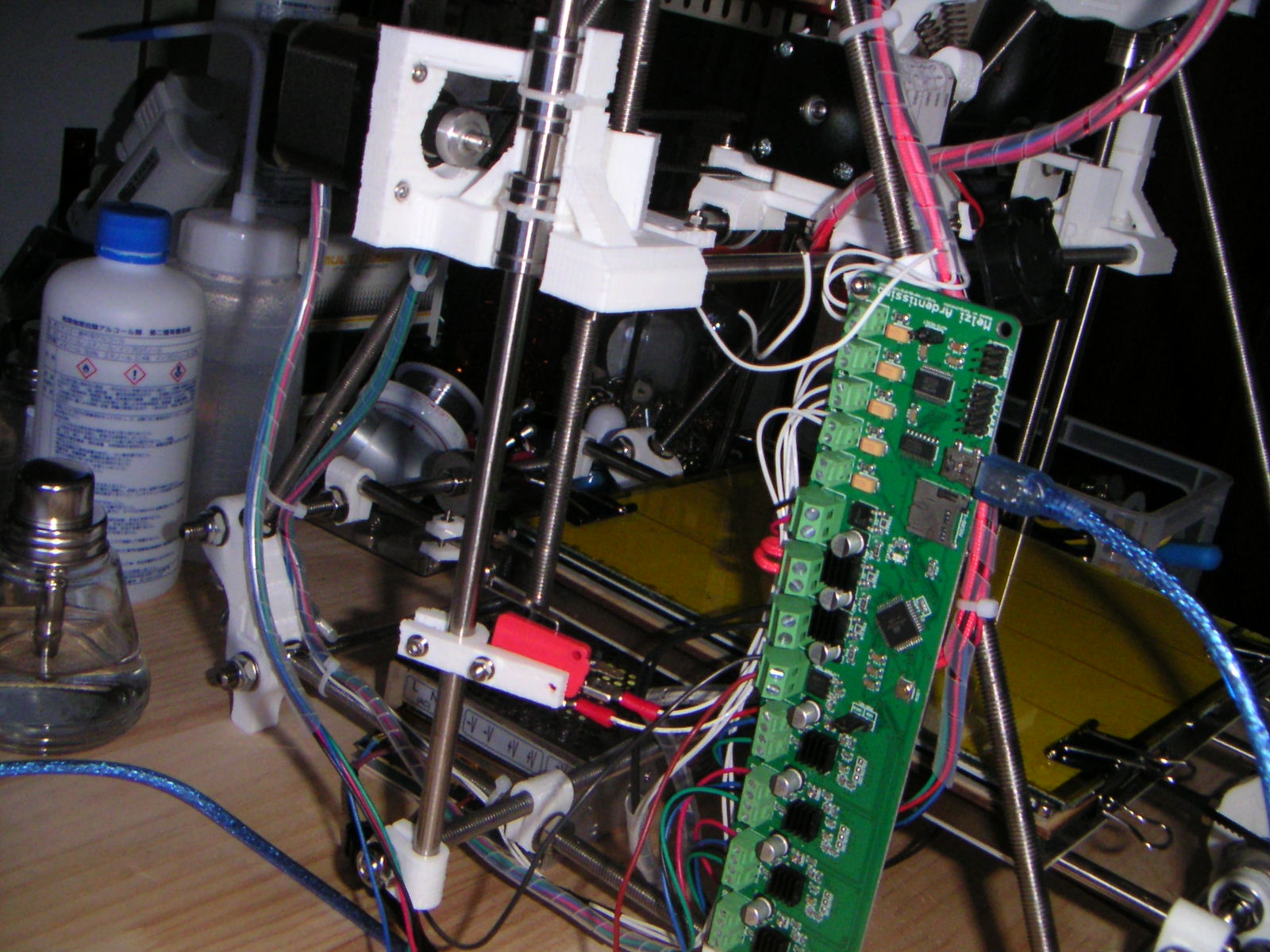
日曜日をつぶして作製したRepRap Mendel Clone の3Dプリンタ、朝から調整して何とか動き始めました。昨日格好だけは出来上がっていたものの、制御系には色々問題がありまして、結局動き出したのは昼過ぎでした。
一旦動き出すと快調そのもの。条件出しに時間が必要と思いますが、一発目からそれなりの出来で、この先の期待が持てます。今も横で順調に動いております。
では経過など。
通電の前に、念のためRepRapのマニュアルをみてチェックをしてみました。すると非常に重要なことが書いてありました。参考情報とはいえ、やはり資料にはよく目を通すべきですね。危ない危ない。
重要なことというのは、モータに流す電流の設定です。
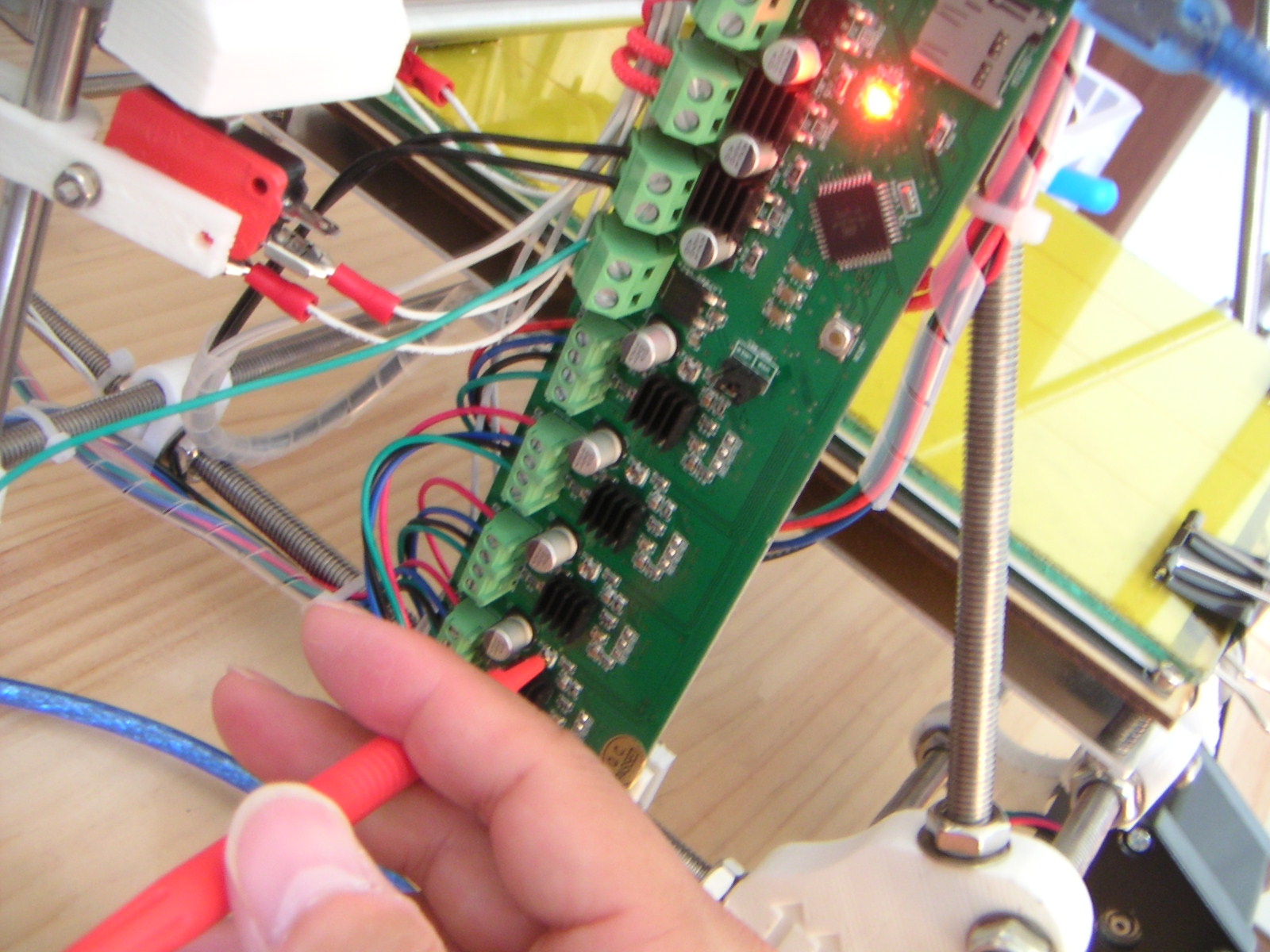
RepRapの基板(このcloneも同じ基板)には色々なモータが接続されることを想定して、一定の余裕あるモータドライバが乗っているようで、設定によってはモータに過電流が流れてしまうようなのです。それを押さえるためなのかな、基板上の半固定抵抗を調整して適正な値にするようにとの指示がありました。
