いつもみら太な日々を応援いただきありがとうございます。
相変わらず能天気な投稿を続けておりますが、世の中はやや真顔にならざるを得ない状況になっております。
本日も下の方には長々と霧箱制作の経過を書いておりますが、そちらは後日お読みいただいてもかまいません。まずは以下のリンク先を読んでいただきたい。
私はこのブログで政治的な主張や今回のCOVID19対策についての意見を述べるつもりはありませんが、騒動発生以降最も納得できたまとめとして下記を紹介させていただくことだけはお許しいただきたいと思います。
専門家会議の「クラスター対策」の解説 ――新型コロナウイルスに対処する最後の希望
皆様とご家族、周りの方々が大過なくこの厄災を乗り切れますよう願っております。
三連休&桜もちらほらですが、みら太な日々は引きこもっての通常営業であります。
本日は核心部分に一歩踏み込みます(笑
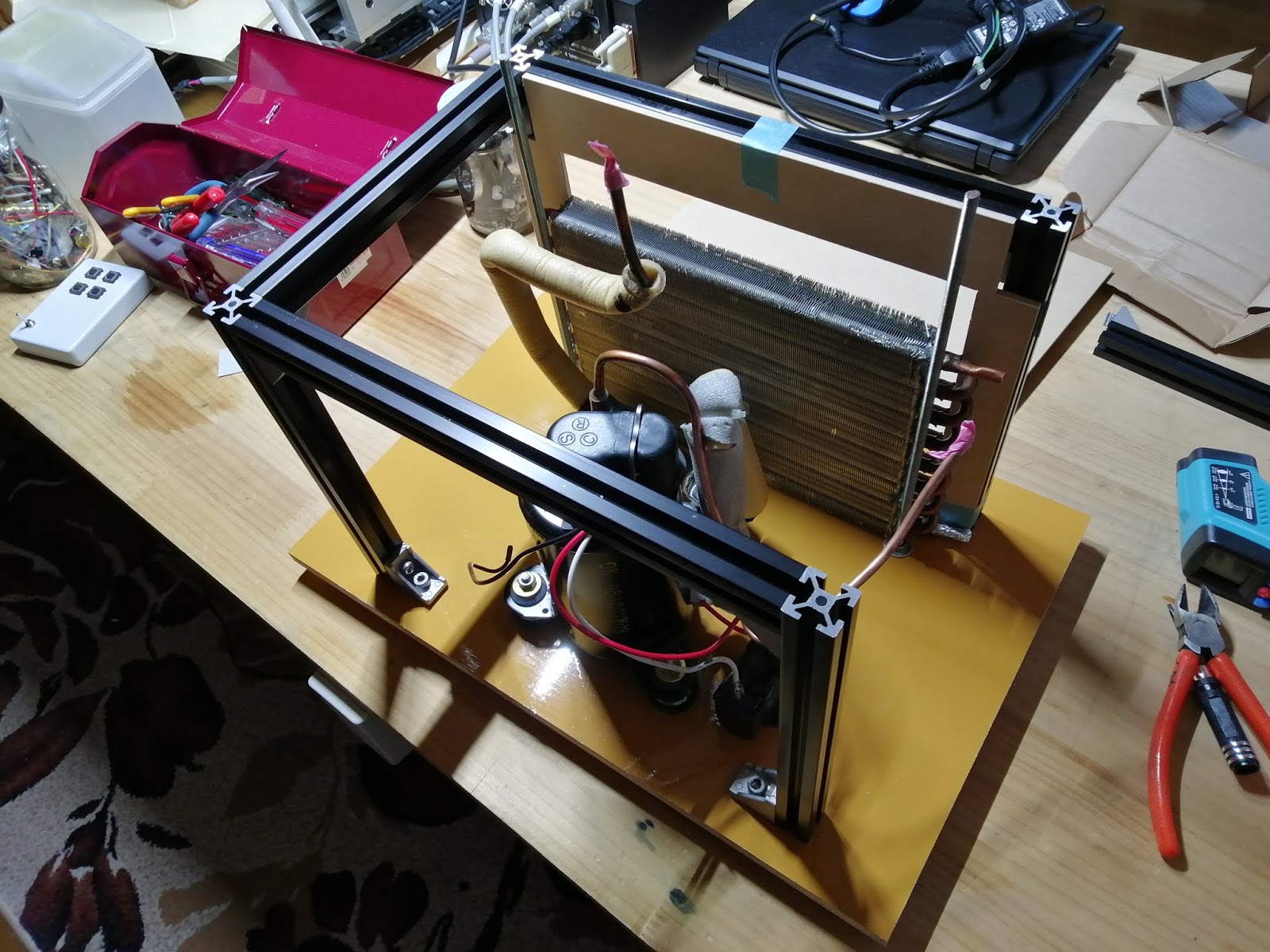
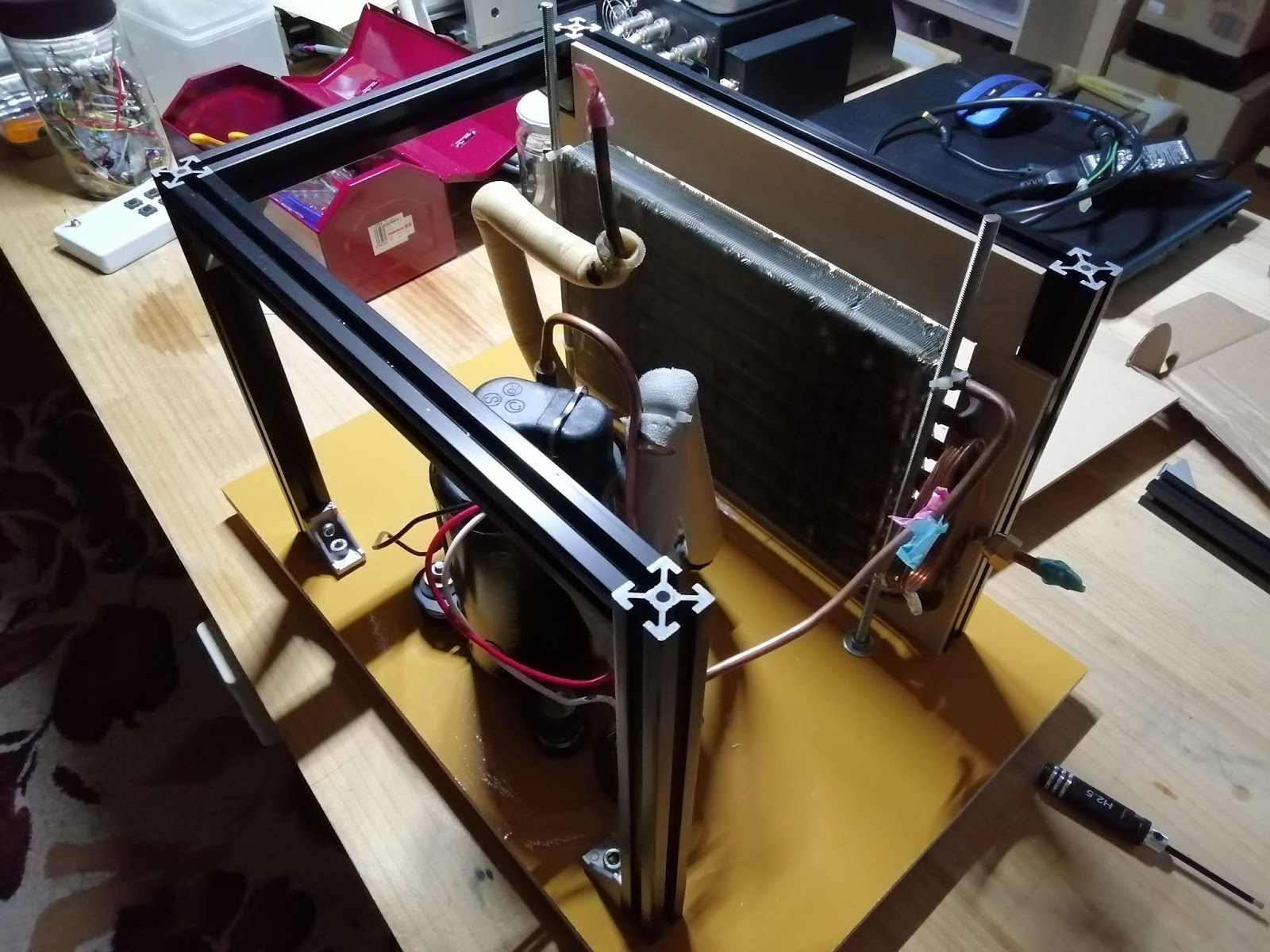
