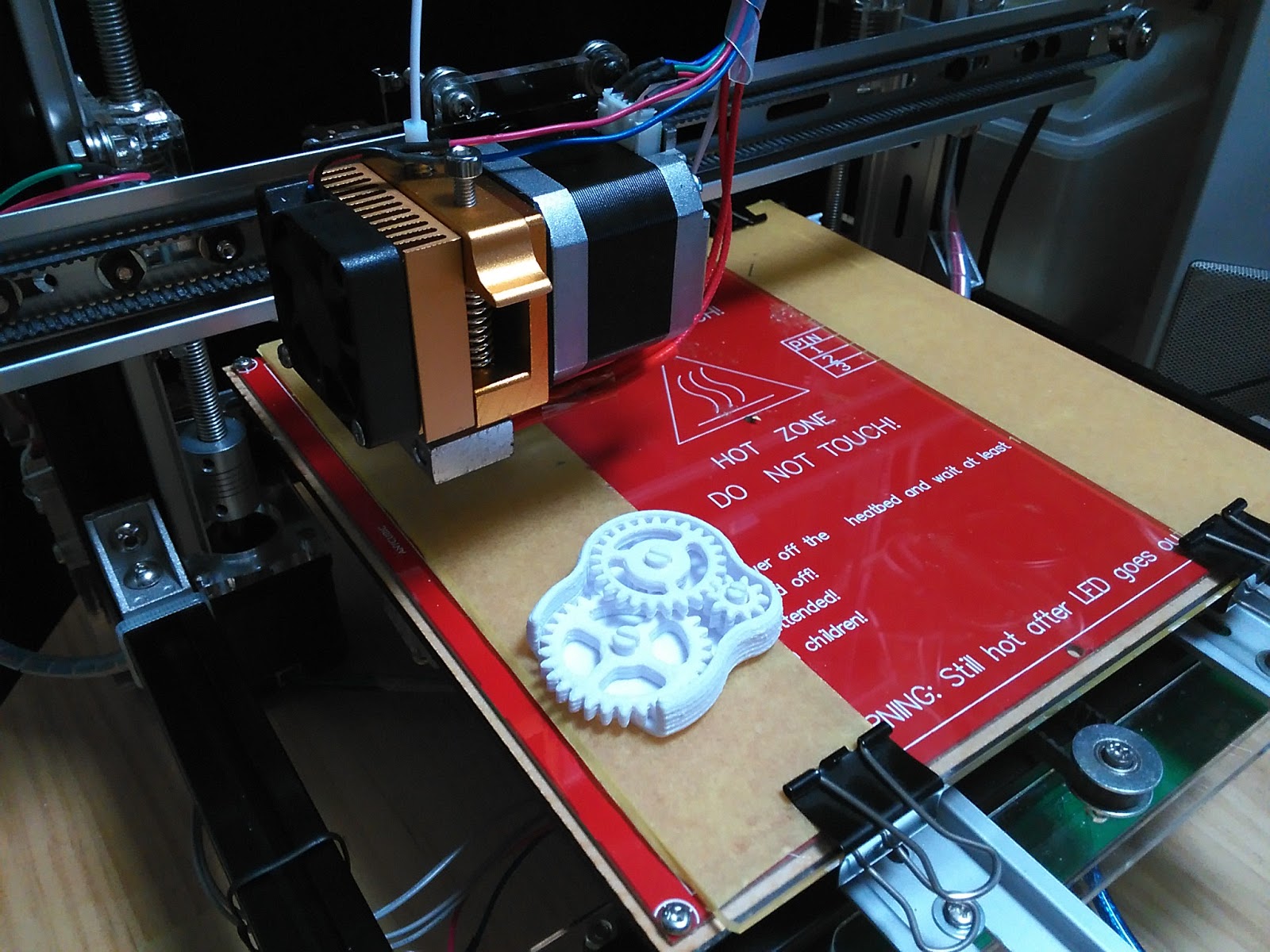
完成しました。かっこいい。….が回りません。重たすぎ。
ここで各ギアの刃を数えてみると、大木は奴から30枚、10枚と25枚の二段、10枚となっており、ハウジングからはみ出している大ギアを一回転回すときに、一番小さいギアは7.5回転もします。小さい方回して減速していくならまだわかりますが、大きい方からは重たくてとても回りません。これってちゃんとした精度で作ってもそれなりに重いんじゃないかな。 ….モデルの選択を誤ったような気がします。

でも、かっこいいのはかっこいいですね。

無理やり回してみます。動画を二本。
ということで、それぞれのギアは軽く回るんですが、組みつけるととても手で回るようなものではありませんでした。
ですが、一定の精度でちゃんとギアがかみ合っているのでここは満足であります。実際の伝達部を3Dぷりんとしたギアで行うことはあり得ないのです。

裏から。きれいでしょ。

ということで、オブジェとしては満足な出来です。記念に取っておきたいと思います。
なかなか面白いプロジェクトでした。
今後もより良いものになるよう改善を続けていきたいと思います。
さて、次は何を作りますかね。