この半固定抵抗。小さい。
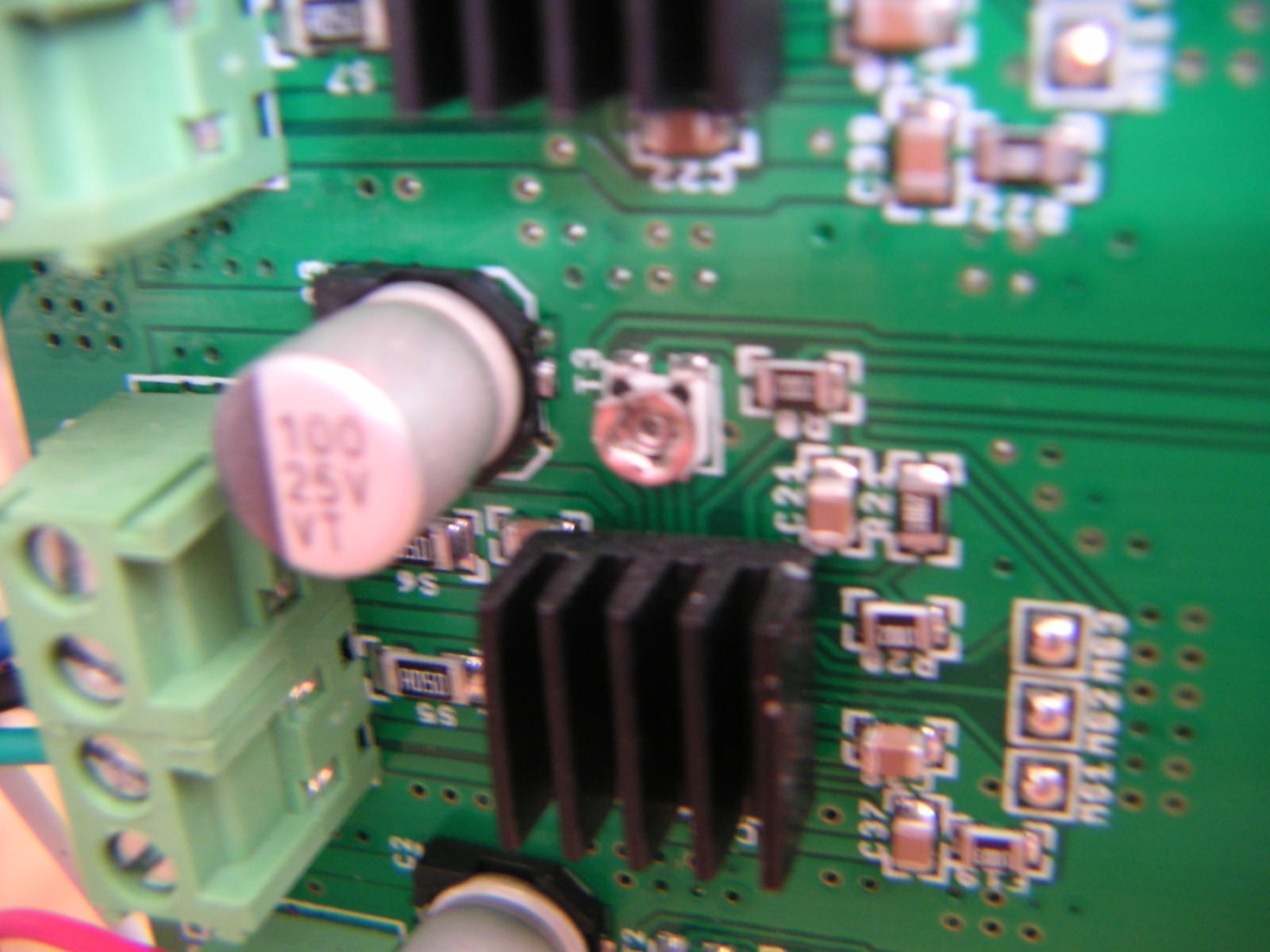
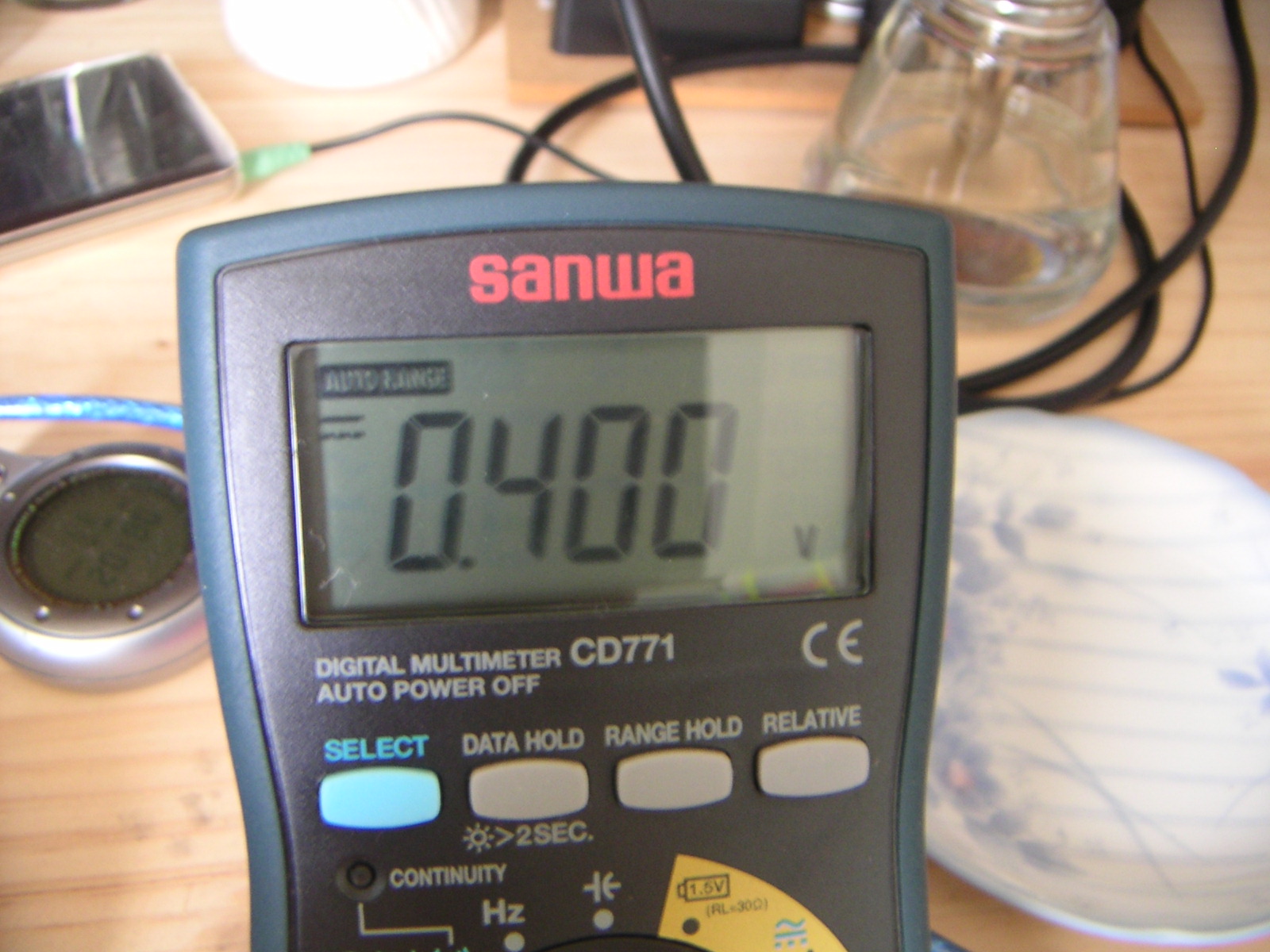
こやつが0.4Vになるように調整します。
こんな感じにテスターを当てて、その横をドライバで回します。
周辺回路とショートさせないように気を使います。
次に、3軸のリミットスイッチの動作、サーミスタやヒータの断線確認をしていくのですが、X軸のリミットスイッチがうまく働いていません。
これ。調べてみました。スイッチの端子ではきちんとON/OFFしていますが、リード線を引いて基板まで持ってくるとOFFのままです。リード線が断線しています。
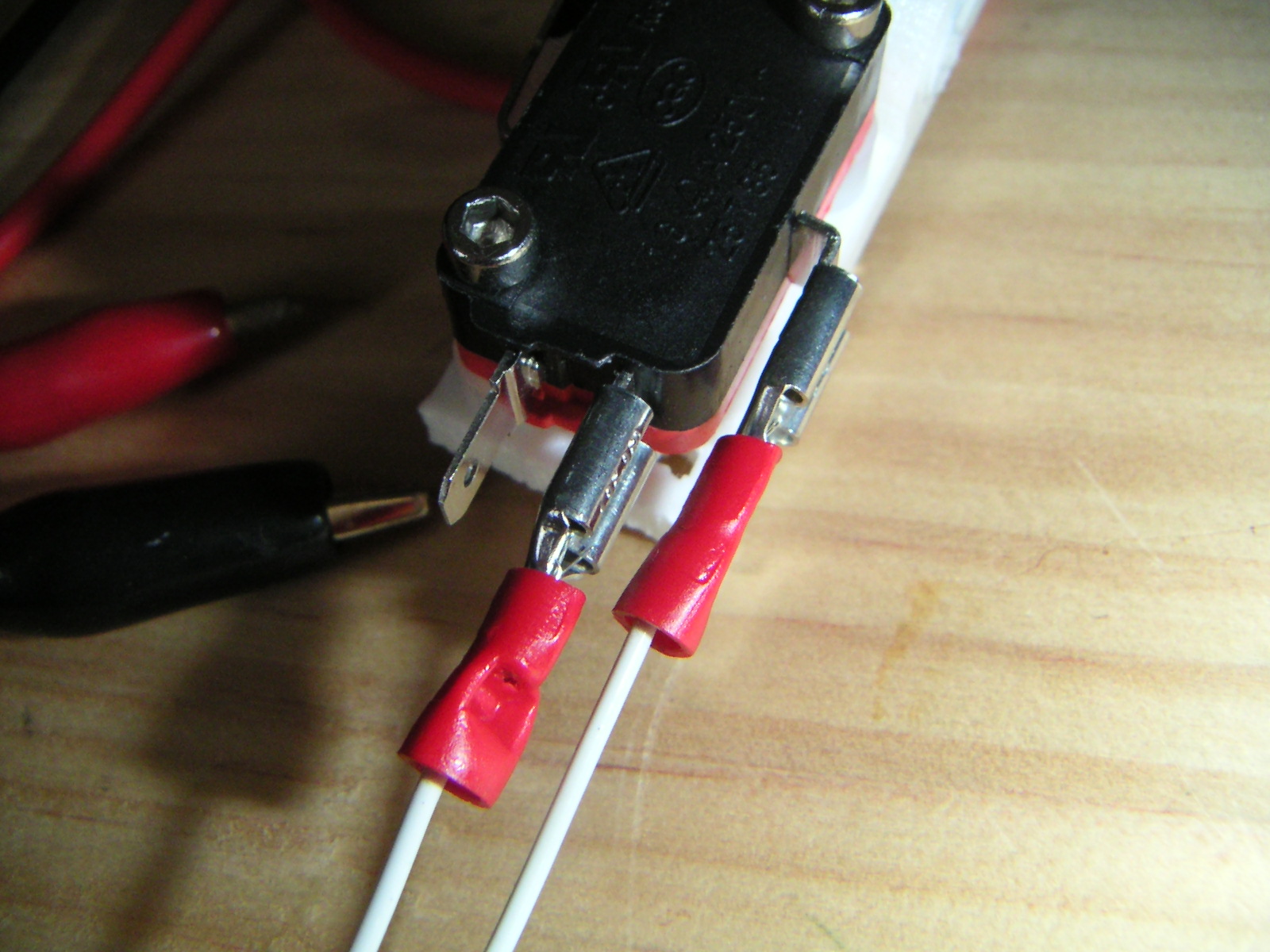
一旦外します。これの両端がMΩです。
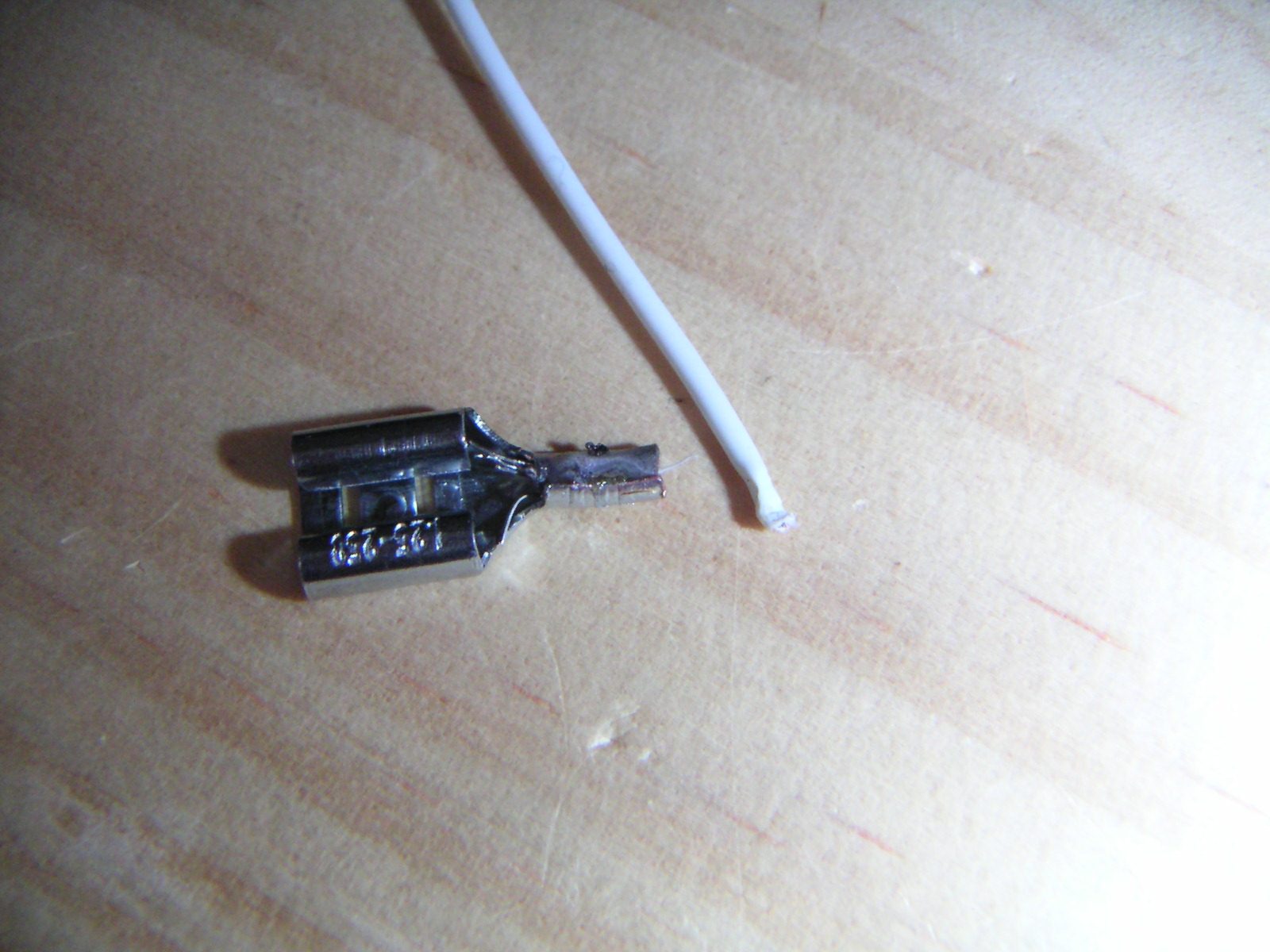
ちょっと触っているとポロリと。流石中華クオリティ。
別の線を直接ハンダ付けして修復しました。
次に電源の配線です。

圧着端子をつけて、
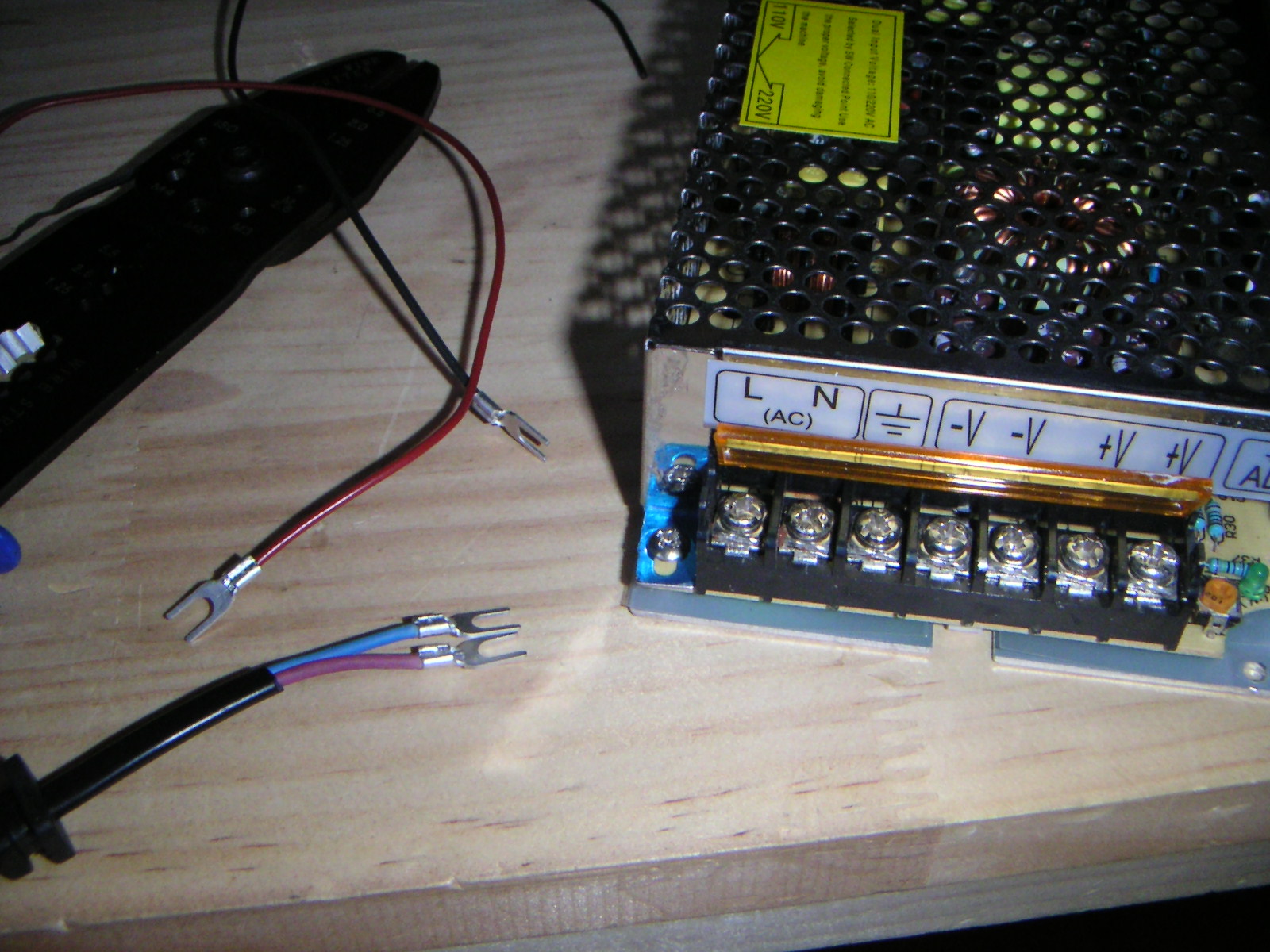