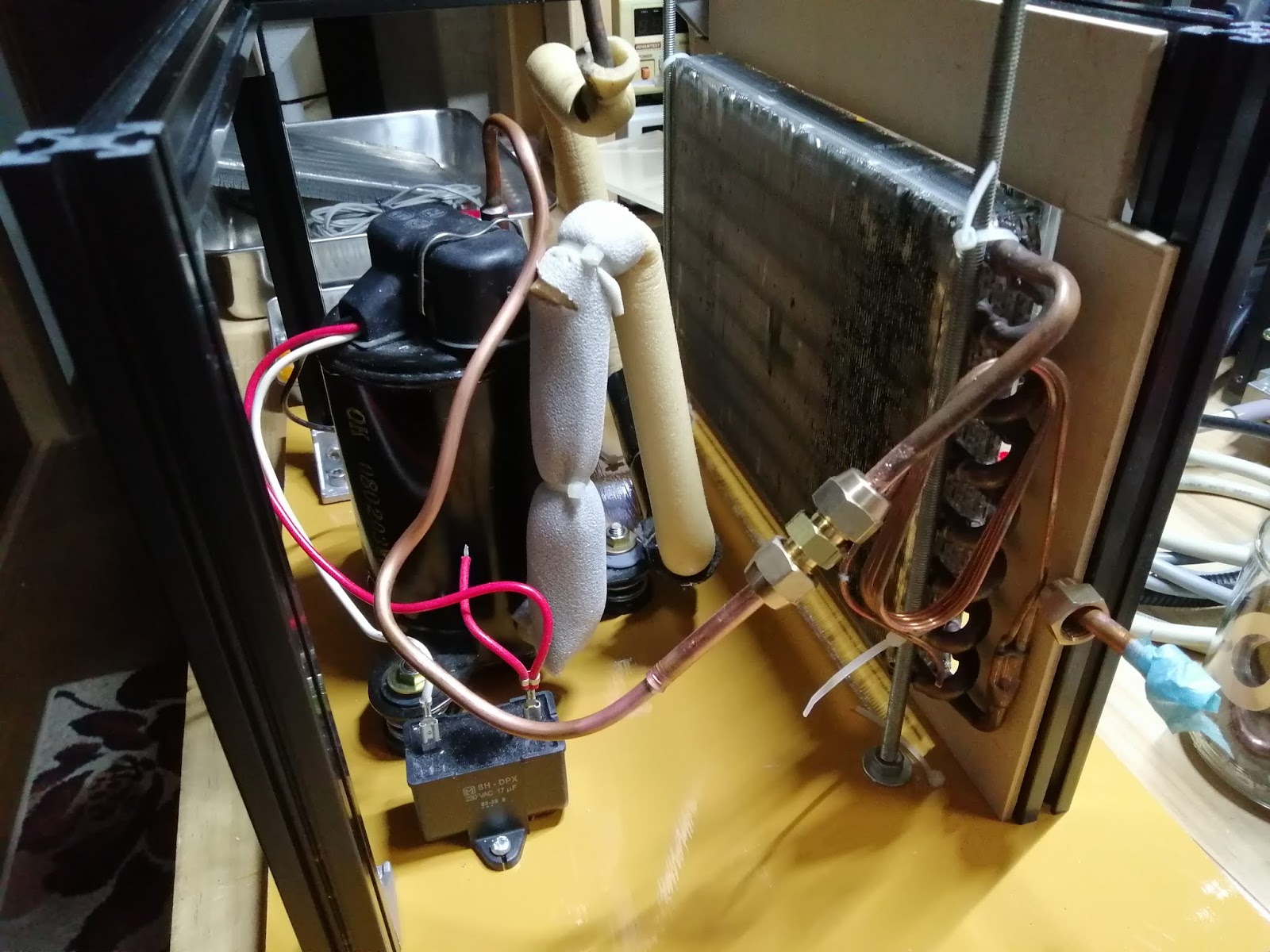
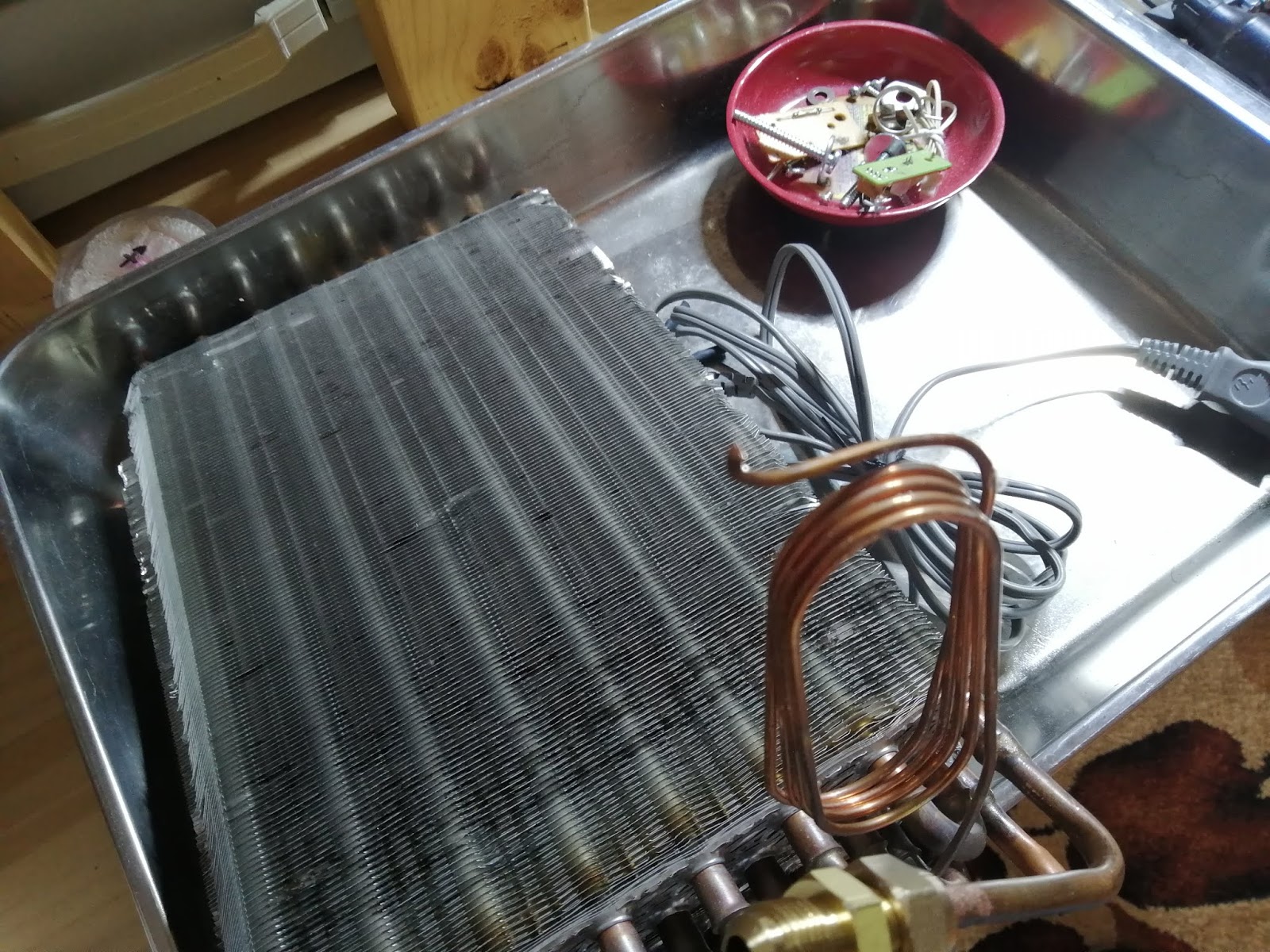
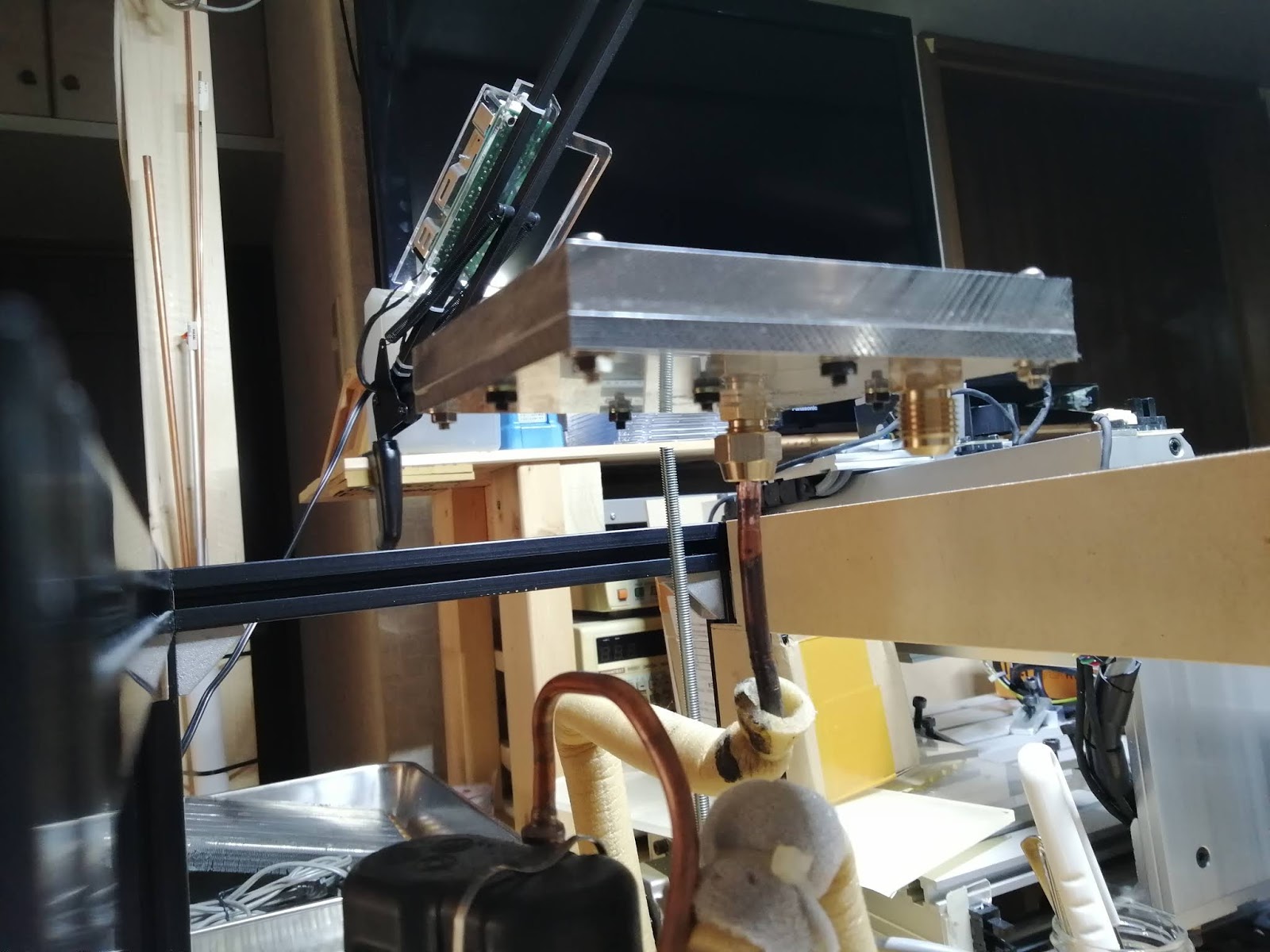
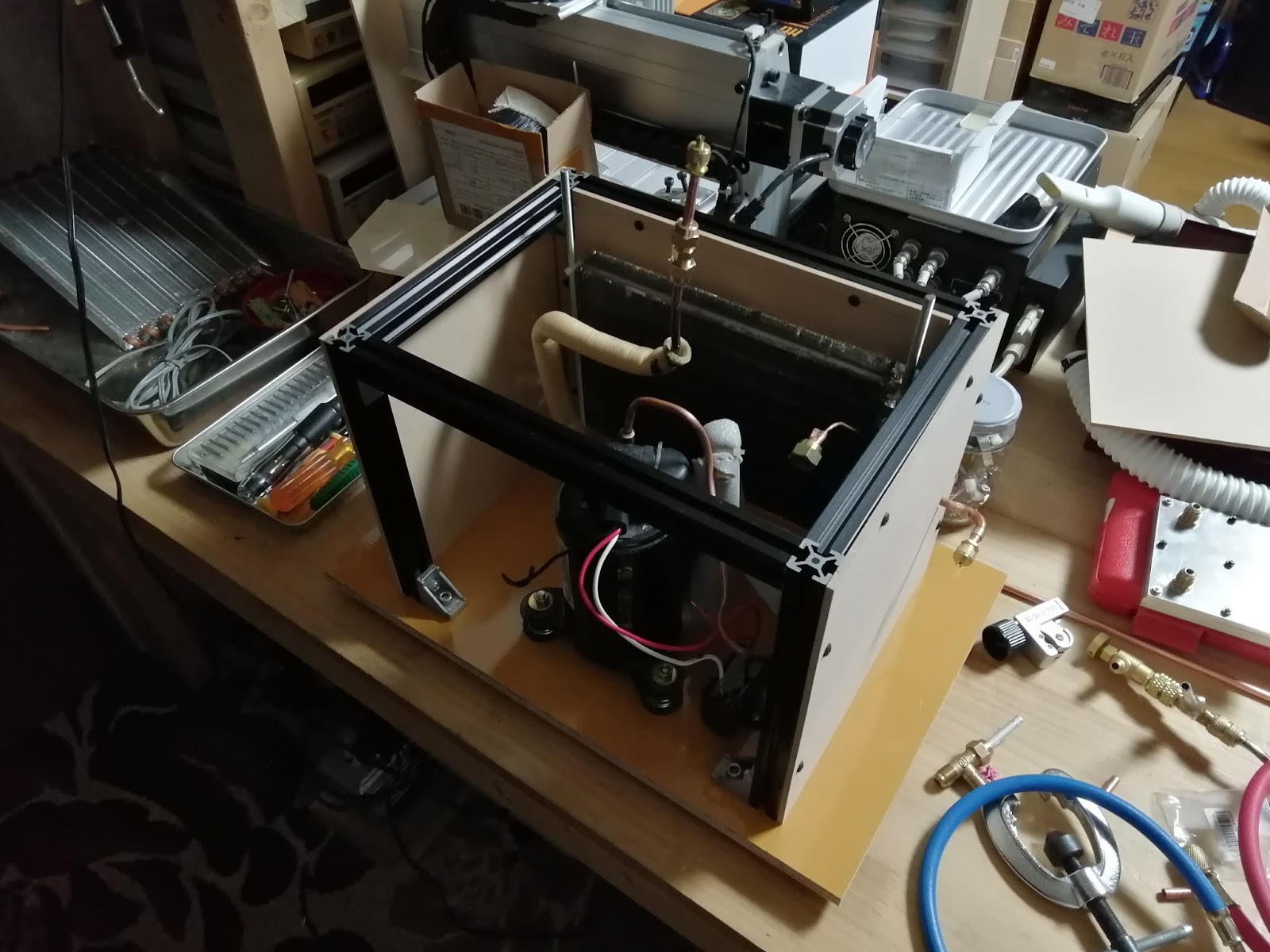
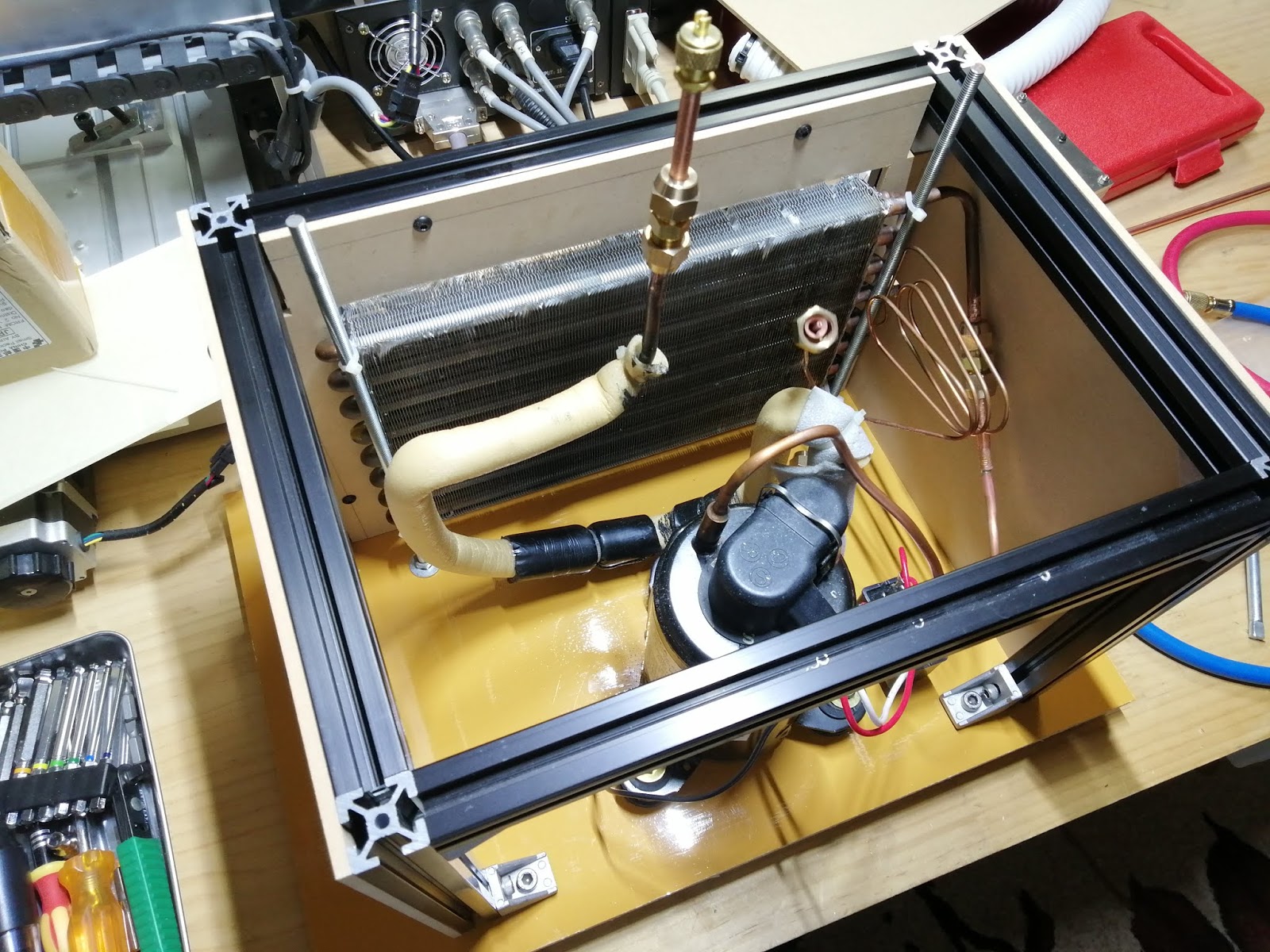
まずは現状の確認。パーツの配置をおおよそ決めて、壁を立てようかというところです。
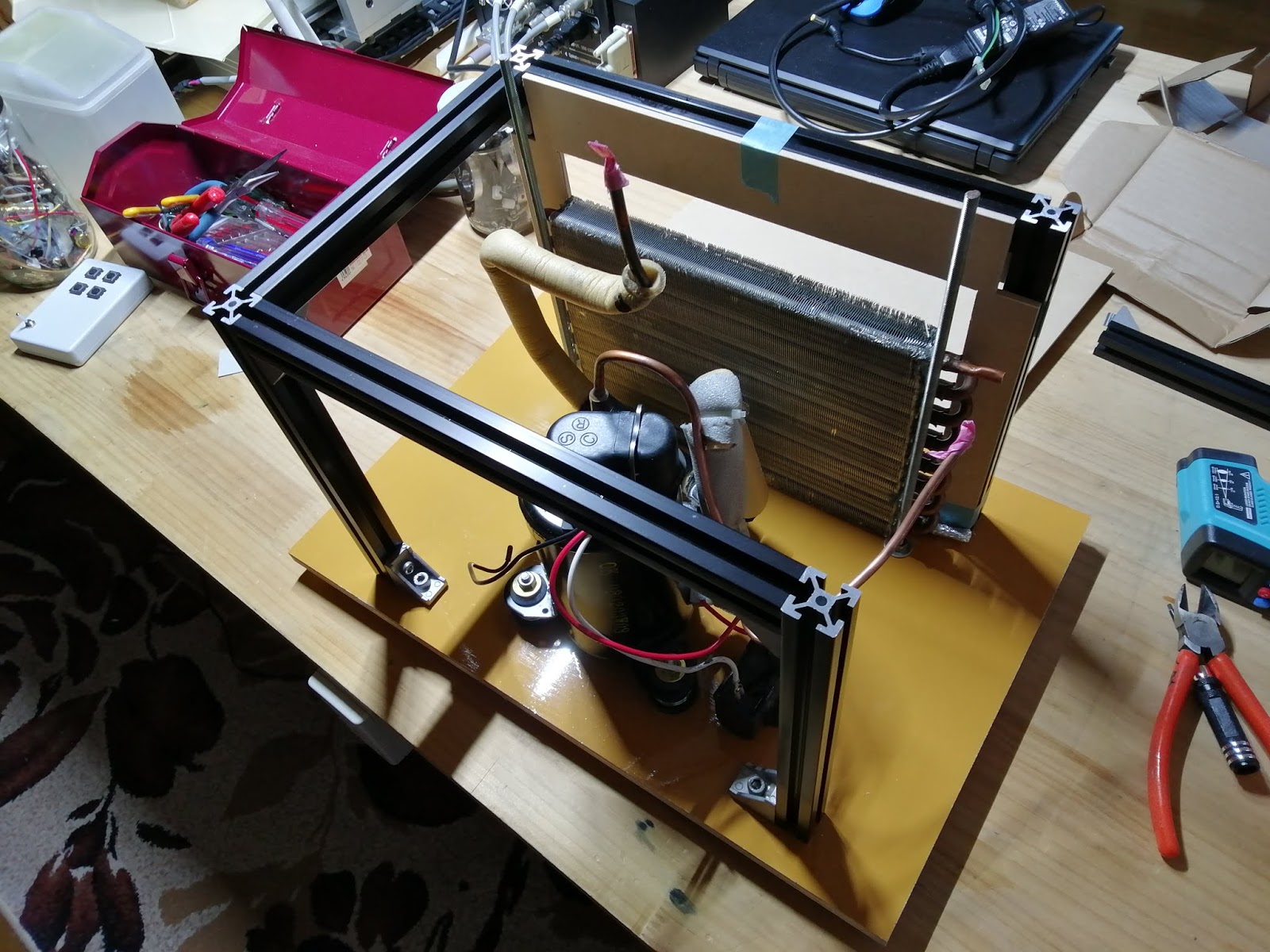
パーツ間の配管はぶった切られたままであります。
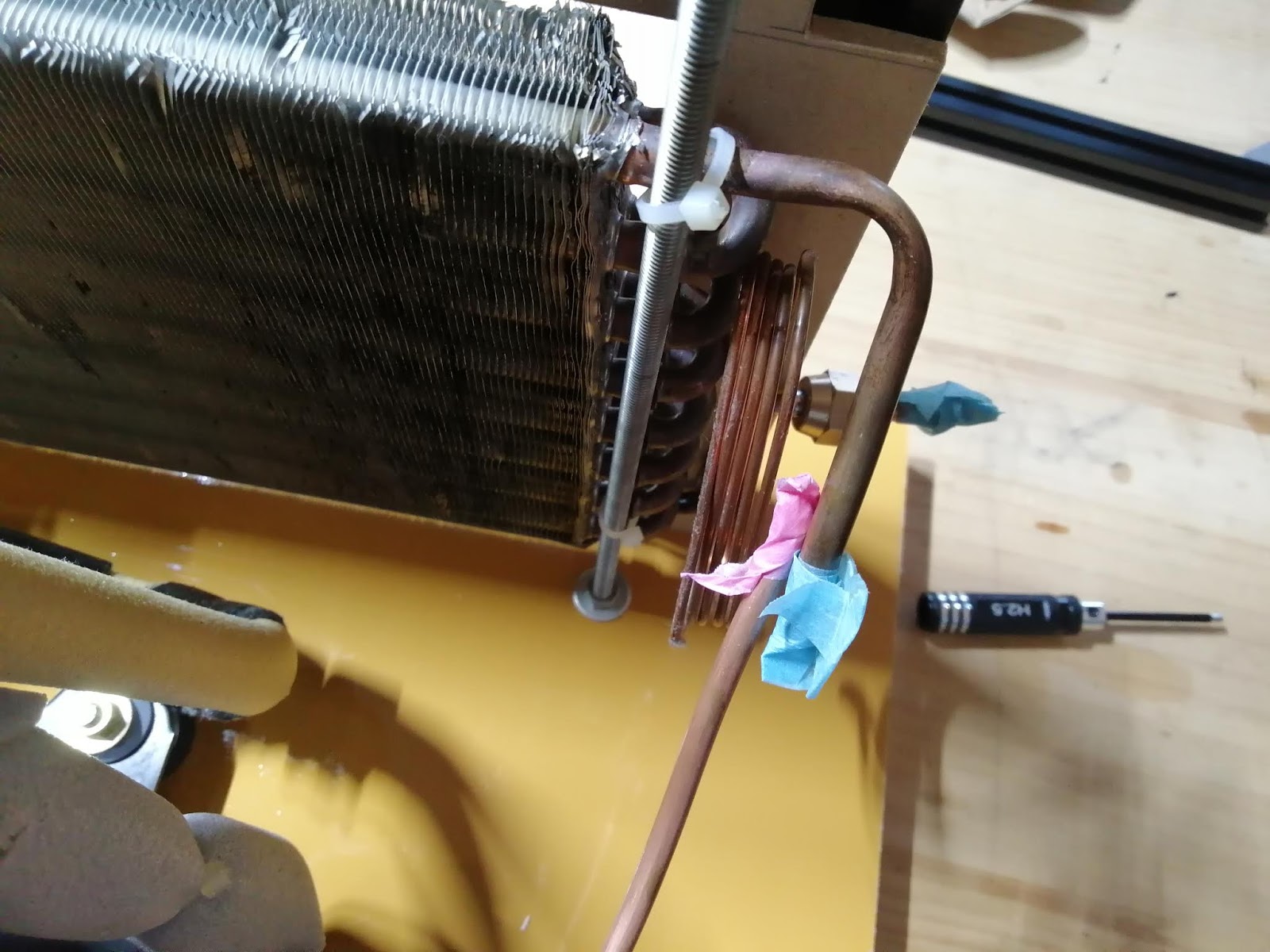
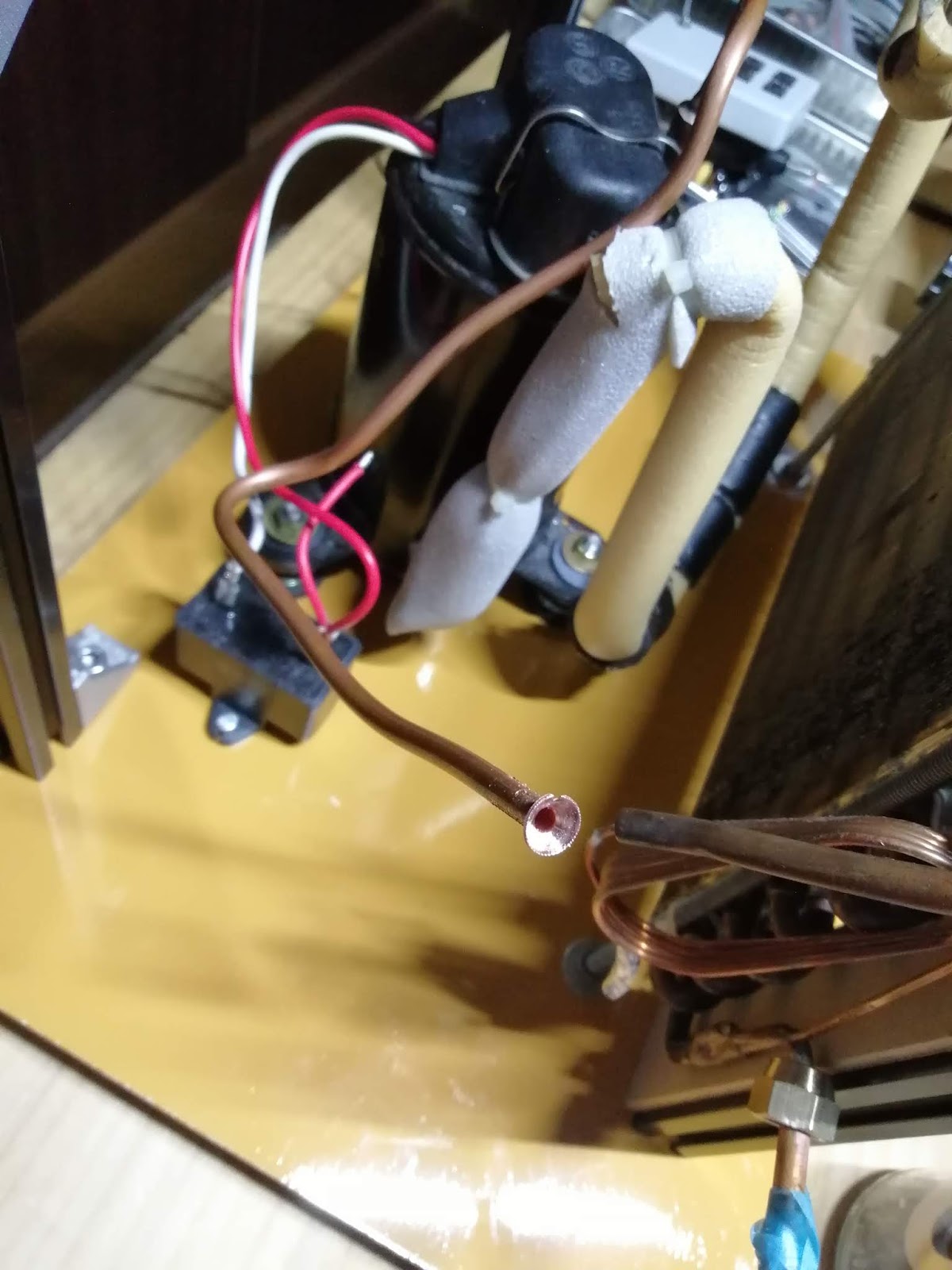
本日はそれを繋いでいきます。例えばこのコンプレッサ出口とラジエータ入り口の接続など。