電圧を計ってみると、12V出ていません。
やはり110V~240V仕様なので電圧が足りないのかな。
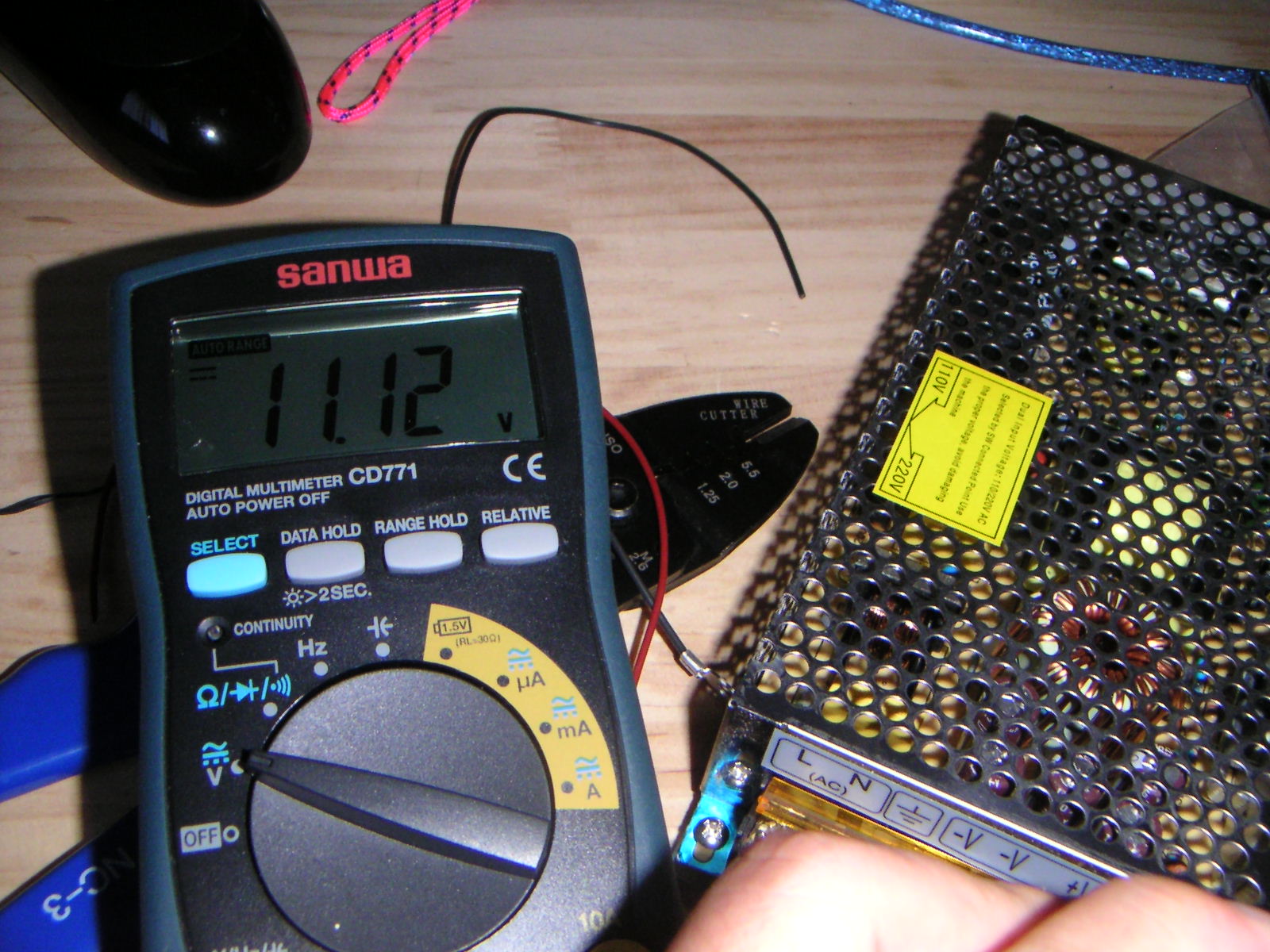
と思ったら、電源電圧切り替えが240Vになってました。
これを110Vに切り替えます。なんと写真のパンチングメタルの穴から爪楊枝を突っ込んでスイッチを切り替えます。外からはスイッチがまったく見えません。
いやあ、こんな設計もあるんですね。信じられません。
ということで、ばっちり電圧が出ましたので、12Vに調整します。
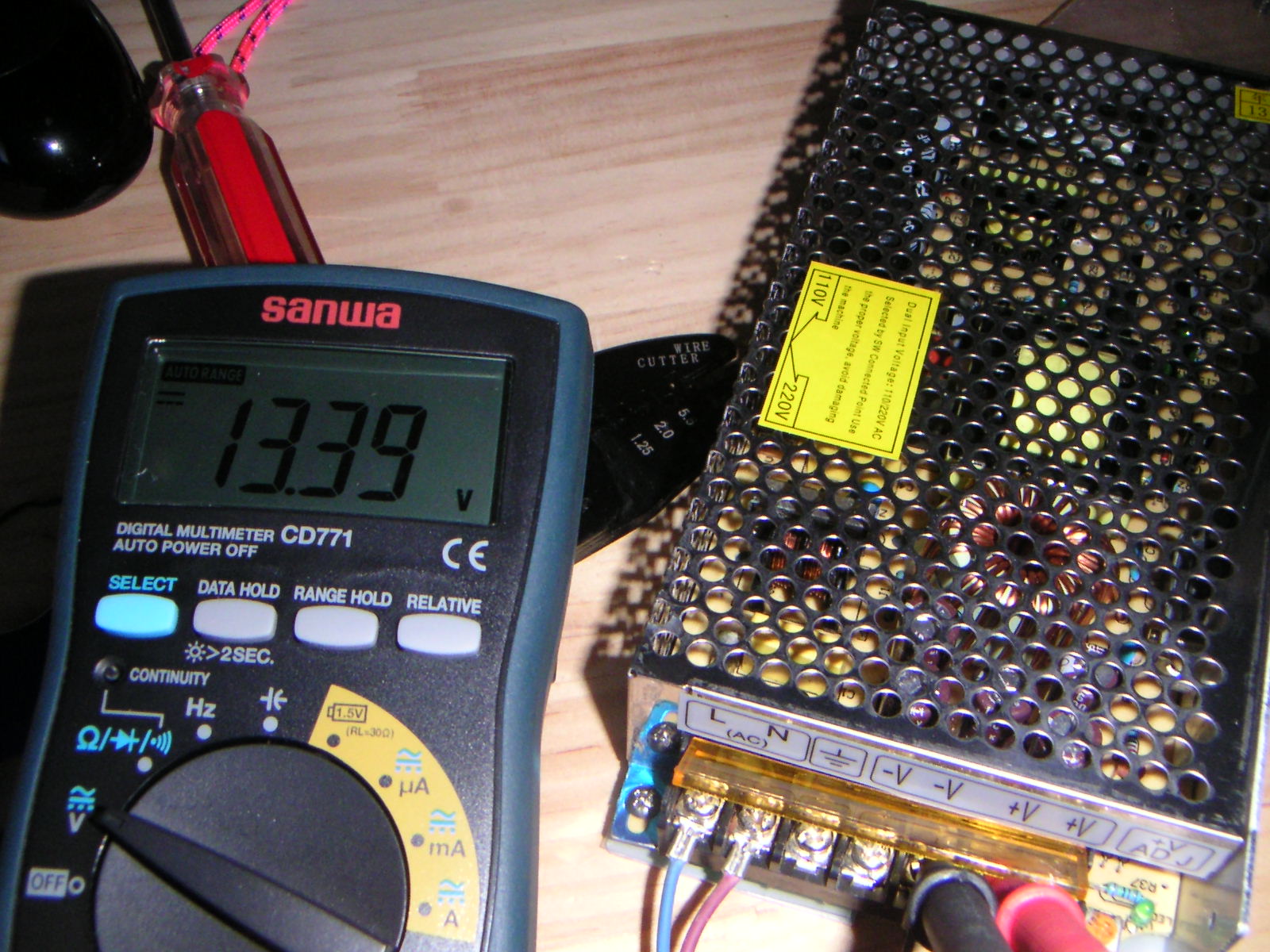
念のため、色々な電圧に突っ込んでみましたが、電源は正常に動作しているようでした。
このトランス、1980円で購入した激安物件ですが、大変重宝しております。

さて、一通りチェックが済みましたのでいよいよ通電です。
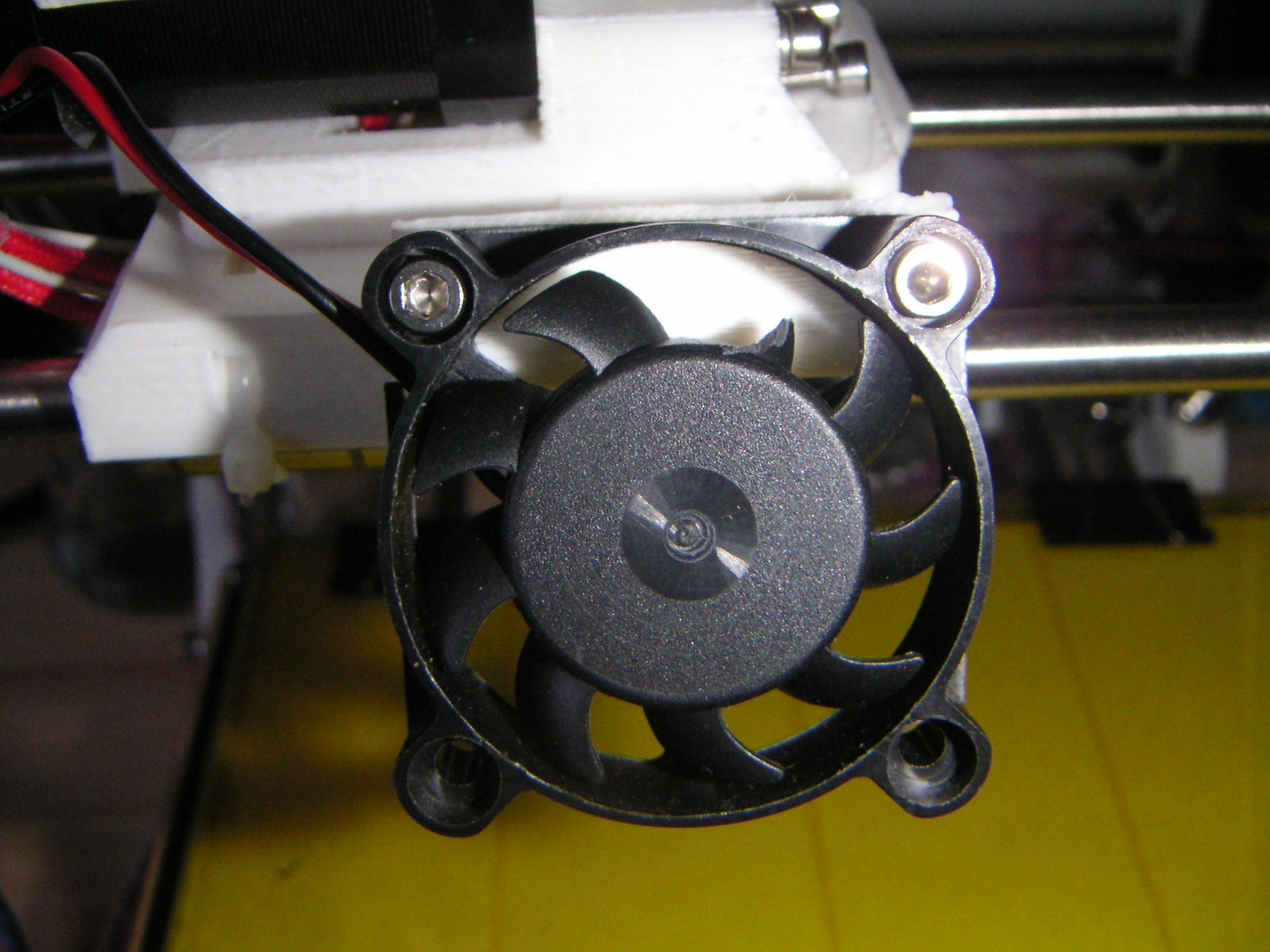
電源を入れると、ファンが回るはずなのですが、回りません。あれ。
ファンをみてみると、あら、一本羽根がありません。
電源端子には確かに12Vかかっているのですが….
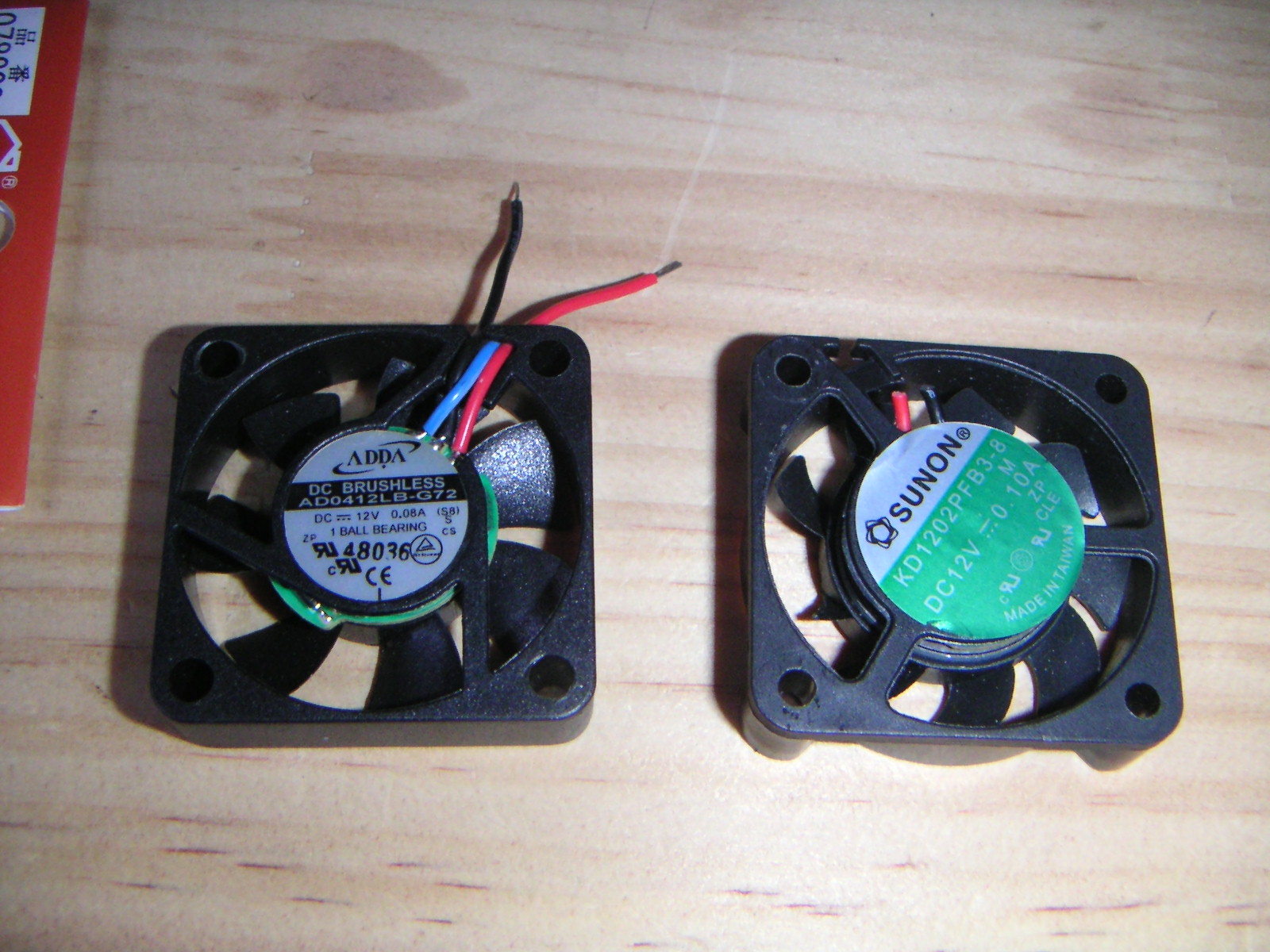
というわけで、手持ちのファンと取り替える事に。
配線をやり直して、
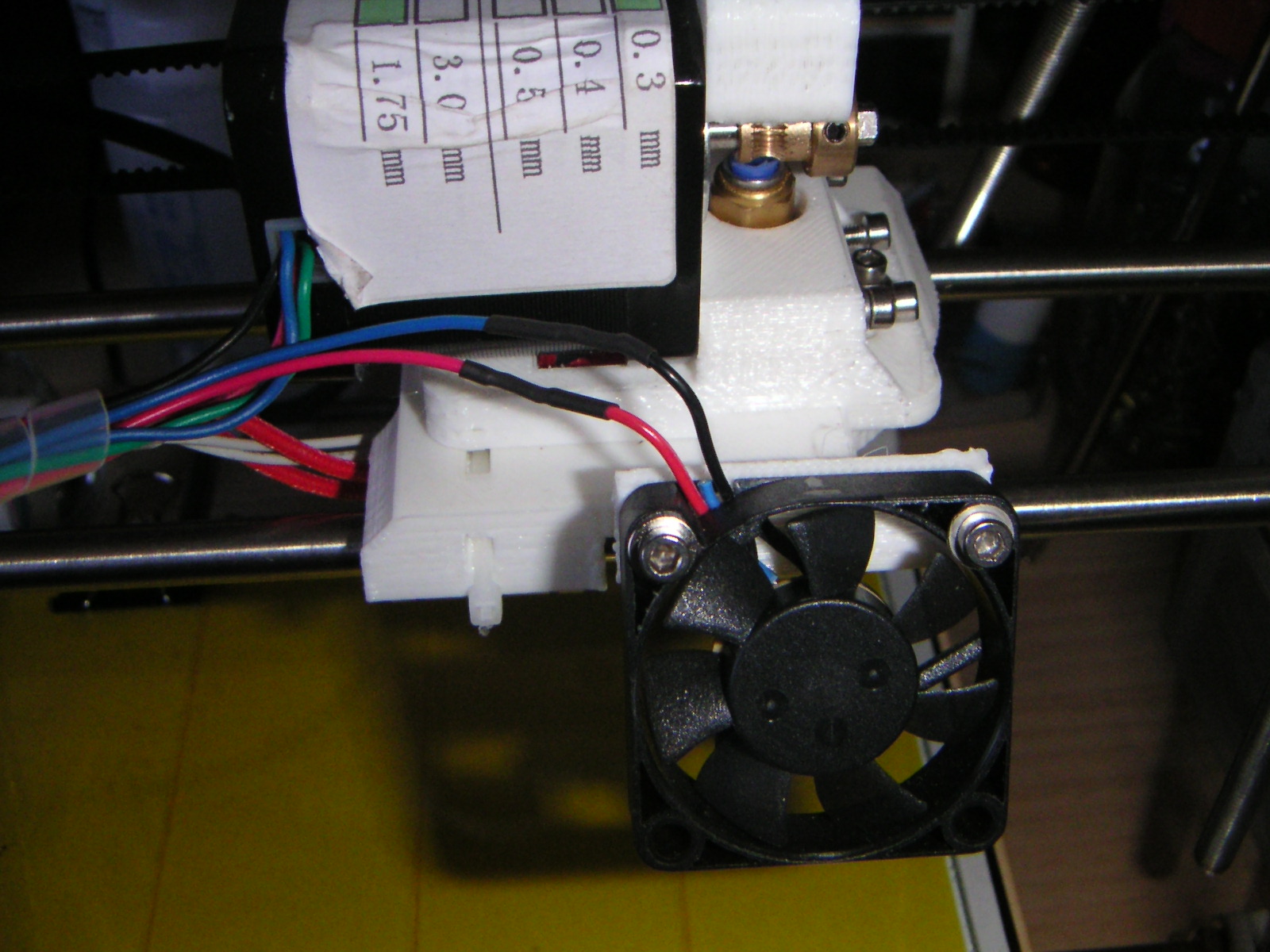
基板とのつなぎを確認して、起動前の準備は完了です。
動かしてみました。
まずはお約束の原点出し。リミットスイッチ検出点を原点として座標の基準位置を出します。
リミットスイッチが断線したままやったときのことを考えるとぞっとします。
原点が出たら、原点基準で遠い側の可動範囲等を設定していきます。このあたりは3軸ステージを組んだときにMACH3でもやりましたのでおおよそ想像の範囲でさくさくと進みます。
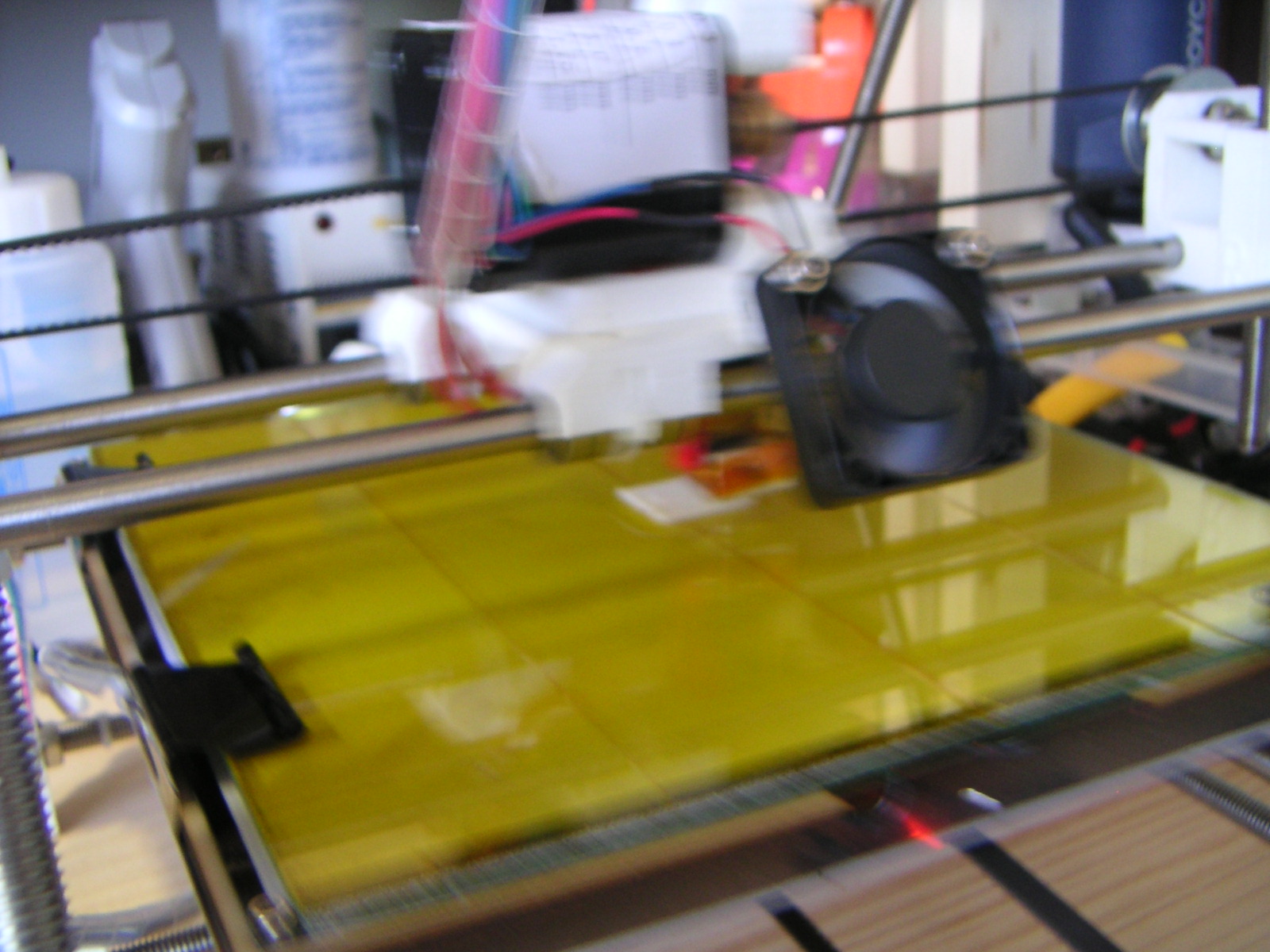
次はステージの水平出し。ヒーターが内蔵されたステージ、ホットベッドと呼ばれていますのでそう呼びます。
ホットベッドの上に水準器を置いておおよその水平を出します。もちろんX軸の水平もこれで出しておきます。