ここはコンプレッサ出口の配管が5mmφ、ラジエータ入り口の配管が6mmφというなかなかいやらしい構成になっております。これを何とかしてユニオンでつなぎたいというのが最初の作業であります。
一番簡単なのは双方にフレアを作ってそのままユニオンでつなぐというものです。
ユニオンは6mmφ管用ですが、フレアなんてラッパですから元の管径がいくつだろうがフレア加工ができれば接続はできるはずです。

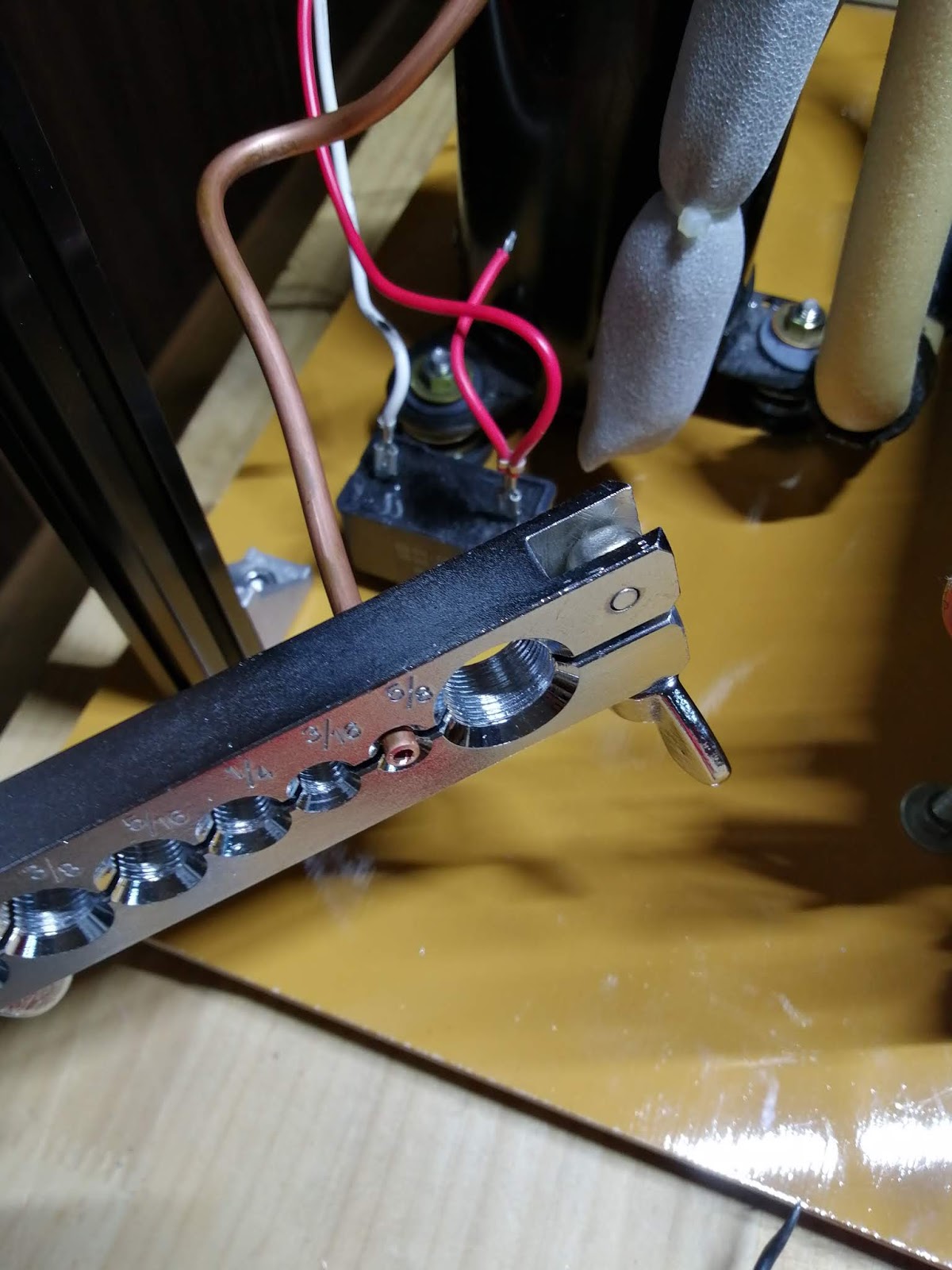
ということで、コンプレッサ出口の5mmφ管を6mmユニオン用に大きめのフレア加工をしてみます。