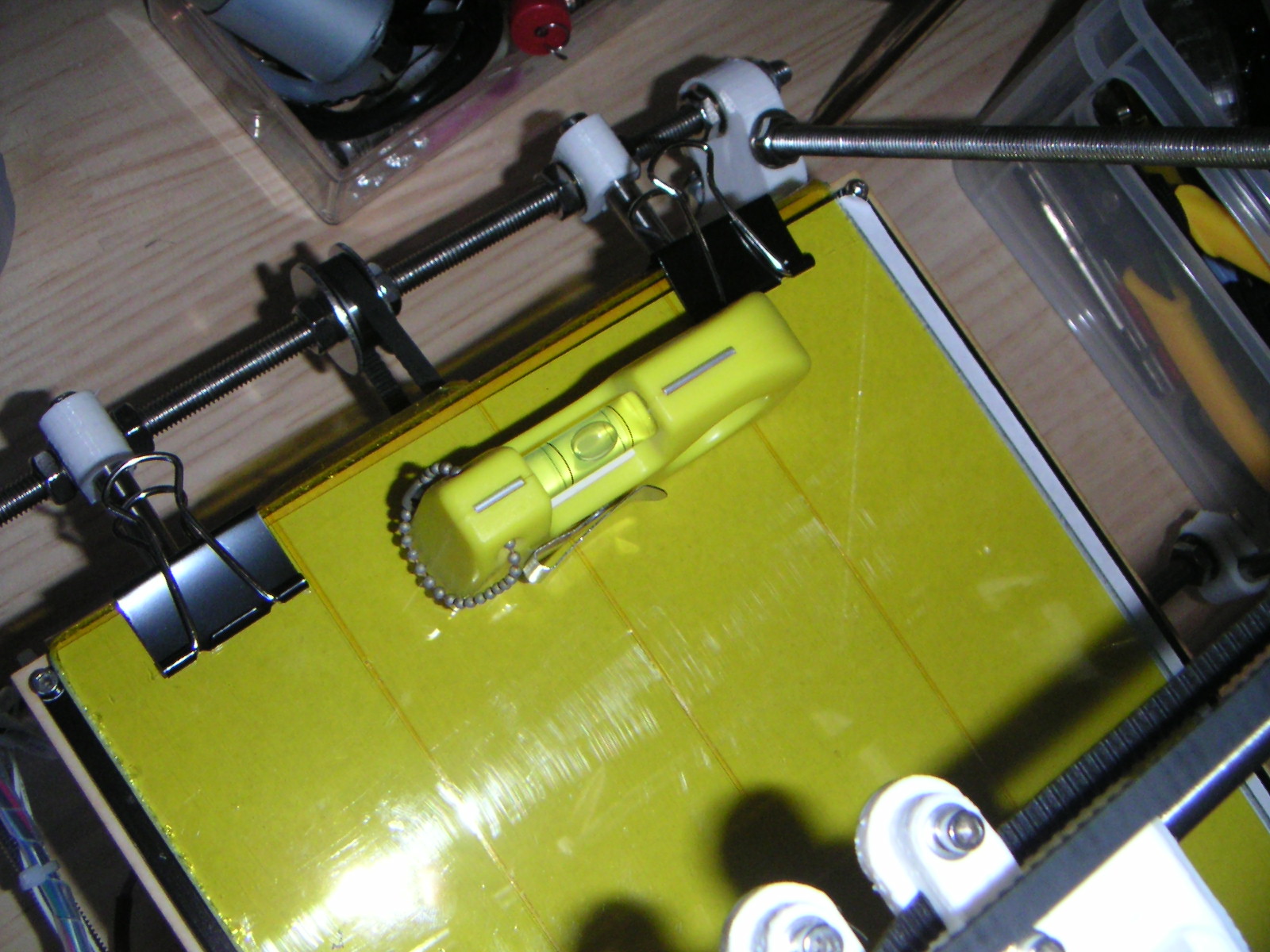
ホットベッドの上はポリイミドテープを貼ったガラス板が乗っており、それをクリップで止めてあります。このクリップがなんとも邪魔なので、位置をずらして、さらにハンドルを外す事にしました。

外したハンドル。

これでヘッドの可動範囲をかなり広げることが出来ます。
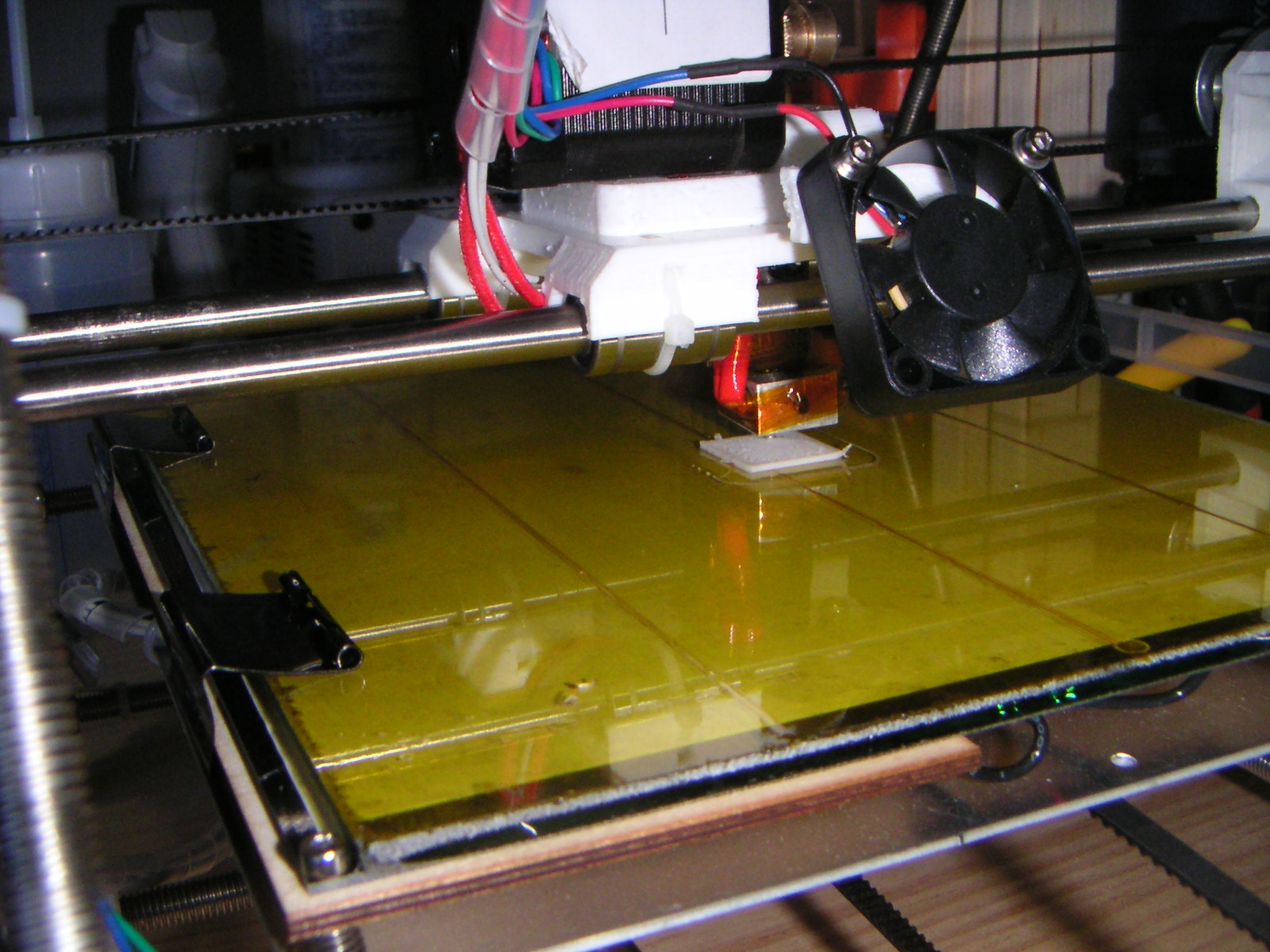
ヘッドをあちこち動かしながら、ギャップ間隔をみてホットベッドの傾きを追い込んでいきます。
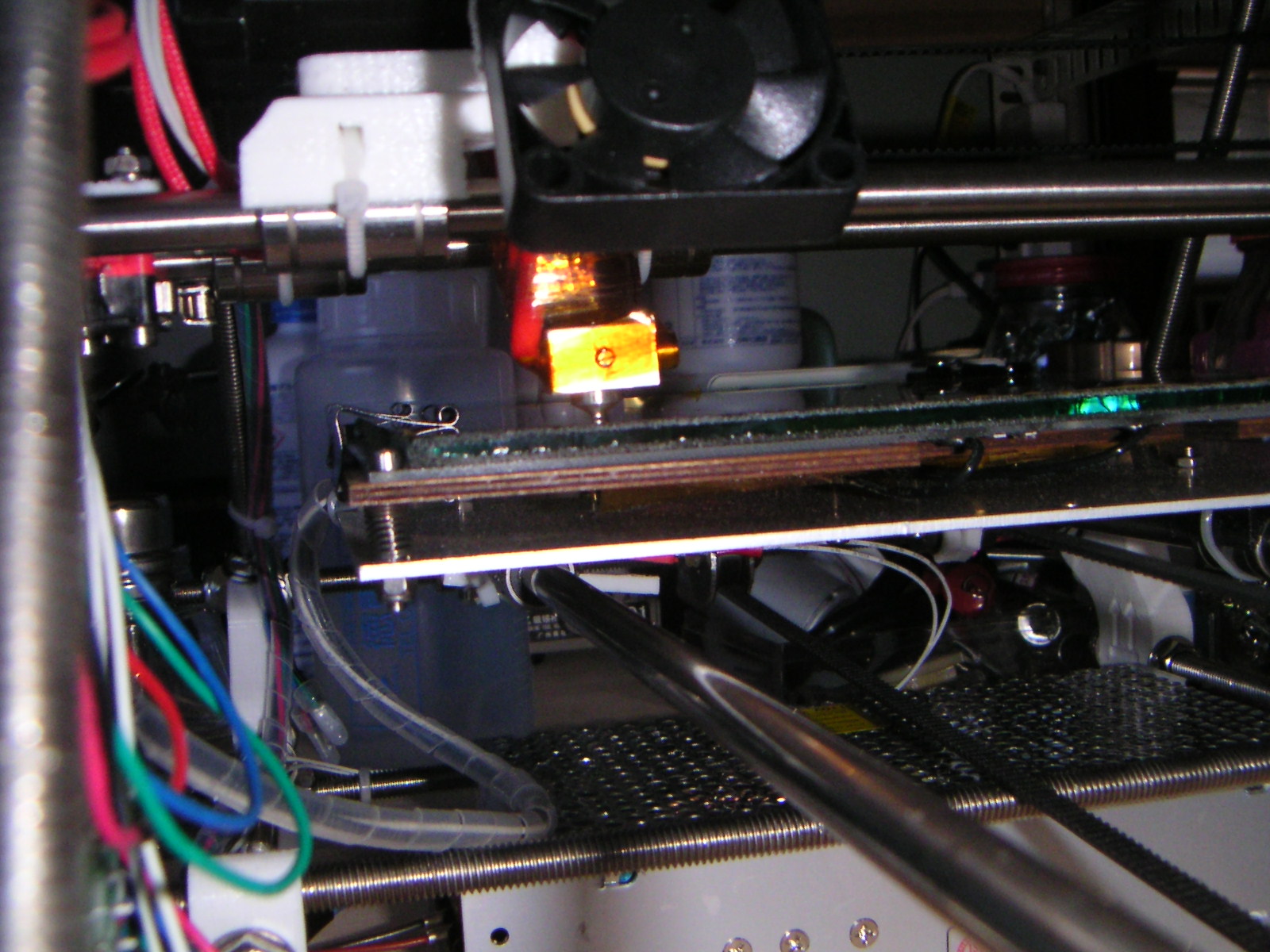
調整が出来ました。こんな感じでスムースに動きます。
キットにはフィラメントが入っておりませんので、別途ABSのプレーンなものを購入しておきました。
いよいよこれを使ってプリントのテストに入ります。

ソフトウェアには、Repetier-Host というものを使います。DVDに入っていたのでそのまま使っていますが、数あるRepRapのソフトウェアの中でも人気があるもののようです。