ぐりぐりと広げていきます。

まず第一段階。このサイズではほとんど掛かりがなくて心もとないです。

ということで、もう一段階広げます。
と…あらら、裂けてしまいました。肉厚が足りないんですね。

長さは十分にあるので、裂けた部分をパイプカッターで落として再挑戦です。

今度は一発で広げてみようと思って少し長めにパイプを引き出して加工します。

あらら、また失敗です。パイプが座屈してしまって均等に広がりません。

このありさま。

ならばもう一度に段階で慎重に作業してみます。
おおおお、ええ感じではないですか?

ですが、外してよく見るとやはり裂けています。たかが1ミリなんですが無理やり広げる作戦はうまく行かないようです。

しゃーないので正攻法に切り替えです。
5mmφのパイプに6mmφのパイプを接続して、ユニオン部分は6mmφ同士の接続とします。

6mmφのパイプをこのくらい切り出して、

フレア加工します。径が大きくなっているので通常のフレアを作れば十分です。

そしてこの6mmφ(外径が6mmφ、内径は5mmφ)をコンプレッサからの5mmφ配管にかぶせてハンダ付けします。

接続部分の境目にはんだを巻いてバーナーであぶります。
フレアナットがちゃんと入っていることに注目ください(笑 これをミスると自己嫌悪から立ち直れなくなります。

あっさり接続。
「ここはハンダではなくロウ付けを選択すべきところでしょ」という声が出ることは承知の上でのハンダ付けの選択です。
接続後数年間メンテフリーで動く必要があるエアコン配管ならロウ付け一択だと思いますが、ロウ付けはあまりにむつかしいです。過去何回かやりましたが、できれば避けたい難しさでありました。ということで、今回は耐久性のテストも含めてハンダ付けで進めてみます。

コンプレッサ側のフレア加工が終わりましたので、お次はラジエータ側です。
この部分を加工します。

フ レ ア ナ ッ ト !

こちらは難なく加工できます。
一発OK。

ユニオン登場。
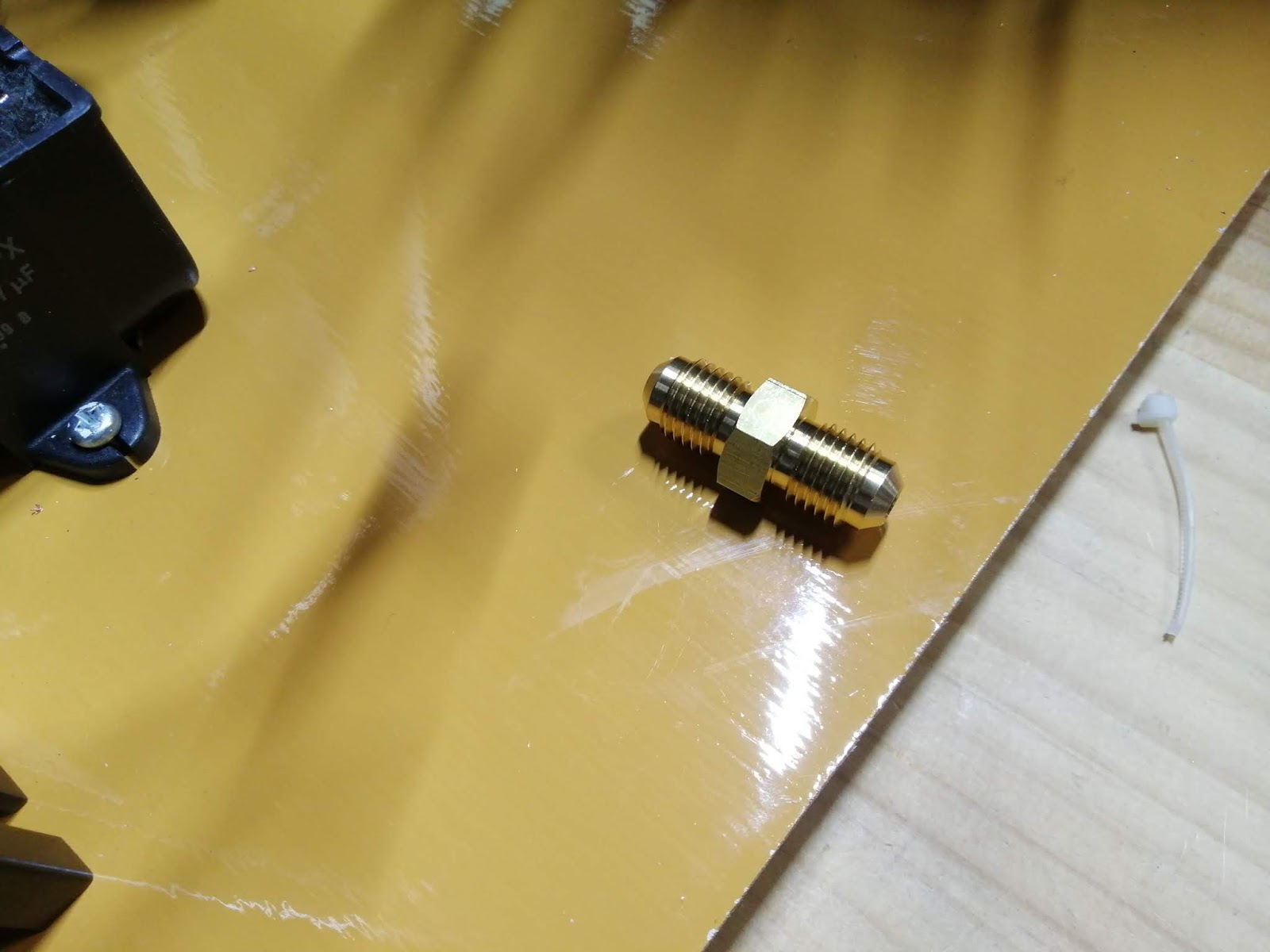
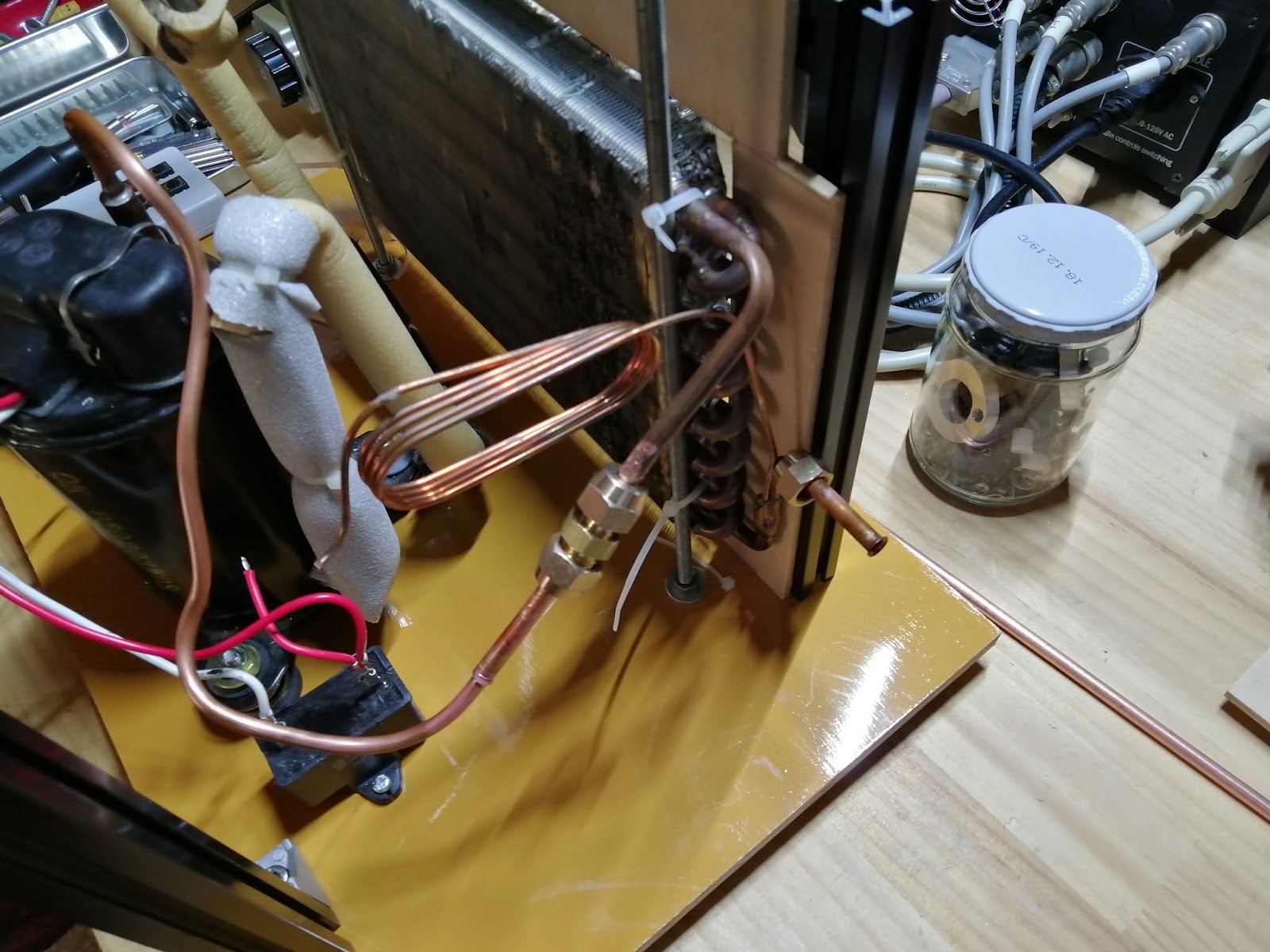
コンプレッサ側に仮止め。
接続後の配管に変な力がかからないように管の向きをできるだけ対向するように調整します。動作時はコンプレッサの振動が伝わる部分ですのでできるだけ余計な力がかかるのは避けておきたいのです。
仮止め。しっかりしていい感じです。これならもれないんじゃないかな、多分。
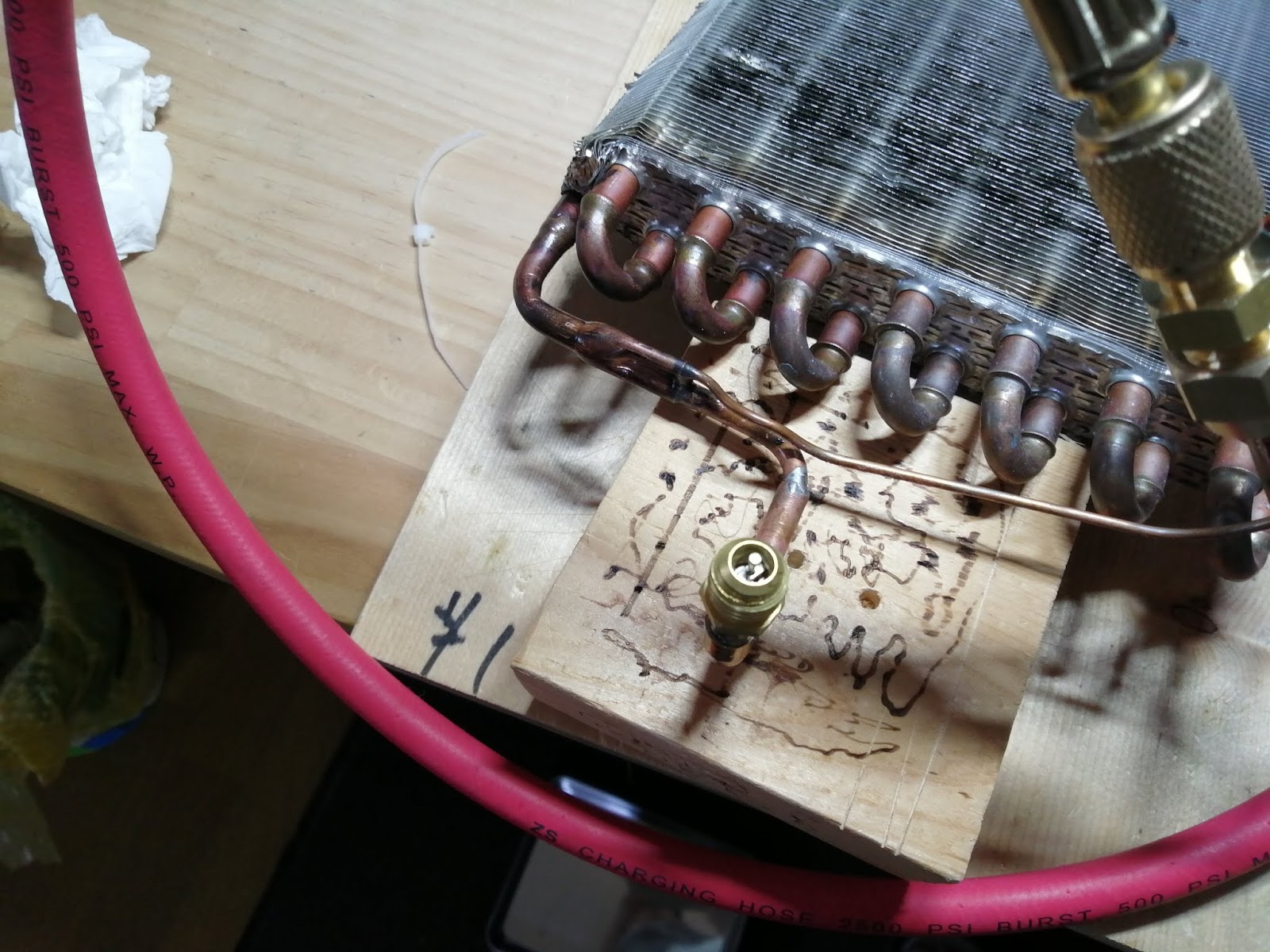
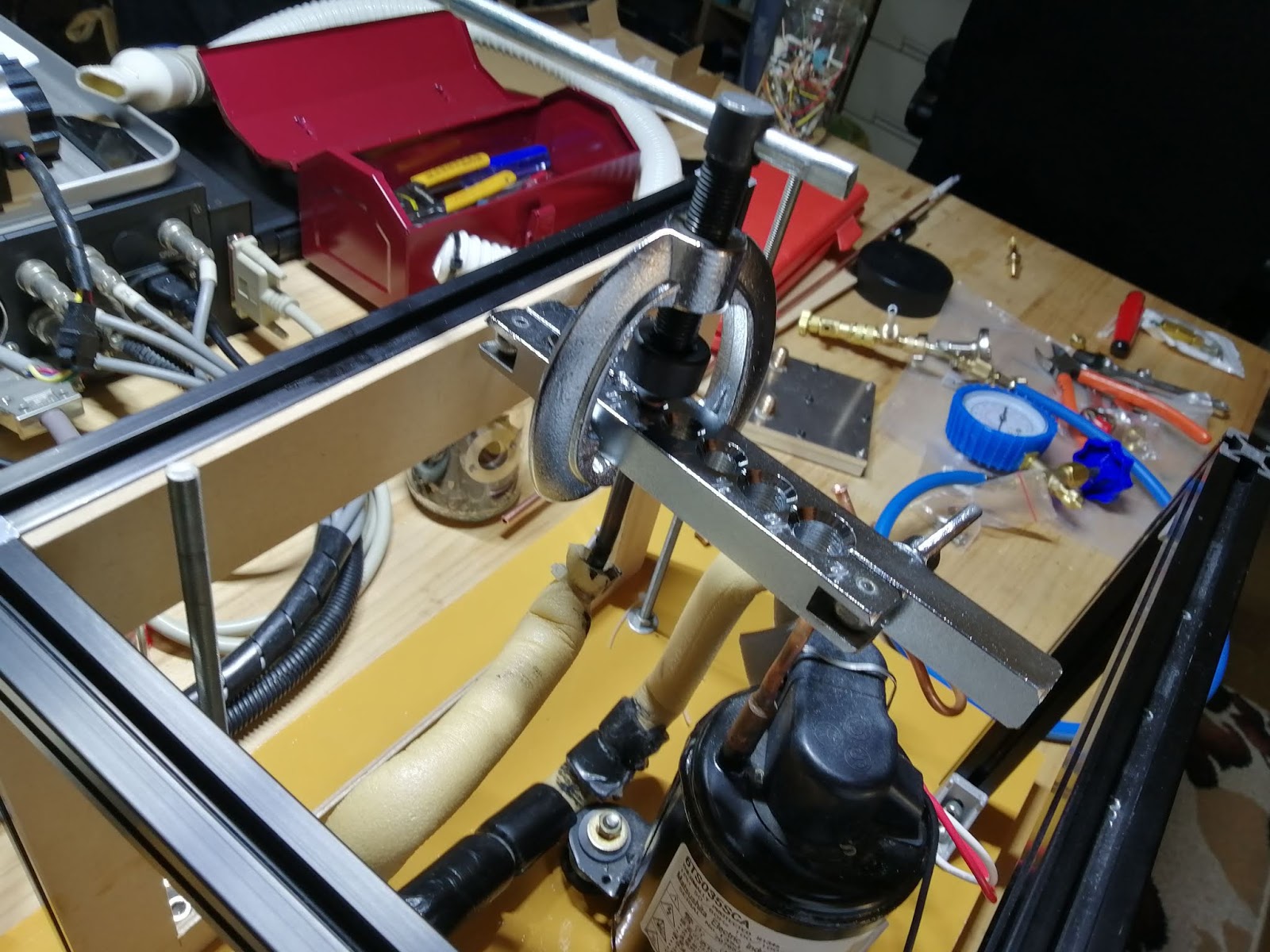
次にサービスポートを加工します。
この部分ね。フロンガスを入れるための口です。
すでにフレア加工まで済ませているのですが、向きが気に食いません。

ここにユニオン繋いで、さらにサービスポートつなぐと、

10cmくらい配管が飛び出します。

これは実に邪魔だし何かに当たるとトラブルの元だし、ということでここを90度曲げることにしました。
ちなみにこのサービスポートというやつですが、この写真に見える先端部分はキャップになっていて、
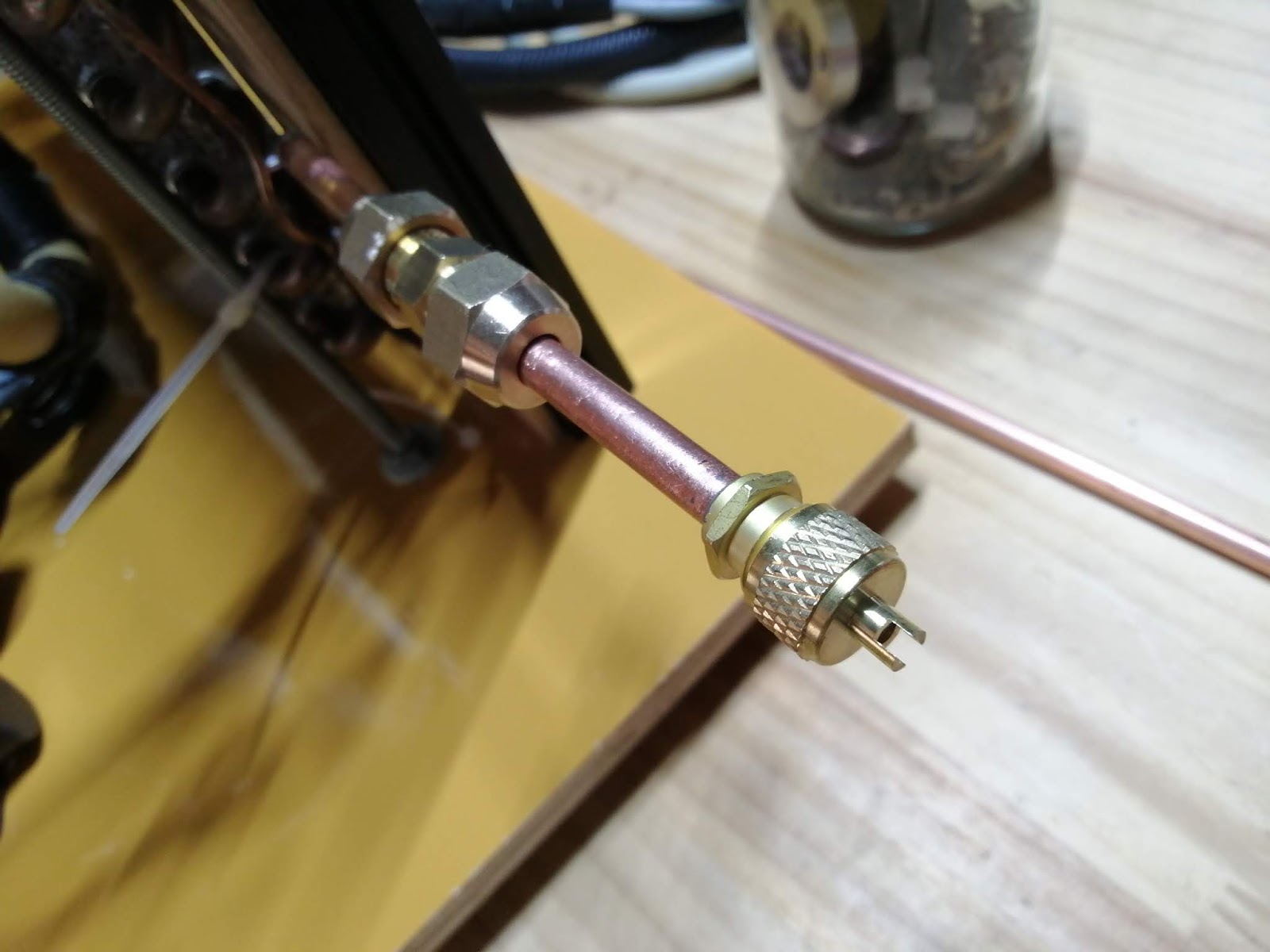
キャップを取ると車のタイヤの空気入れのような構造になっています。
真ん中のピンを押すとパッキンがずれて管の内外がつながるようになっています。ピンが戻ればガスが漏れることはありません。キャップは誤ってピンを押さないように取り付けます。また、先端は中のパッキン部分を外すときや交換するときの工具に使える特殊形状になっています。