スライサー(立体形状を層状に切り出してGコードを作るソフト)は外部ソフトを使いますが、ホットエンド(ヘッドもこう呼ぶようにします)とホットベッドの温度管理、Gコードの実行、3軸のマニュアル操作などなど、MACH3にも似た統合コントローラです。非常にわかりやすくて便利です。
最初はただの立方体をプリントして見ます。
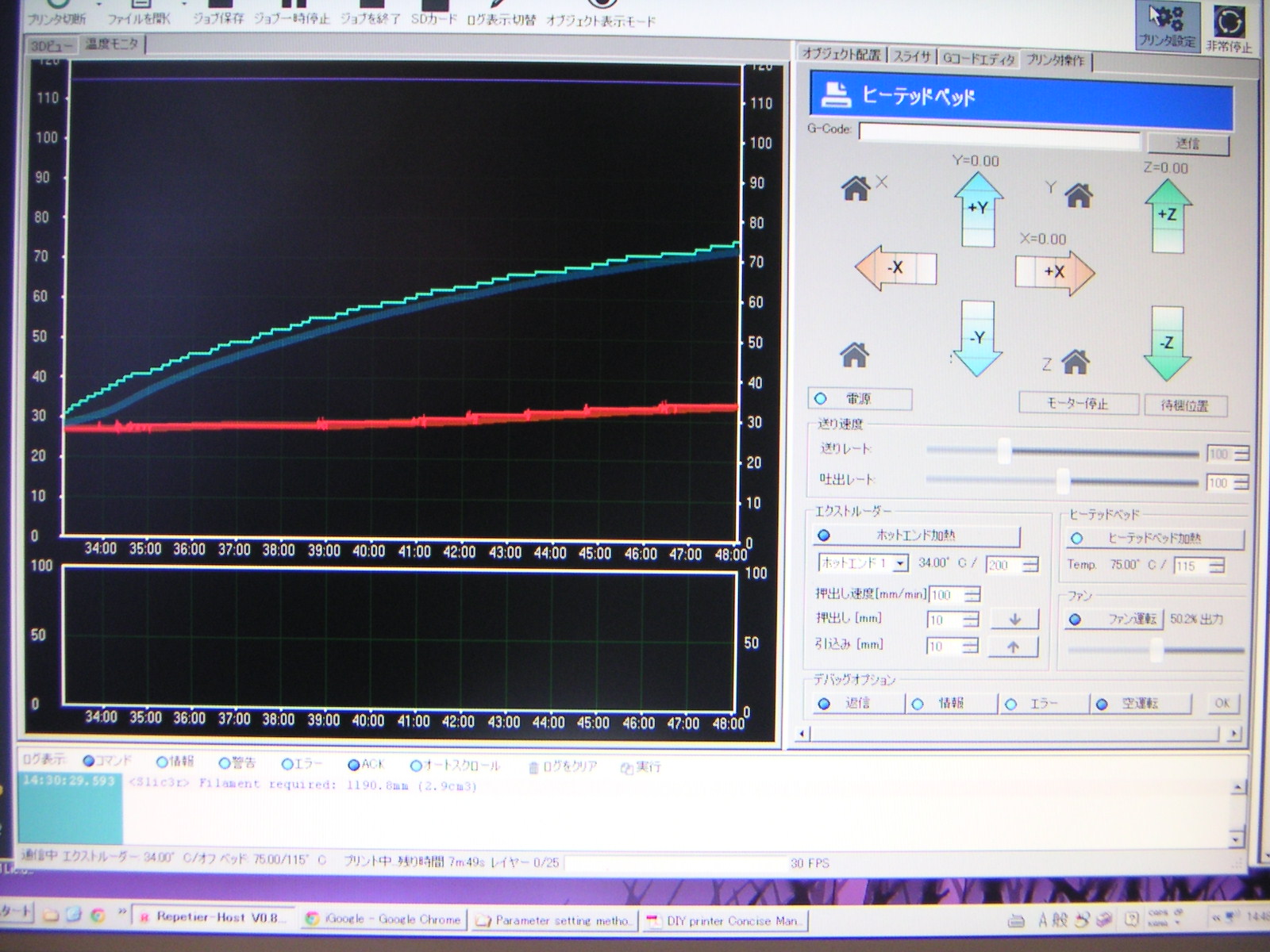
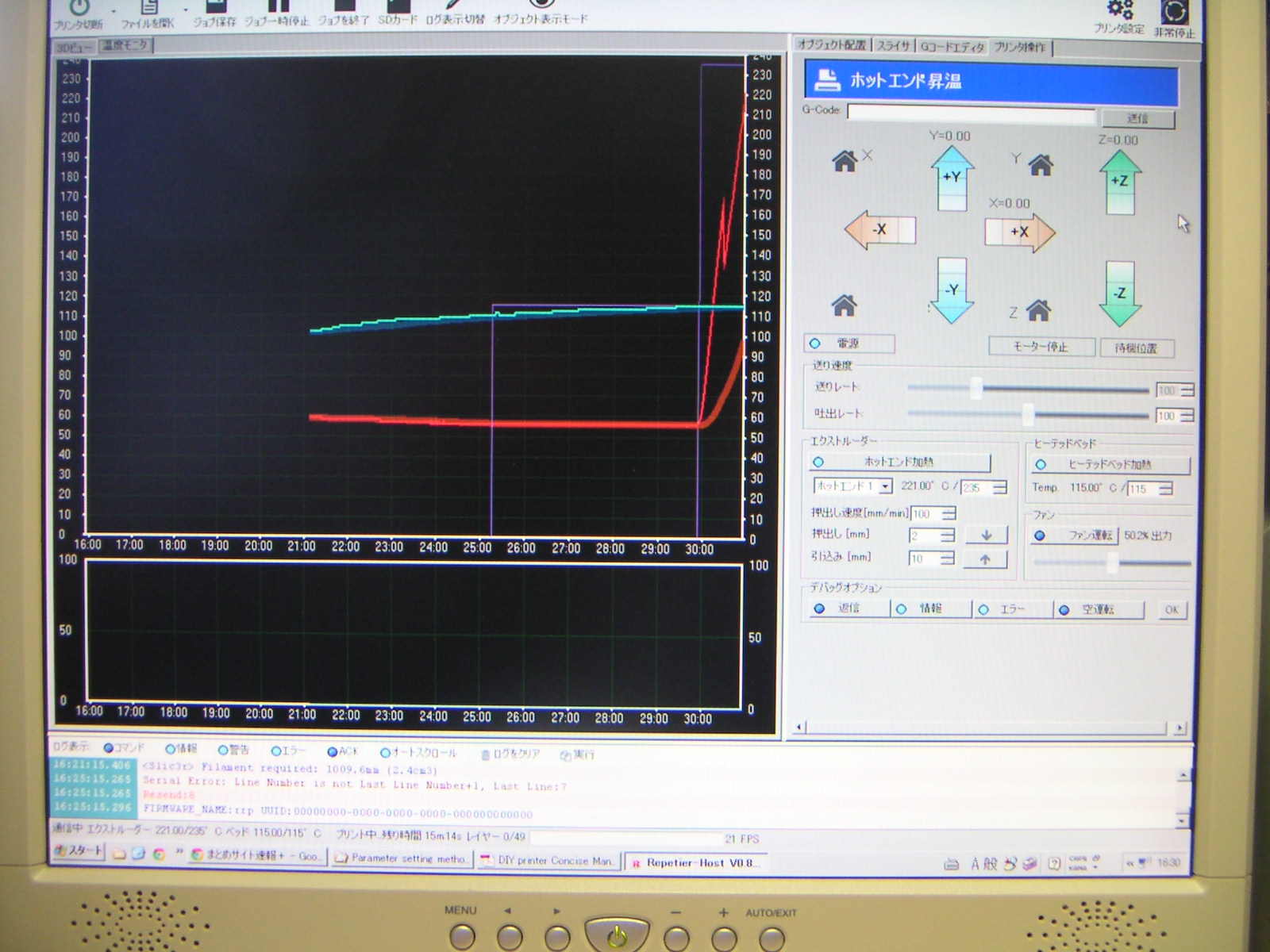
まず熱容量が大きいホットベッドの加熱が始まります。
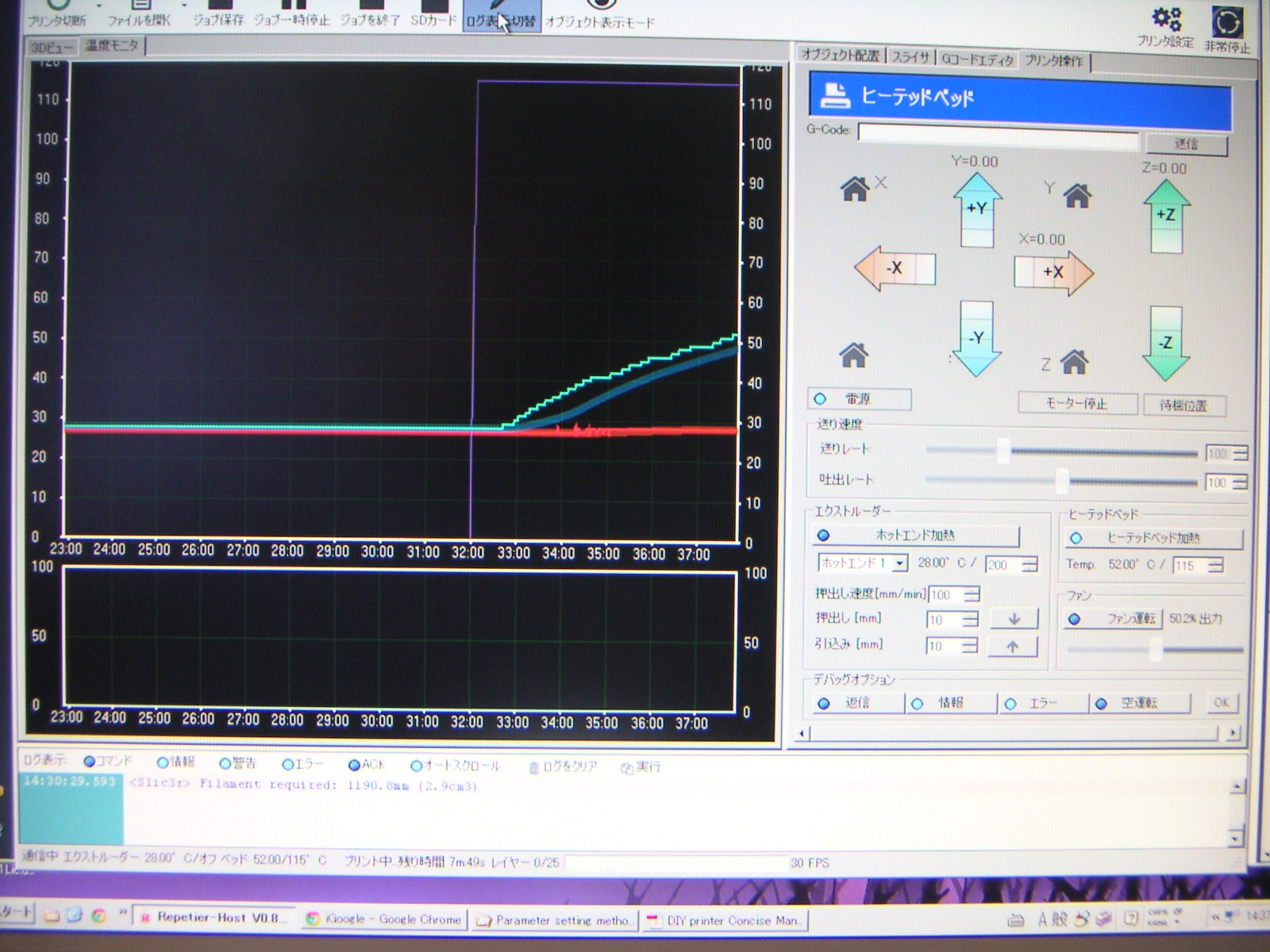
上がってきました。
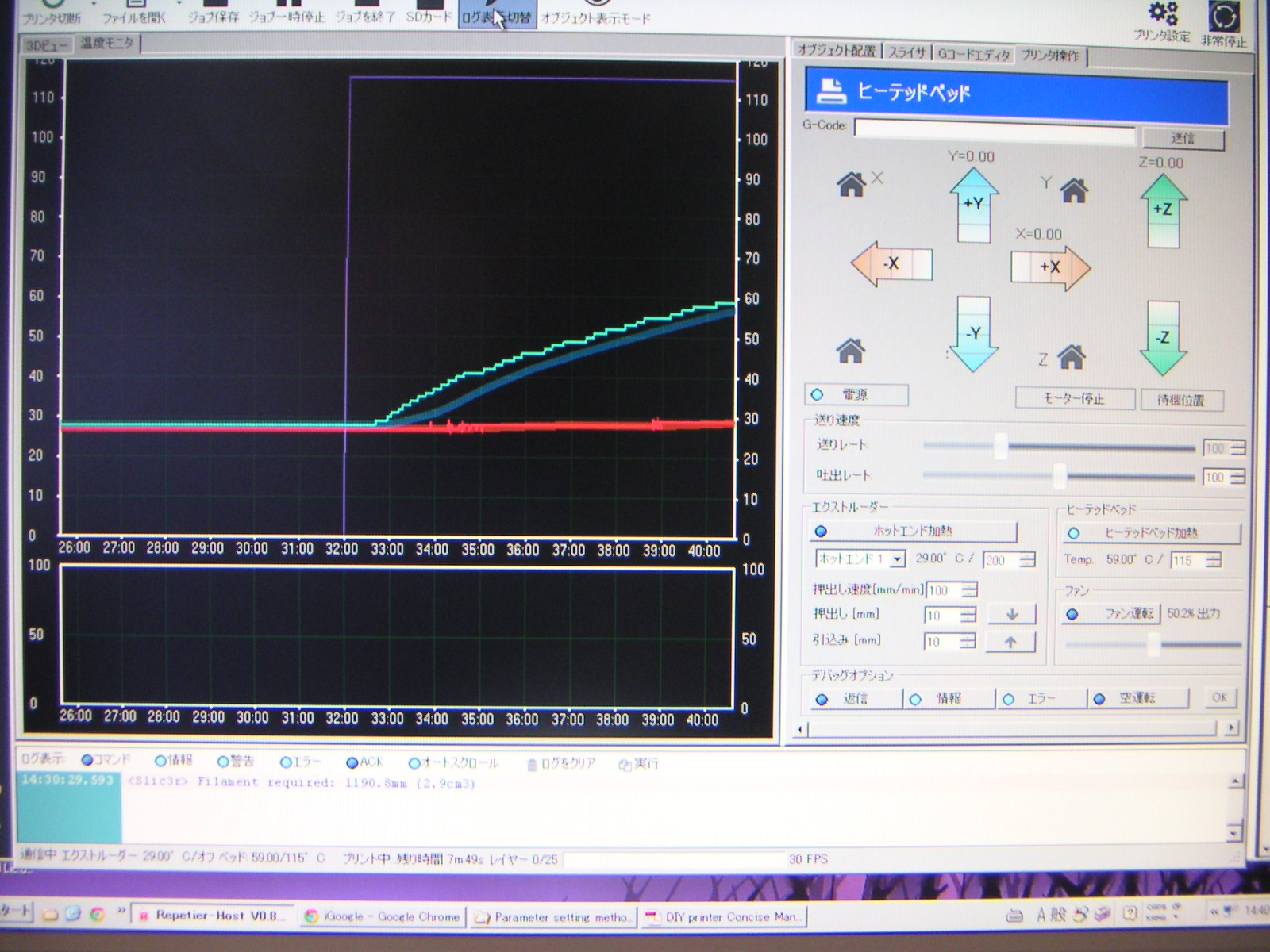
目標は115℃です。待ち遠しい。
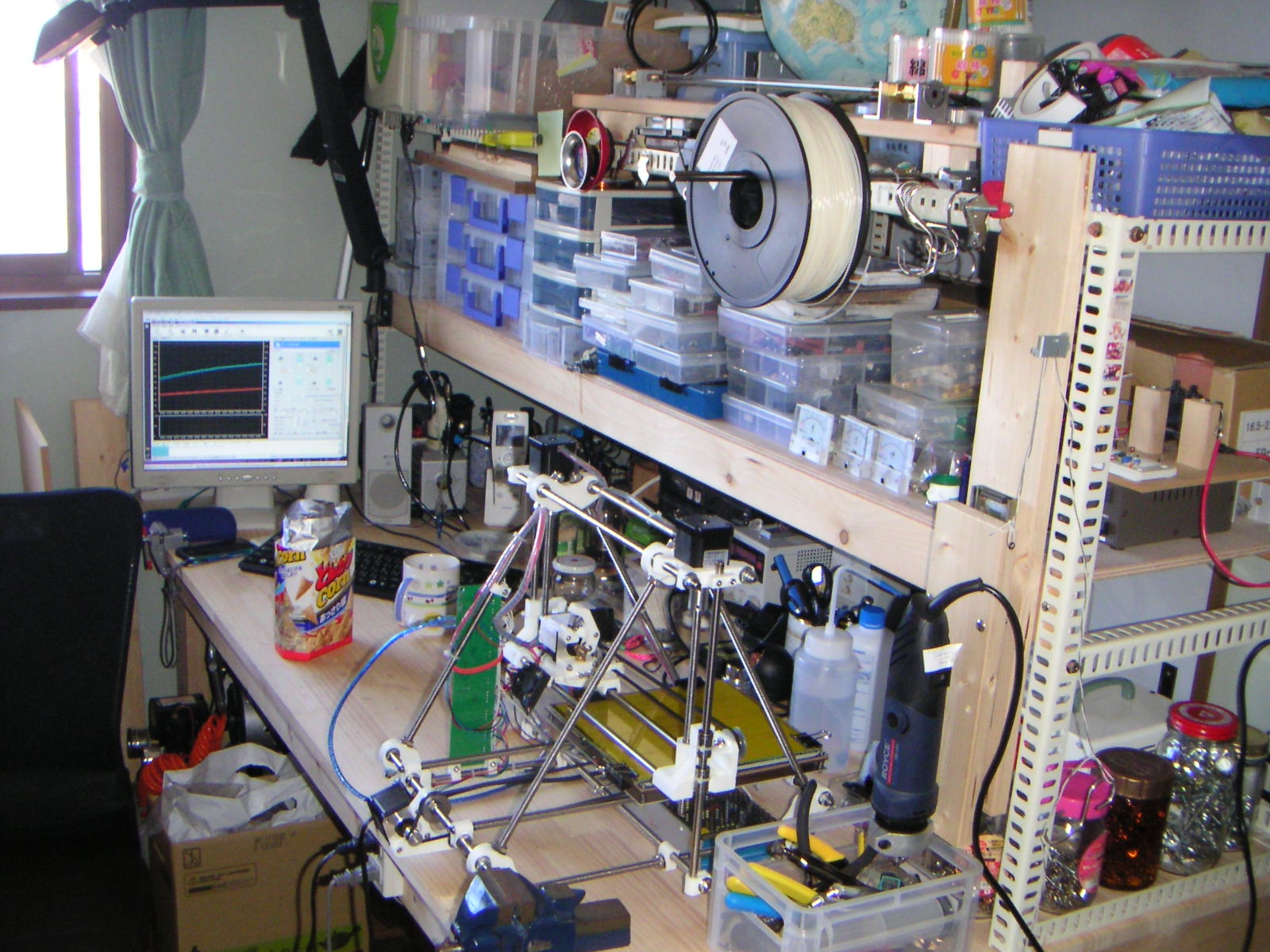
ホットベッドの温度が上がる間にフィラメントを保持する棒を作りました。スキャナやプリンタから取り出したシャフトをタイラップでつないだものです。リサイクル。

作業台も狭くなって来ましたね。
ベッドがあったまる間にホットエンドも加熱してフィラメントをマニュアルで入れてみました。
最初はなにやら黒い液体が。あぶら?
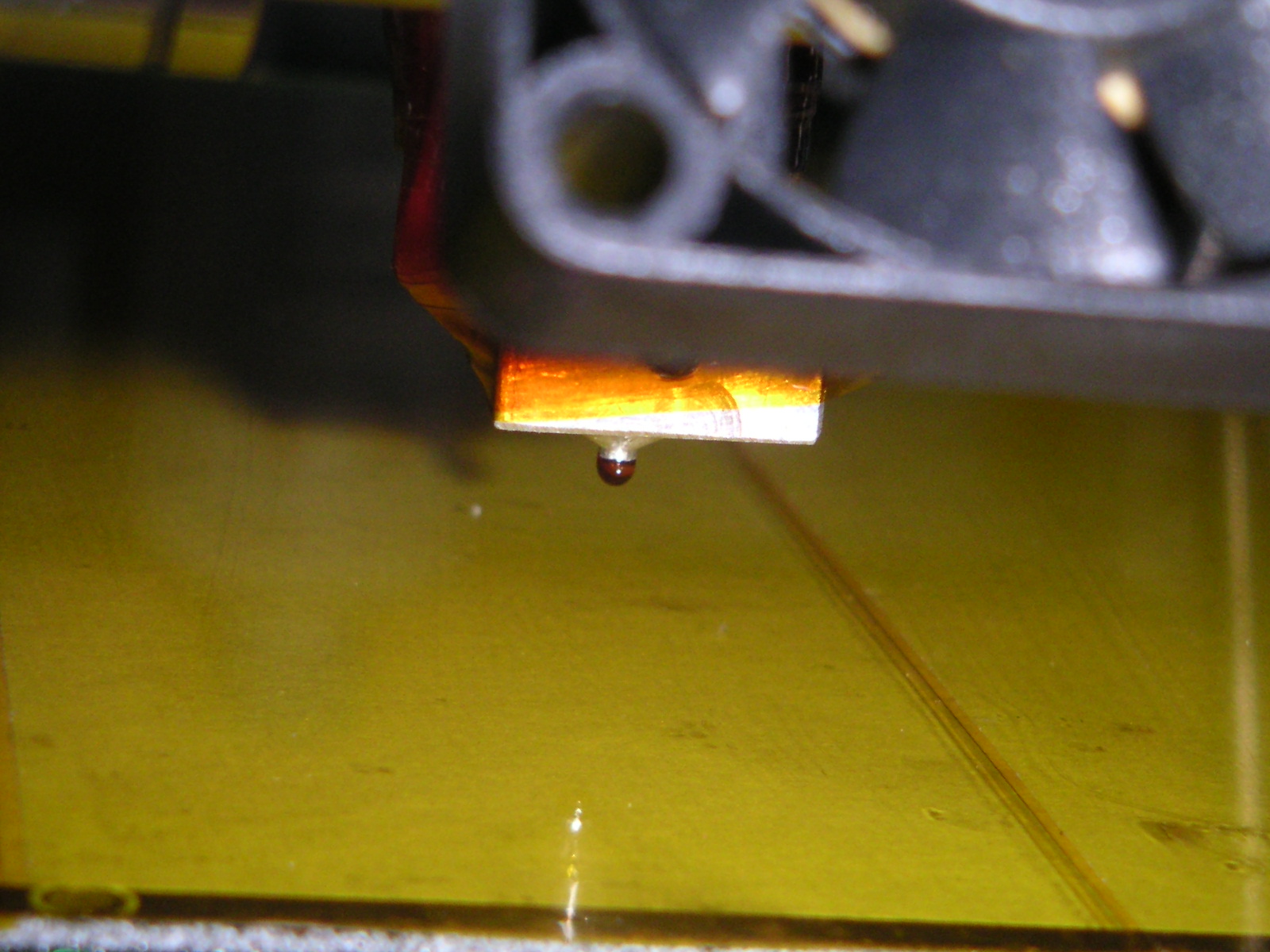
その直後にABSの糸が。見えるかな。
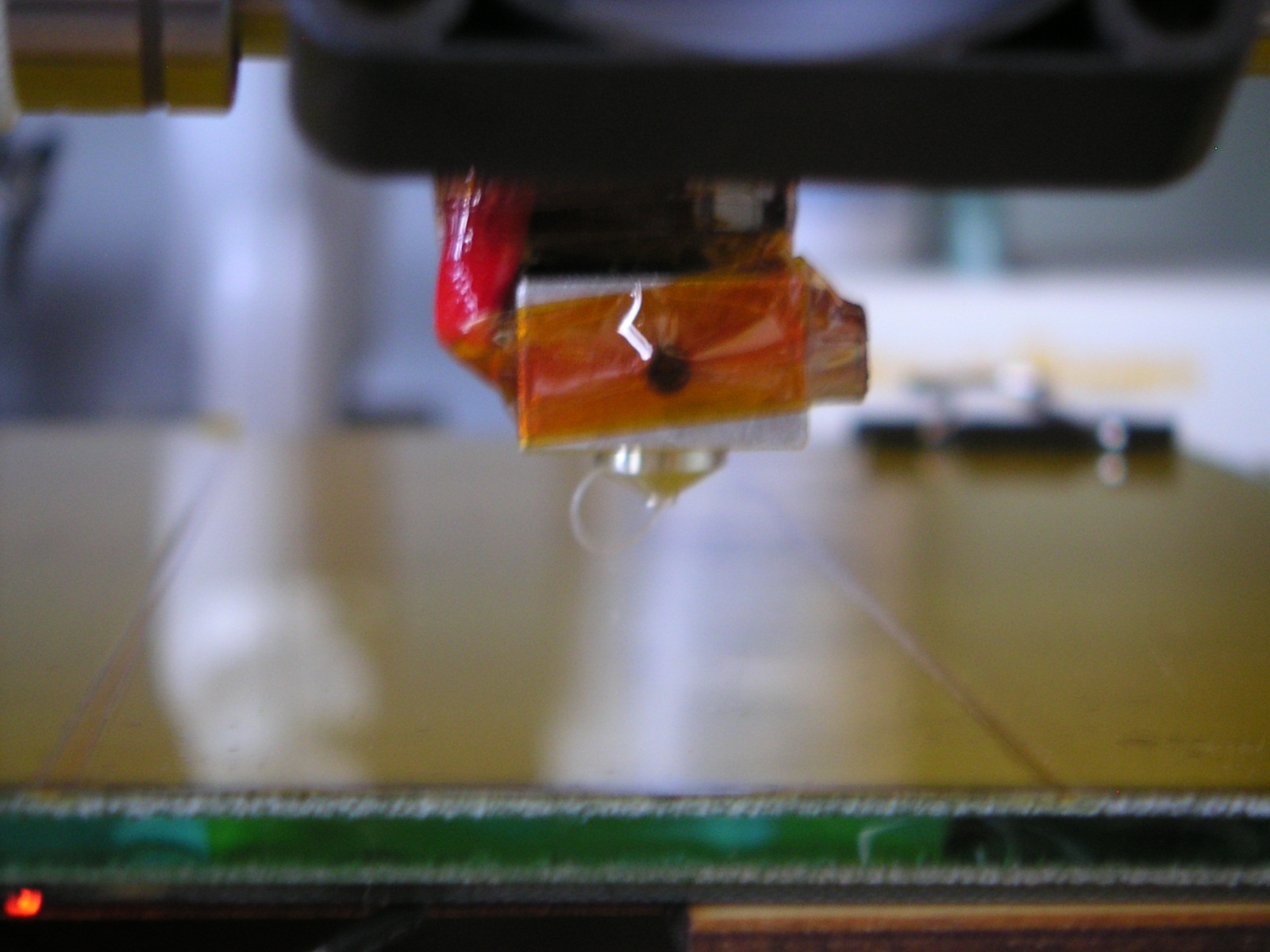
引っ張り出すとこんな感じ。これを積層して形を作っていくのです。

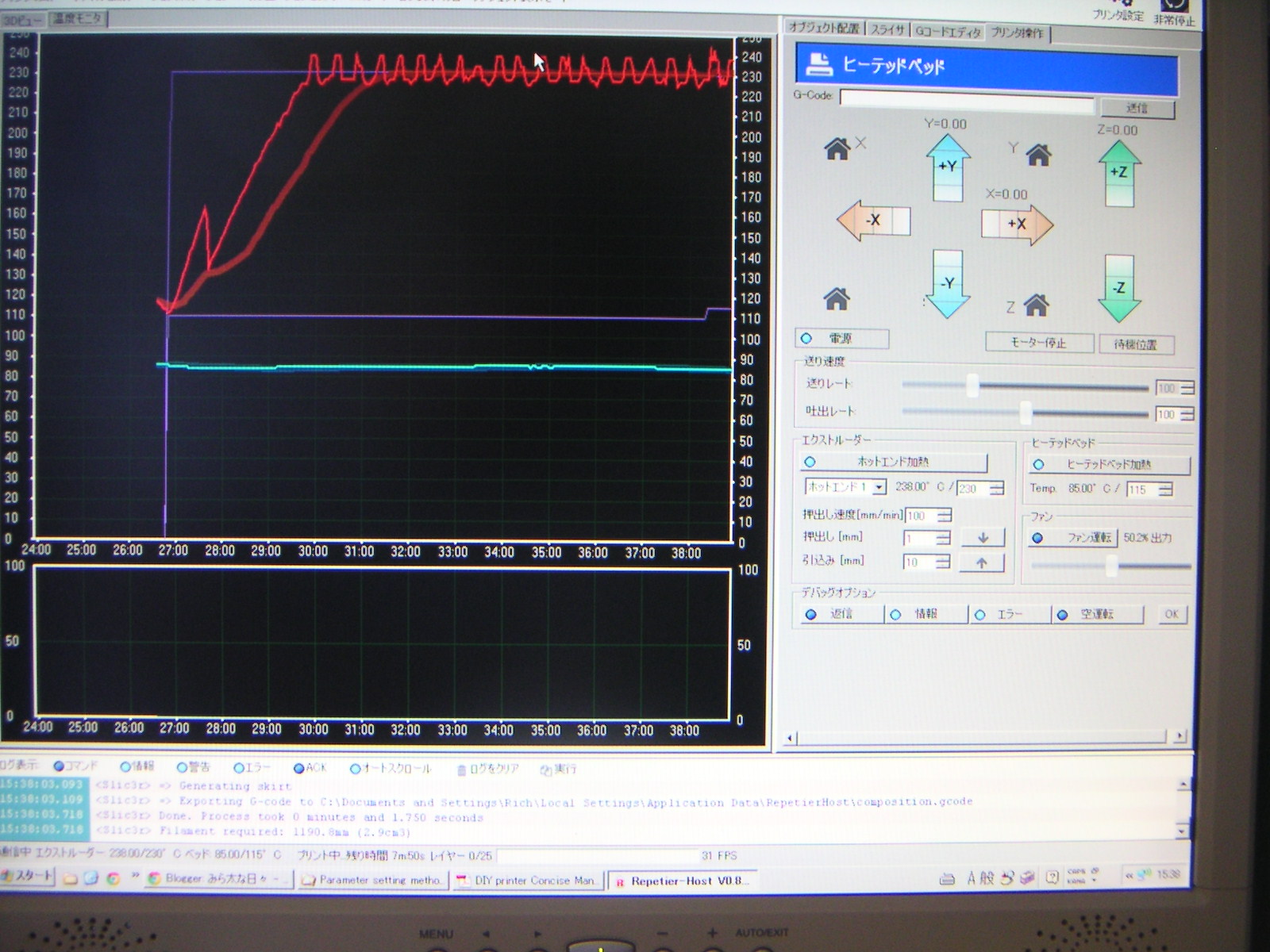
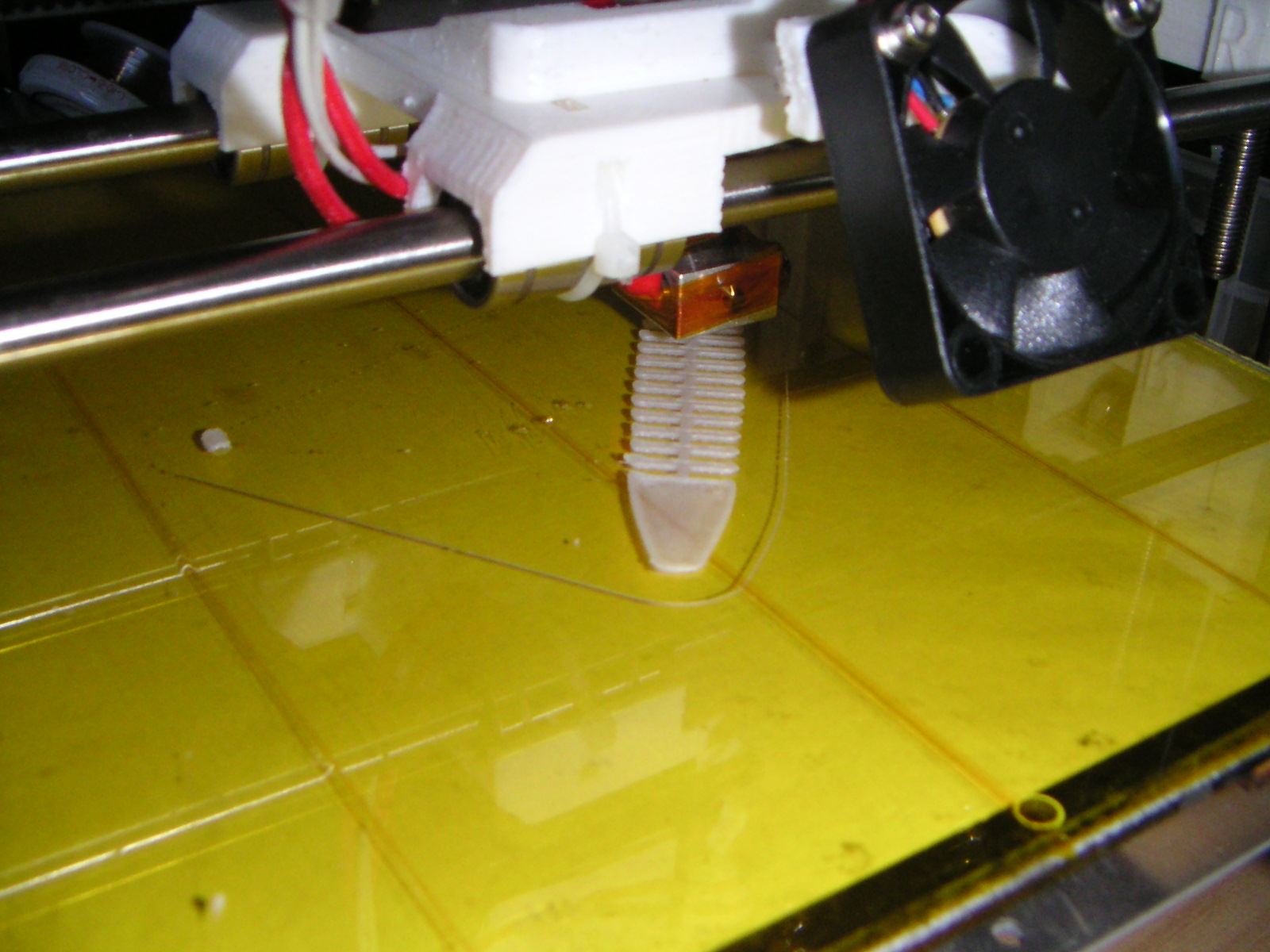
230度に到達したらプリントが始まります。
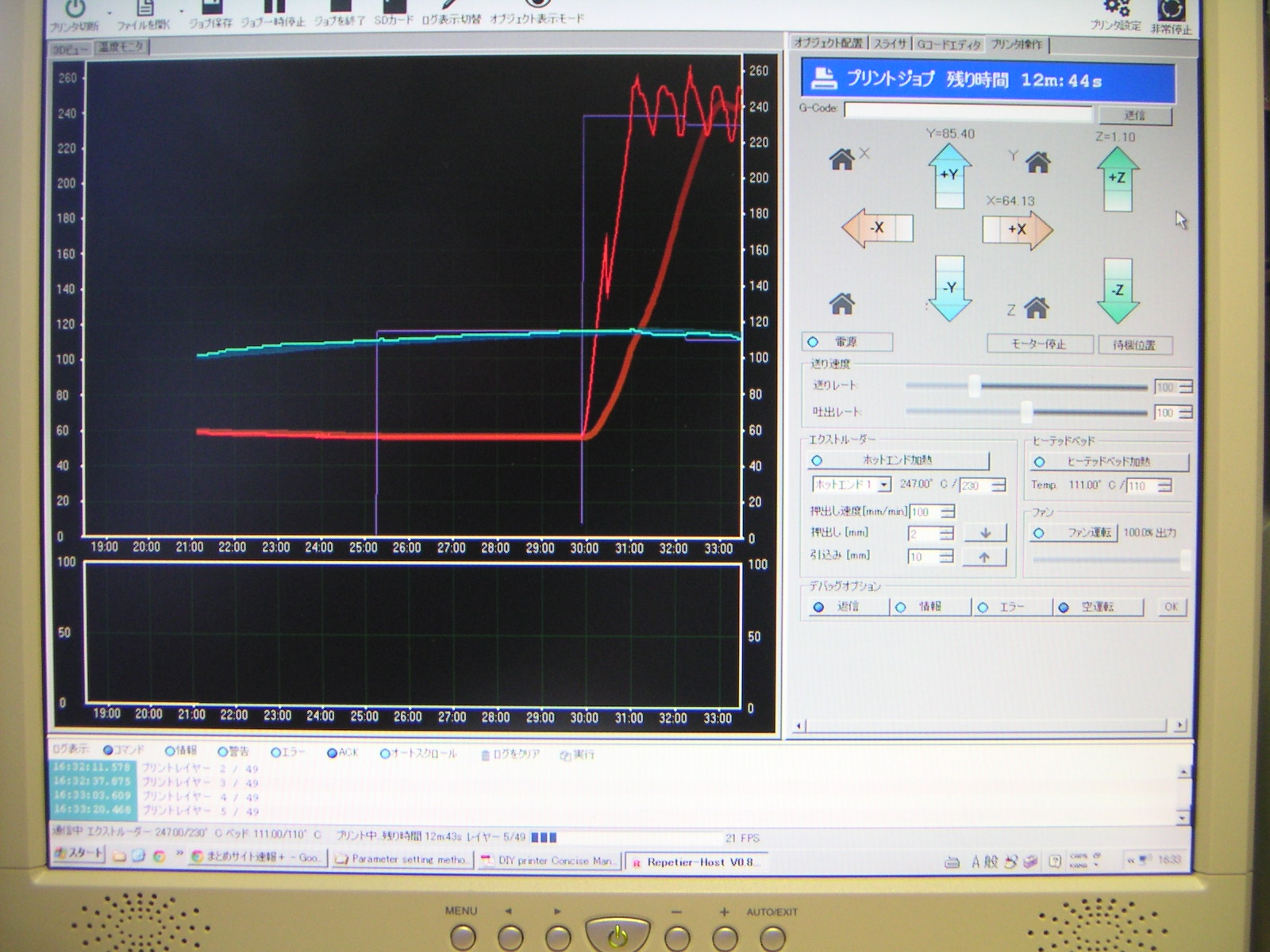
書き始めました。
最初のプリントにしては思いのほかうまく進んでいます。
動画でどうぞ。
思いのほかうまく出来上がりました。