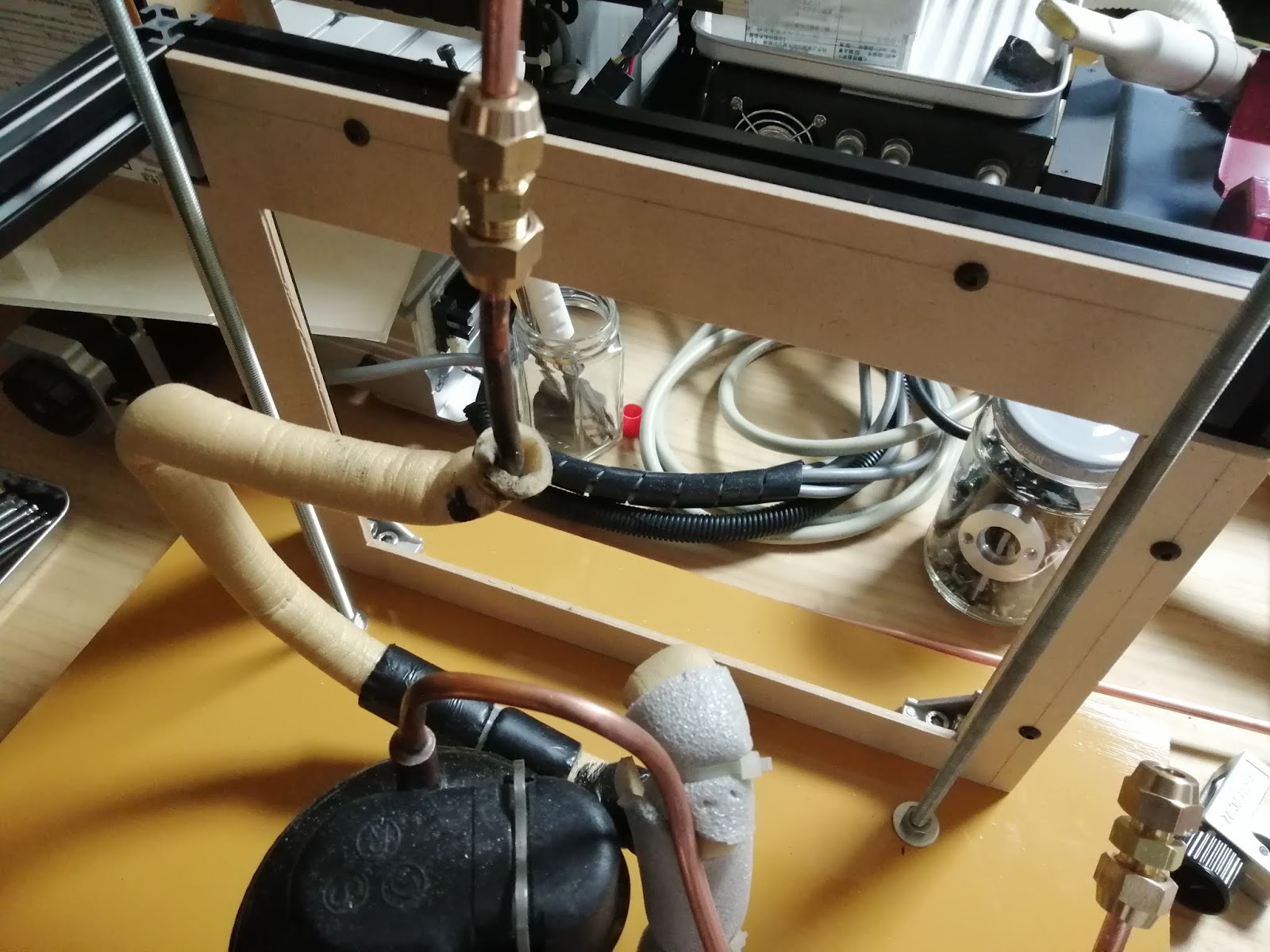
脱線ついでにもう少し先まで行くと、想定している配管ではこのサービスポートの先に赤い第一チューブがつながります。ちなみにこのチューブの芯の部分には上記したピンを押すための突起がついております。

そして第一チューブの他端をこんな風にチーズに繋ぎます。ここでバルブが接続に参加していますが、これは単なるネジ山変換(4分と7/16?)のために入っています。

さらにチーズの一旦は第二チューブにつながっています。ここでもネジ山変換が入っています。

で、第二チューブの他端はフロンガスボンベにつながります。

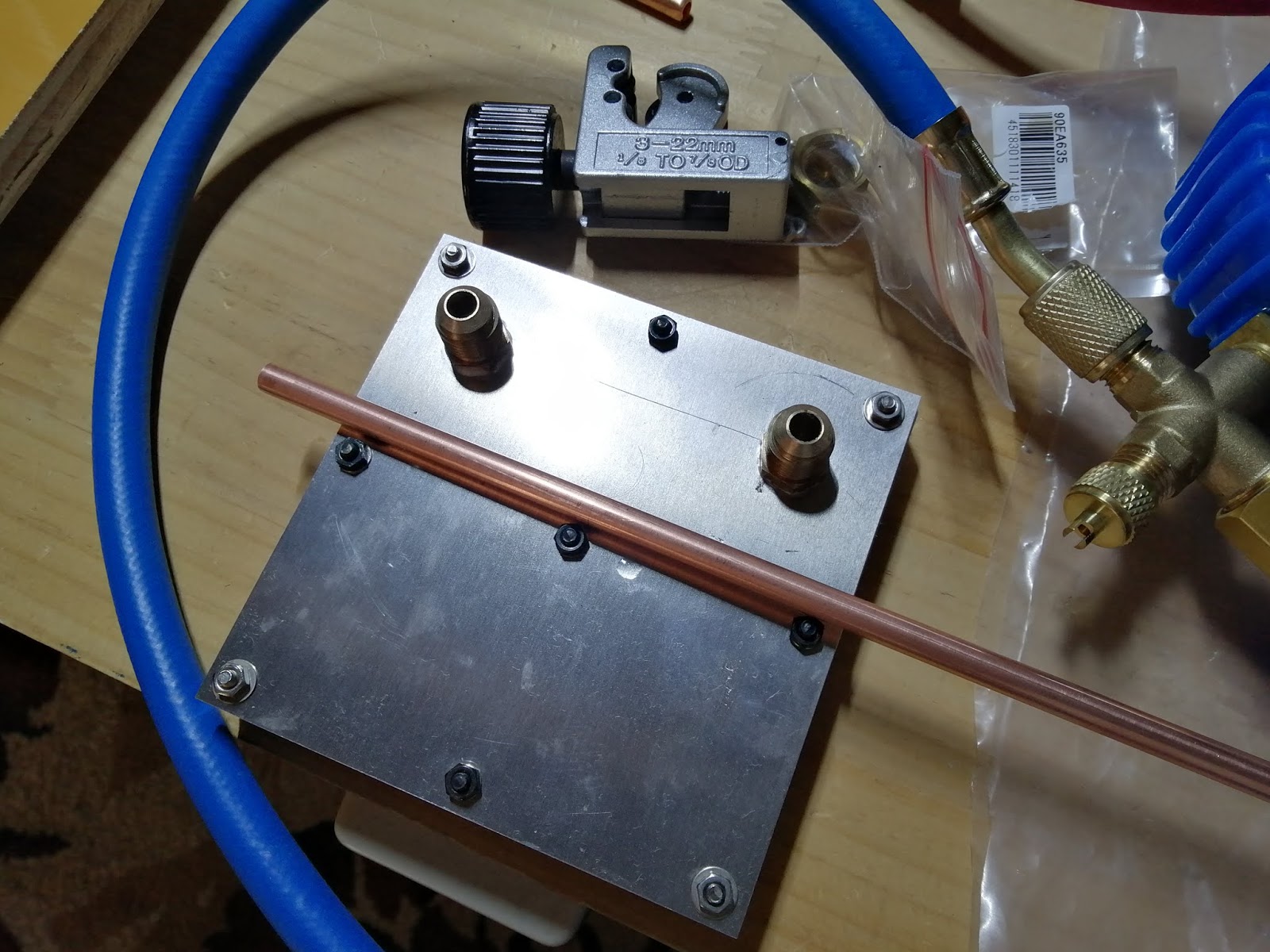
チーズの分岐には6mmφのフレア加工したアルミパイプを取り付けて、その先にはバルブと真空ポンプを接続します。
こうすることで、真空引きして系の空気を抜いた後にフロンガスのみで配管内を満たすことができるわけです。

以上脱線でした。チューブ外して曲げ加工に入ります。

加工といっても今ついているチューブを曲げるわけではありません。曲げるにはあまりに長さが短いのです。
そこで、このエルボを使います。

せっかく作ったフレア加工を、
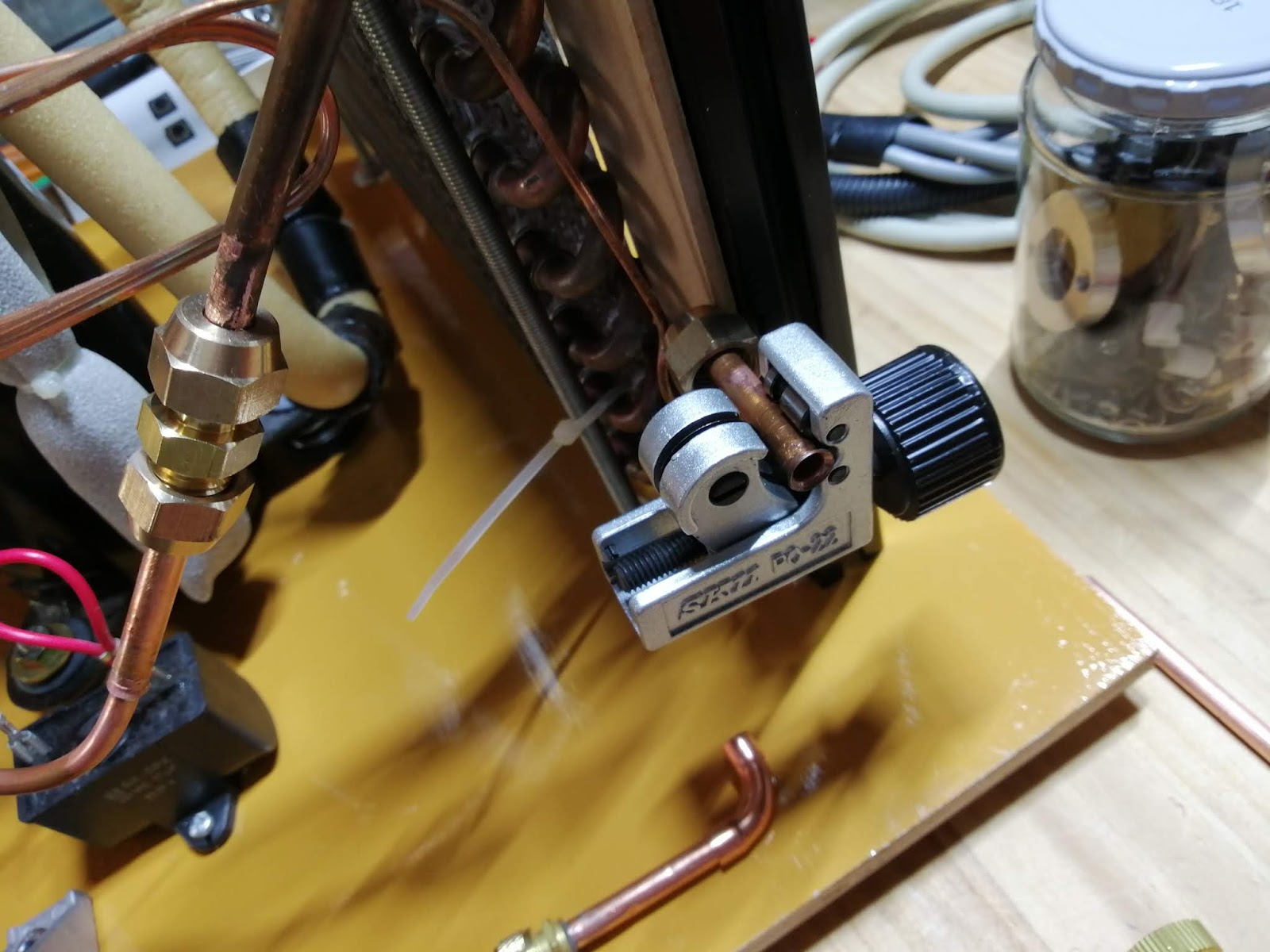
容赦なく切り落とします。

サービスポート側も長すぎる部分を落とします。

ここで先ほどの復習です(笑
サービスポート内のパッキンは樹脂製なので、今から行うはんだ付け作業の熱には耐えられません。ので取り外します。

サービスポートのキャップを外して反対側をサービスポートに突っ込んで回すと、

中のパッキンが取れてきます。自転車のタイヤの虫ゴムに相当する部分です。

パッキン外したサービスポートはご覧の通りただの丸穴です。

では作業していきます。

ハンダが流れる部分の油汚れをエタノールで落とし、さらにフラックスで磨きます。
要は酸化膜落としたいだけなので、サンドペーパーで削ってもいいでしょう。

サービスポート挿して接続部分にはんだを巻き付けます。

で、バーナーであぶっていきます。動画で。
バーナーの当て方はあちこちに書いてありますが「周りから温めていって結果的にはんだを溶かす」というものです。
出来たかな?