調子に乗ってちょっと複雑なものを作ってみます。
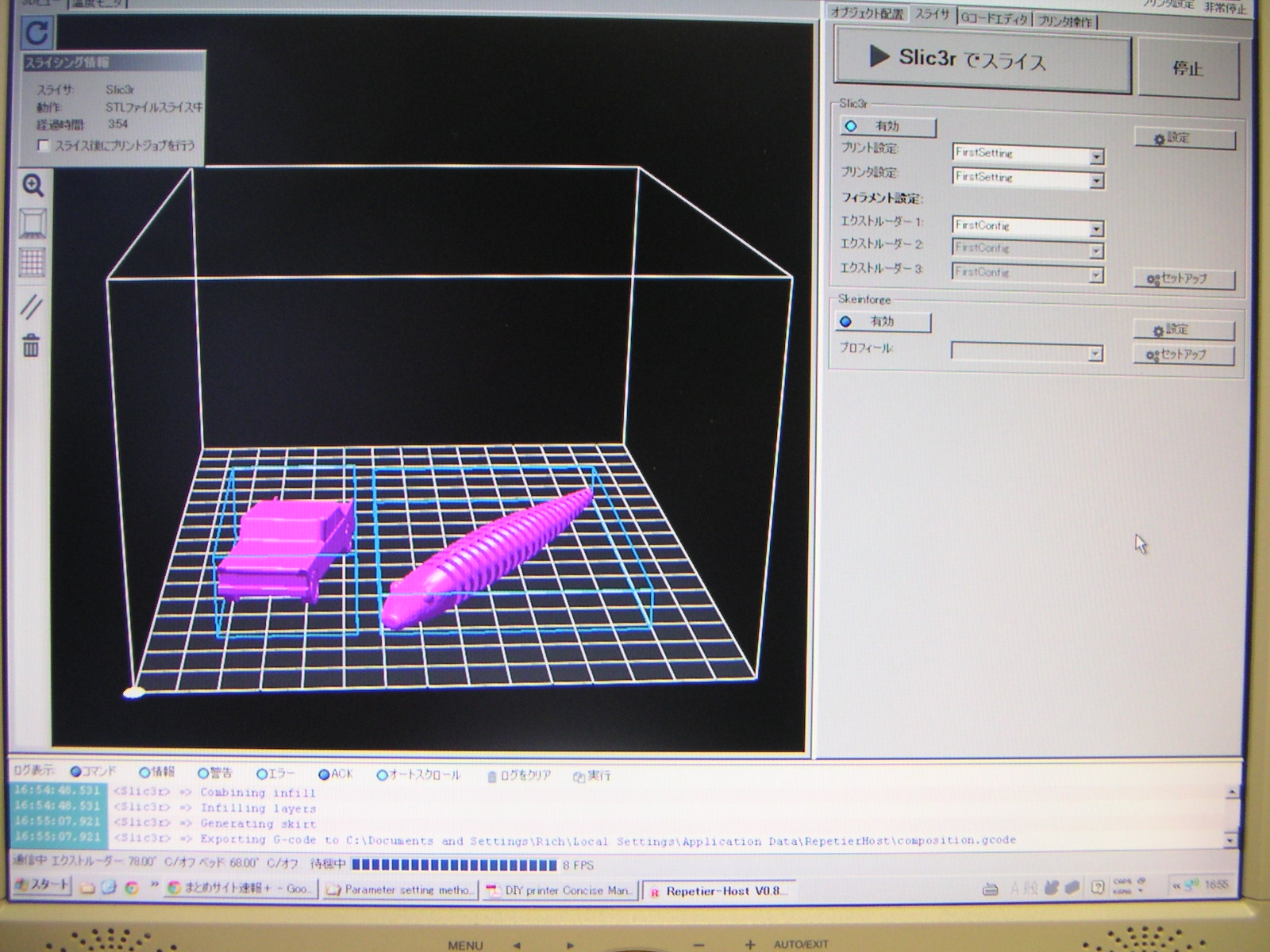
書いてる書いてる^^…..と思ったら、バリが引っかかってホットエンドがうまく動いていません。
ということで、途中で止めました。
やはりちゃんと条件を出さないと簡単ではないようです。今後の楽しみですね。
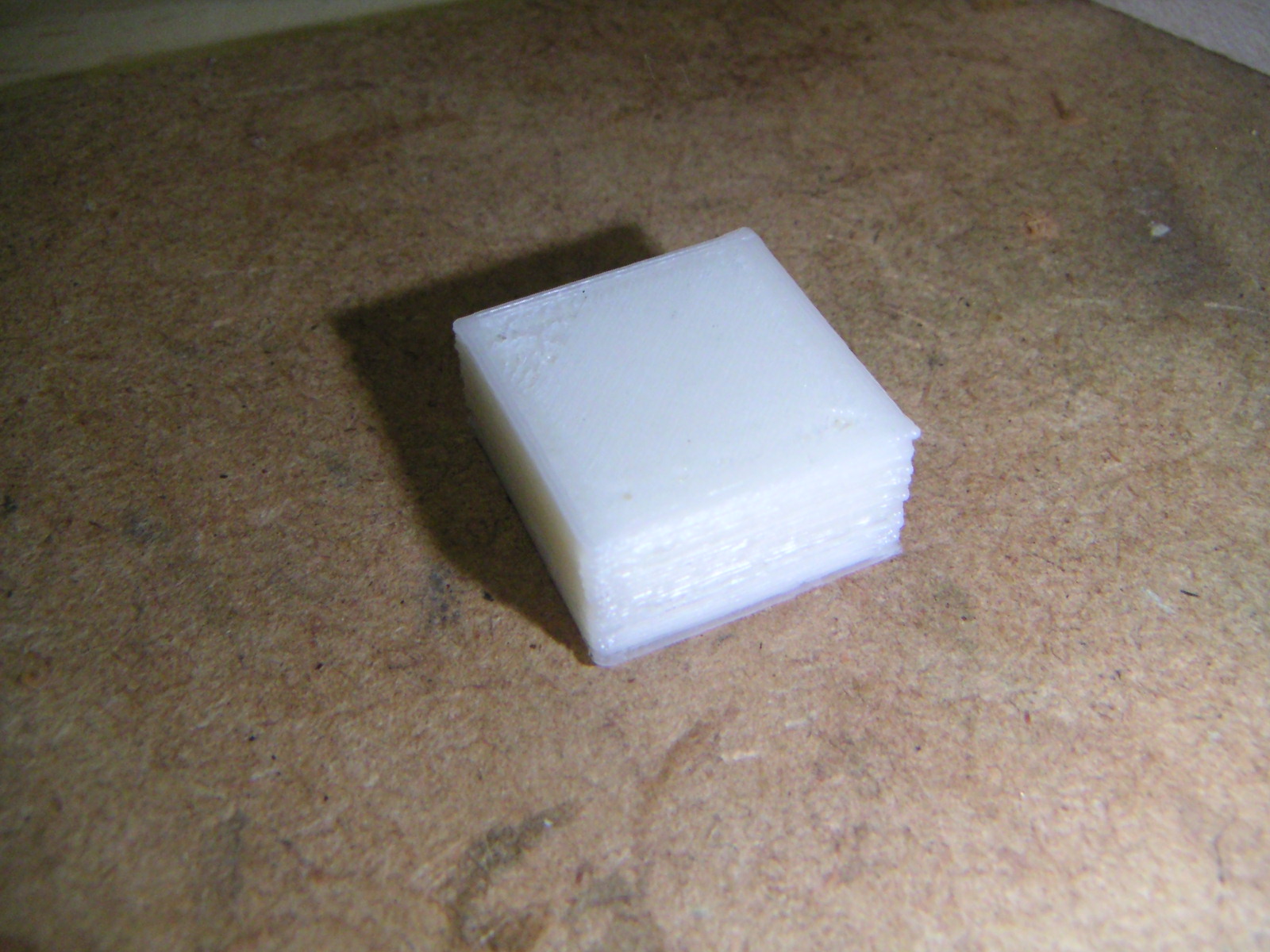
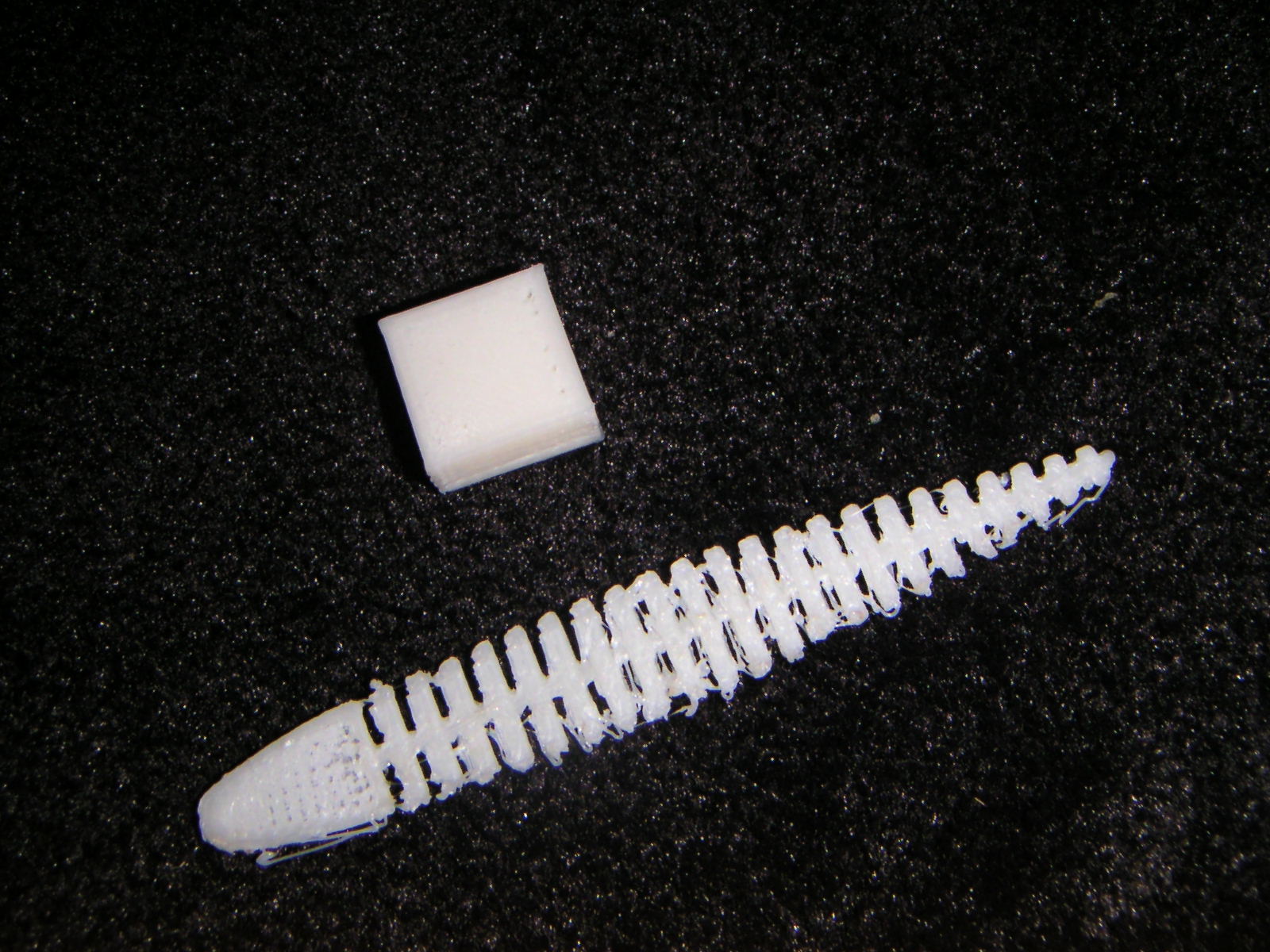
ということで、本日の成果。
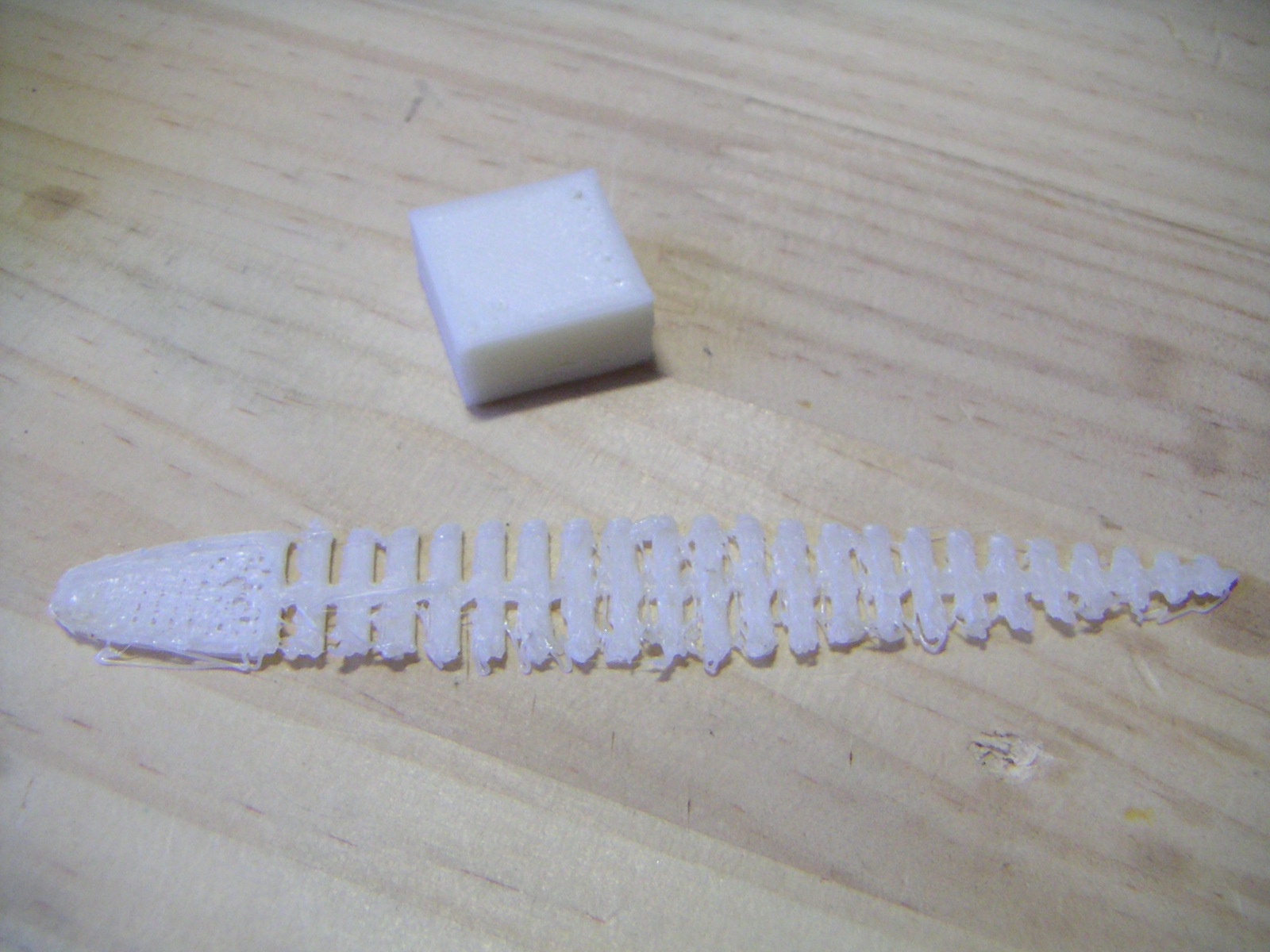
よくわからないと思うので、黒バックで。
いやあ、実に面白い買い物でした。
中華製ということで一抹の不安もありましたが、何とかこれまでの経験でトラブルを乗り越えることが出来ました。もうちょっとなれれば強力なツールになってくれそうです。
今後はレーザ加工機の作製と合わせてちょくちょく取り上げていきたいと思います。