他端を指で塞いで息を吹き込んでみるとスカスカでした(笑
ハンダが足りなかったようです。もう少しだけ足して再トライします。

今度は大丈夫かな。

OKでした。サービスポート側は終わりです。

次はここ。向きを調整してはんだを巻き付けます。
このエルボは6mmφ管に対してガタが大きかったのでペンチで少し潰してから押し込みました。

慎重にあぶってはんだを流し込みます。

今度は一発OKです。

パッキンを元通りにねじ込めば完成です。これで二か所完成。
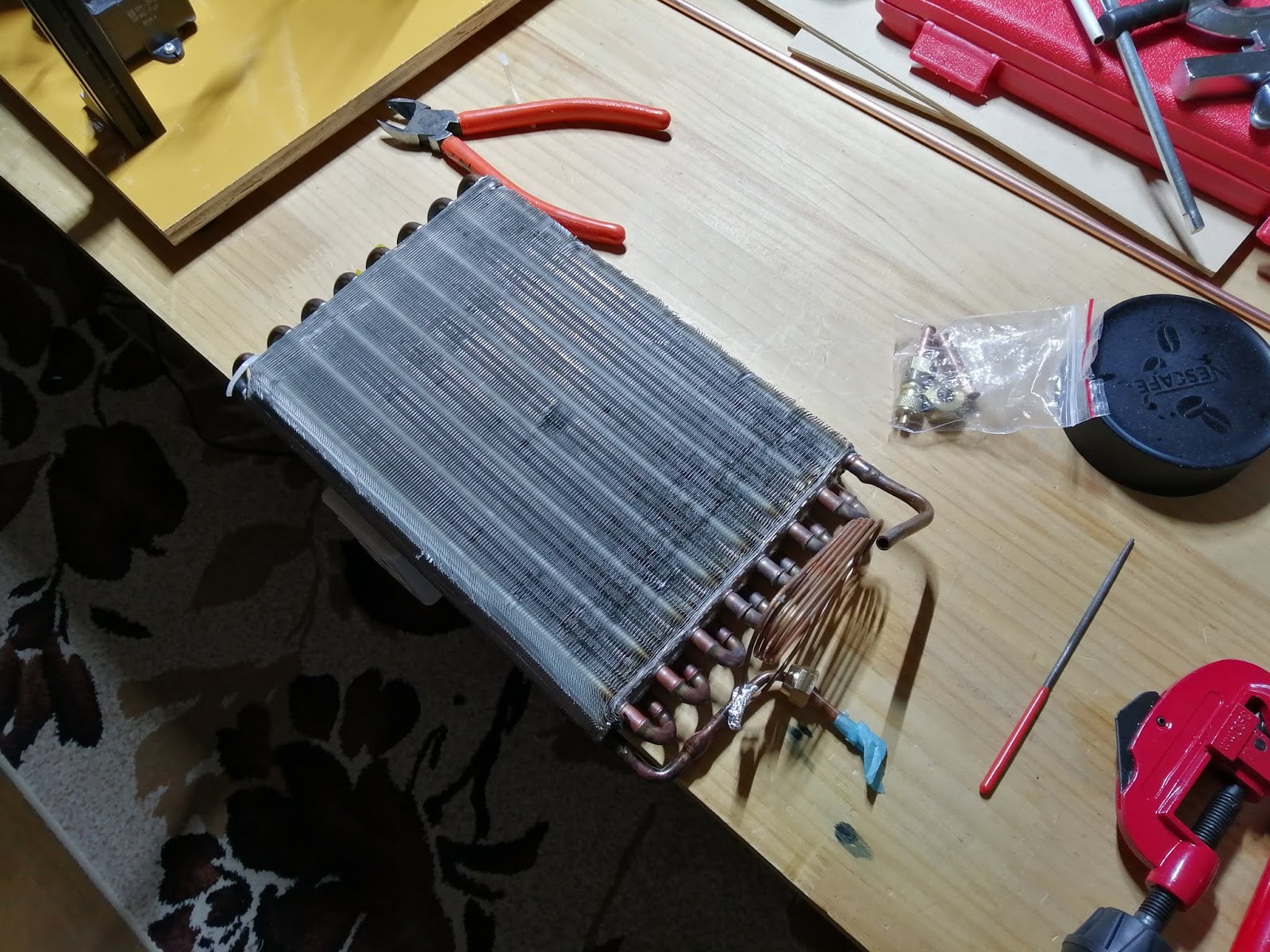
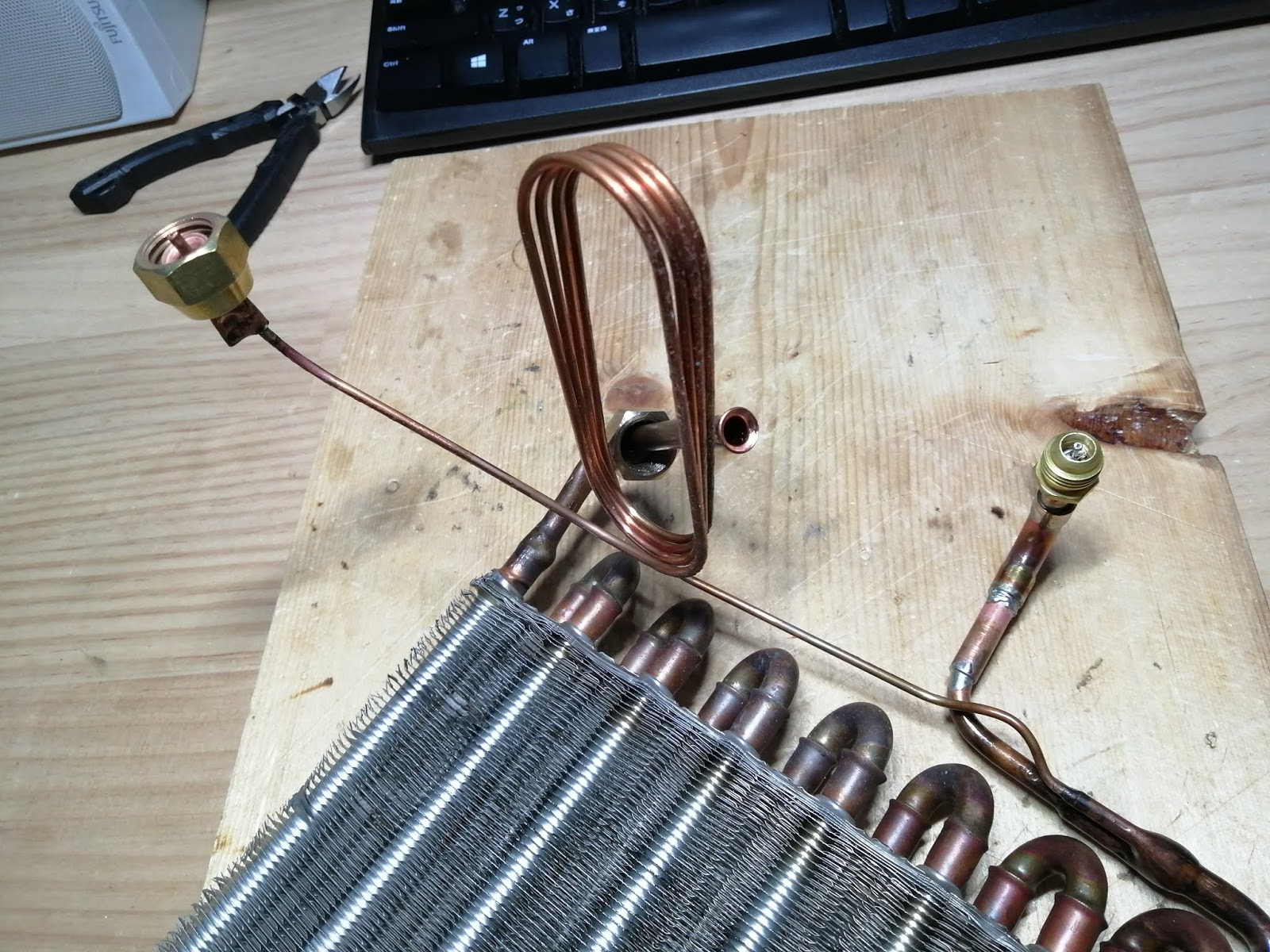
お次はこのキャピラリです。
キャピラリはこのガス枕に接続するわけですが、2mmφのキャピラリと6mmφ用のフレアジョイントなのでそのままではどうやっても繋ぐのは無理です(笑

ということで、6mmφの管を持ってきて、
短めに切って一端をフレア加工します。

これをキャピラリの先端に繋いでガス枕と接続します。
が、このままでは管径の差が大きすぎてハンダで埋めるのは至難の業です。

ではどうするかというと、こうします。
2.5mmφの錐持ってきて、

フ レ ア ナ ッ ト を取り付けてから、

錐をガイドに6mmφの管の他端をペンチで潰します。

錐を抜けば2.5mmφの穴が開いているので、

そこにキャピラリを通してハンダ付けすればぐっと楽に作業できるはずです。

接続部分にはんだ巻いて、

溶かして接続します。

大丈夫みたいですね。この部分の気密はしっかりと検証することが難しいです。ガス入れてから漏れの有無で見るしかないですね。

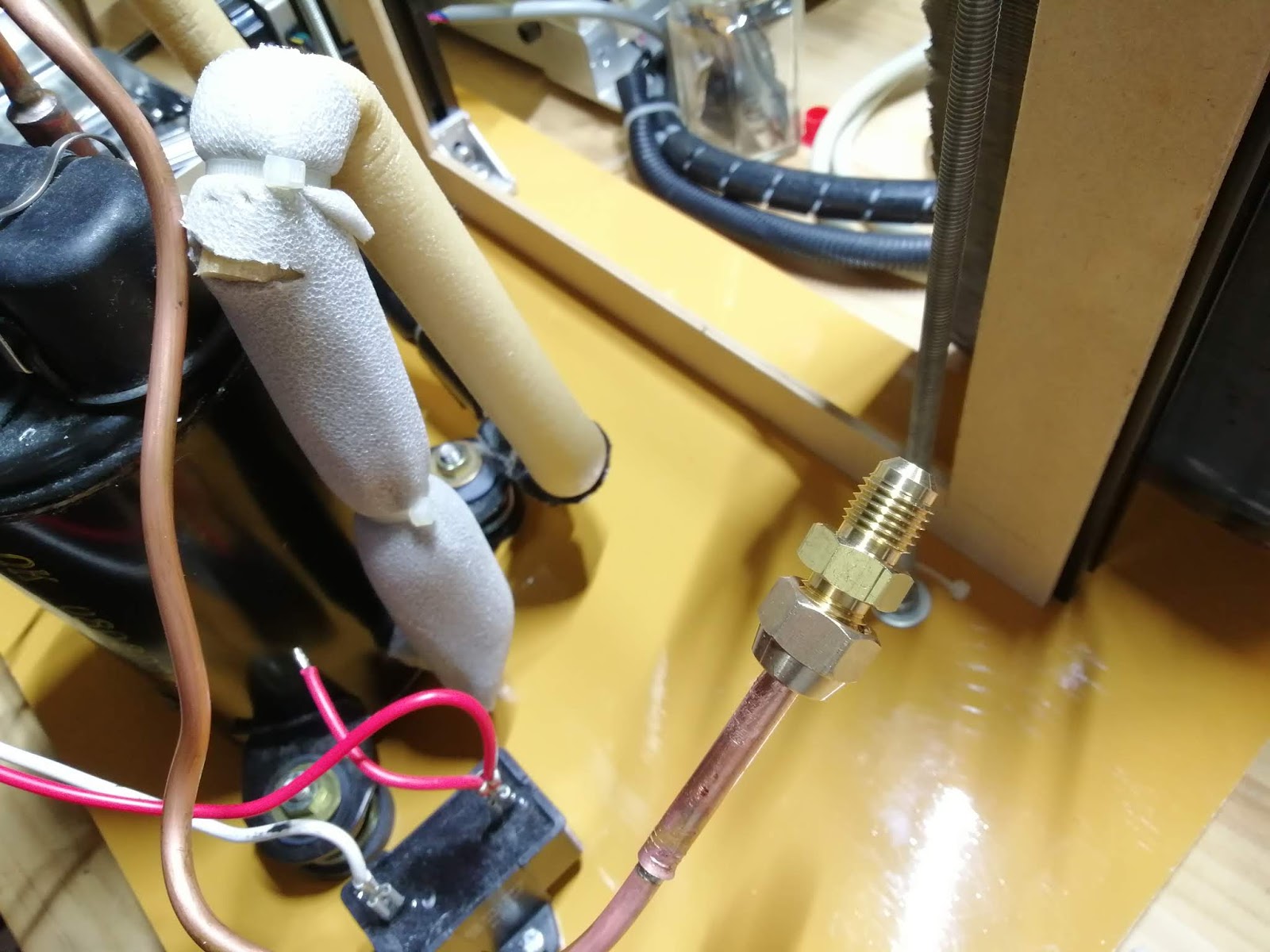
最後の最後はコンプレッサに戻る管のフレア加工です。ここは6mmφなので楽勝。
と思ったら….フレアナット入ってないですねえ(笑
はい。一回切断して再トライです。 フ レ ア ナ ッ ト 入れてからね。
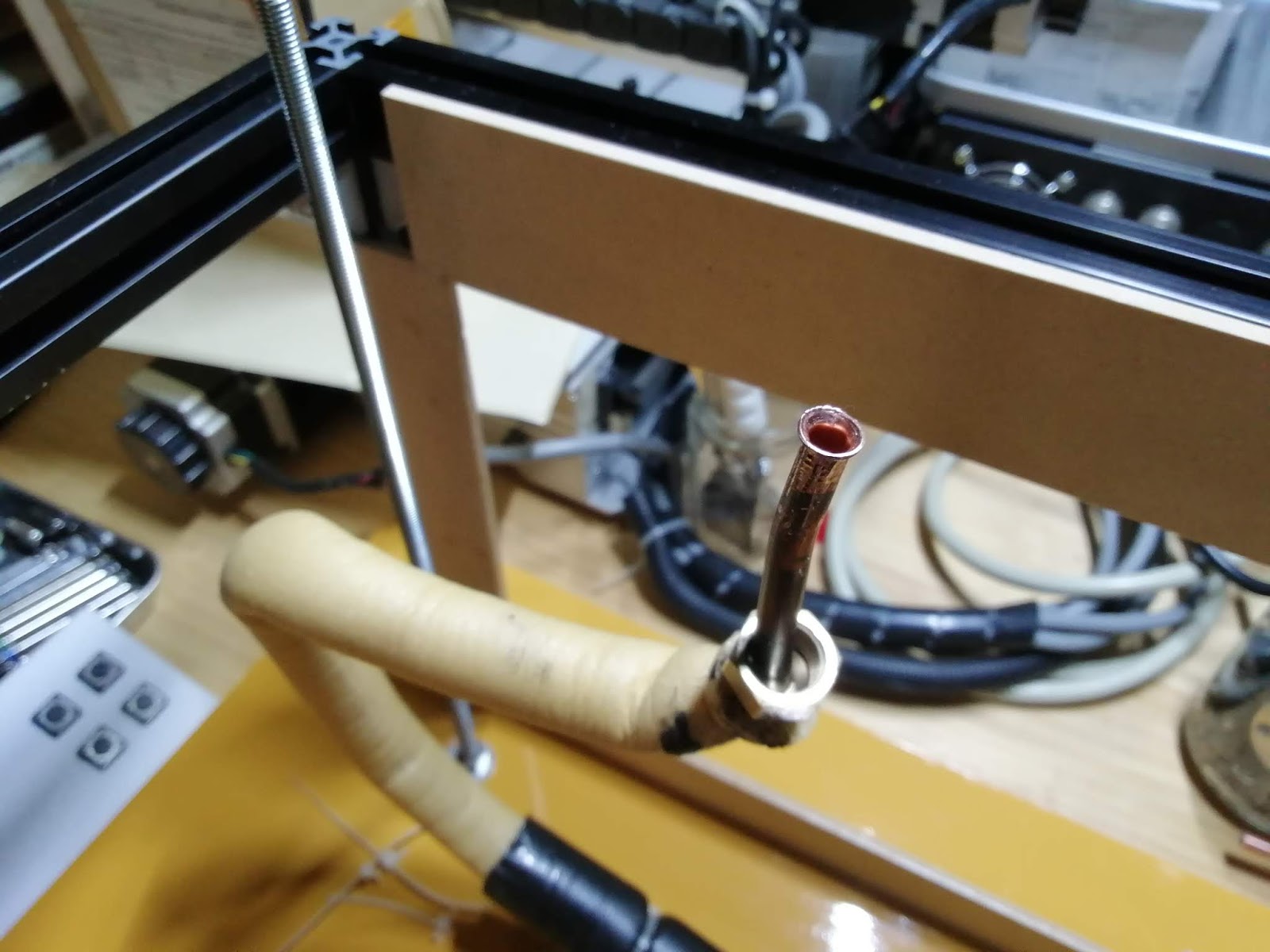
ガス枕繋いでみます。フレア接続部分だけでも十分な強度があります。素晴らしい。
ええ感じです。
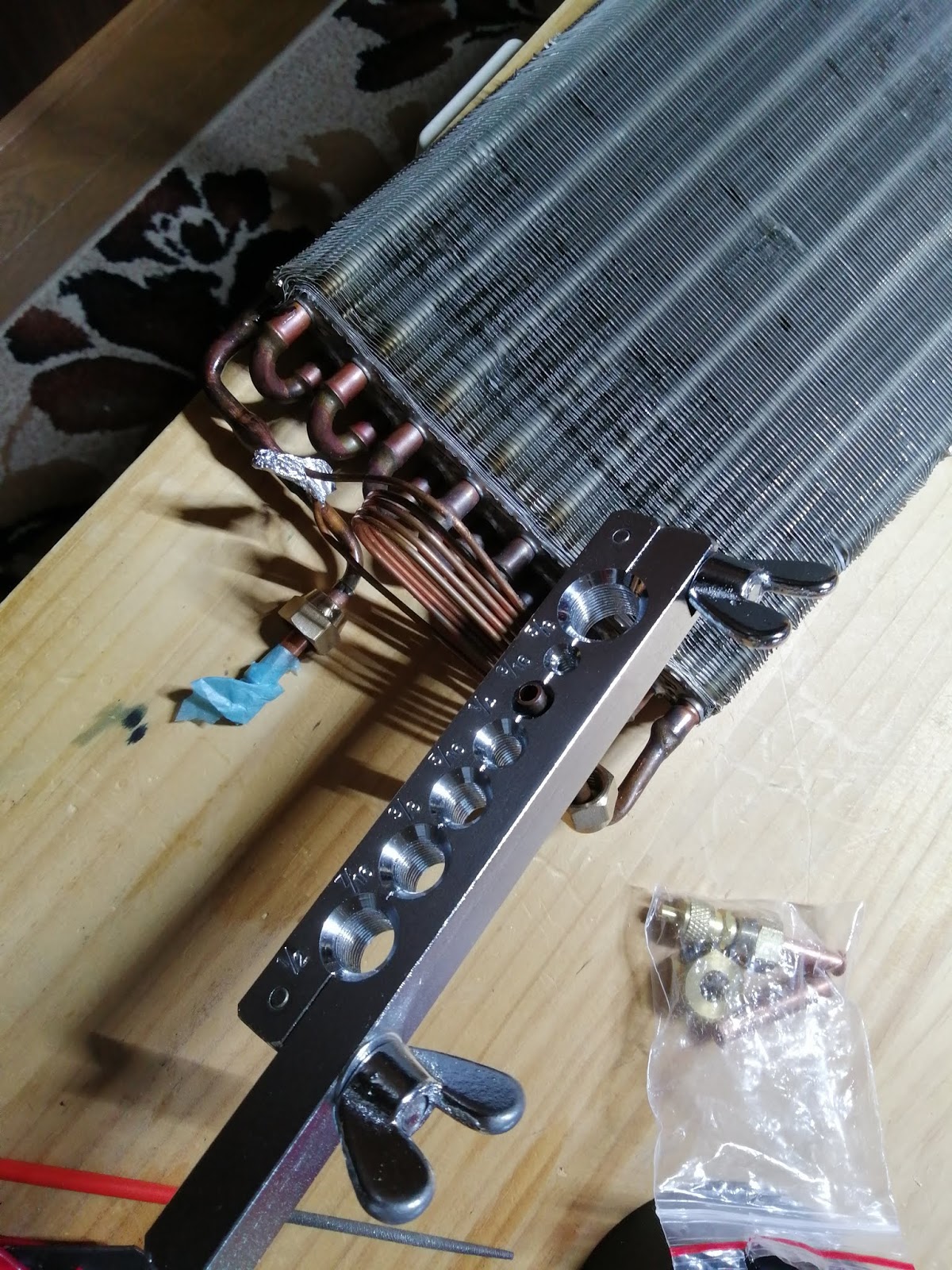
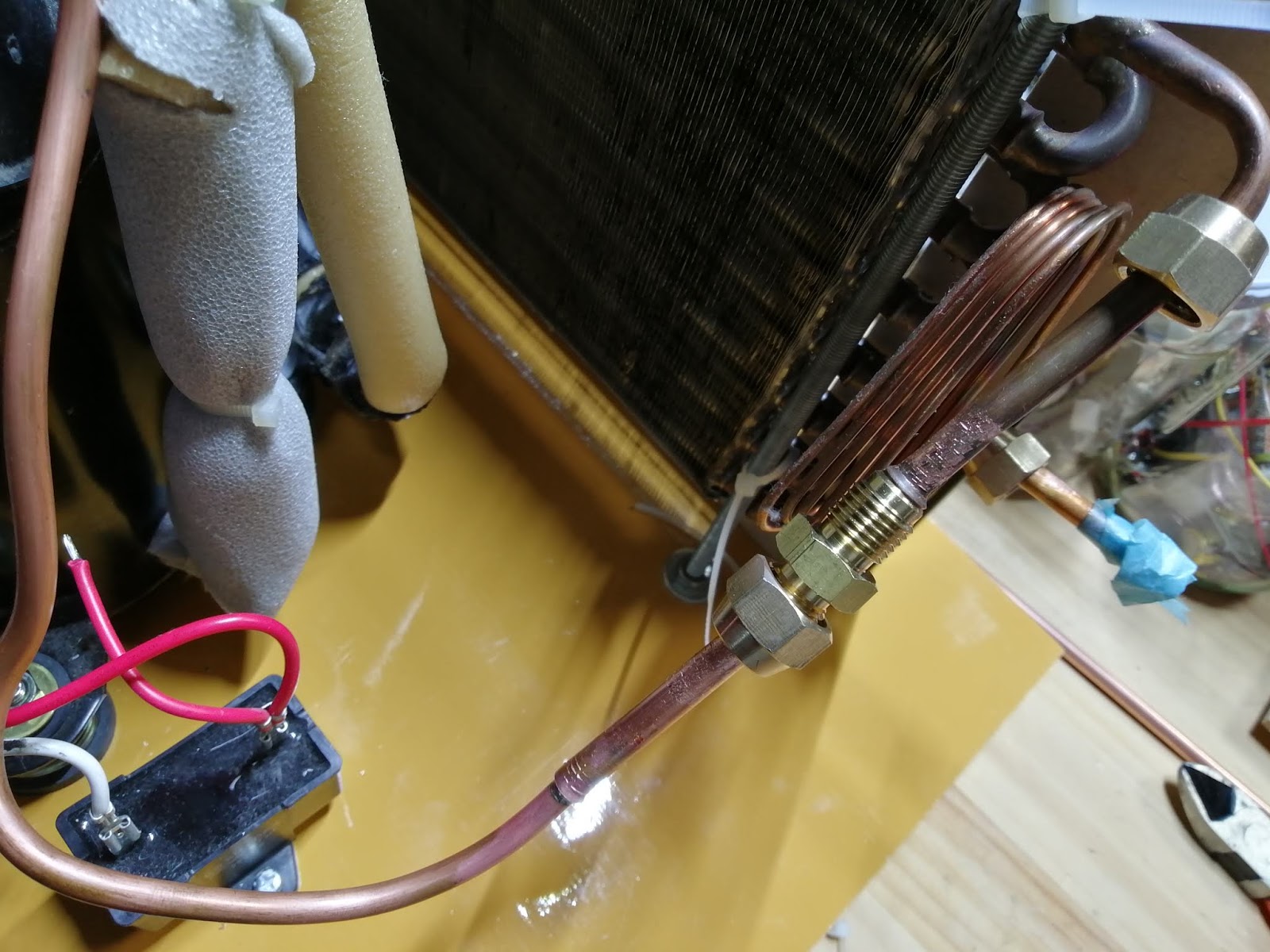
ラジエータの配管接続加工も含めてすべて終わりました。
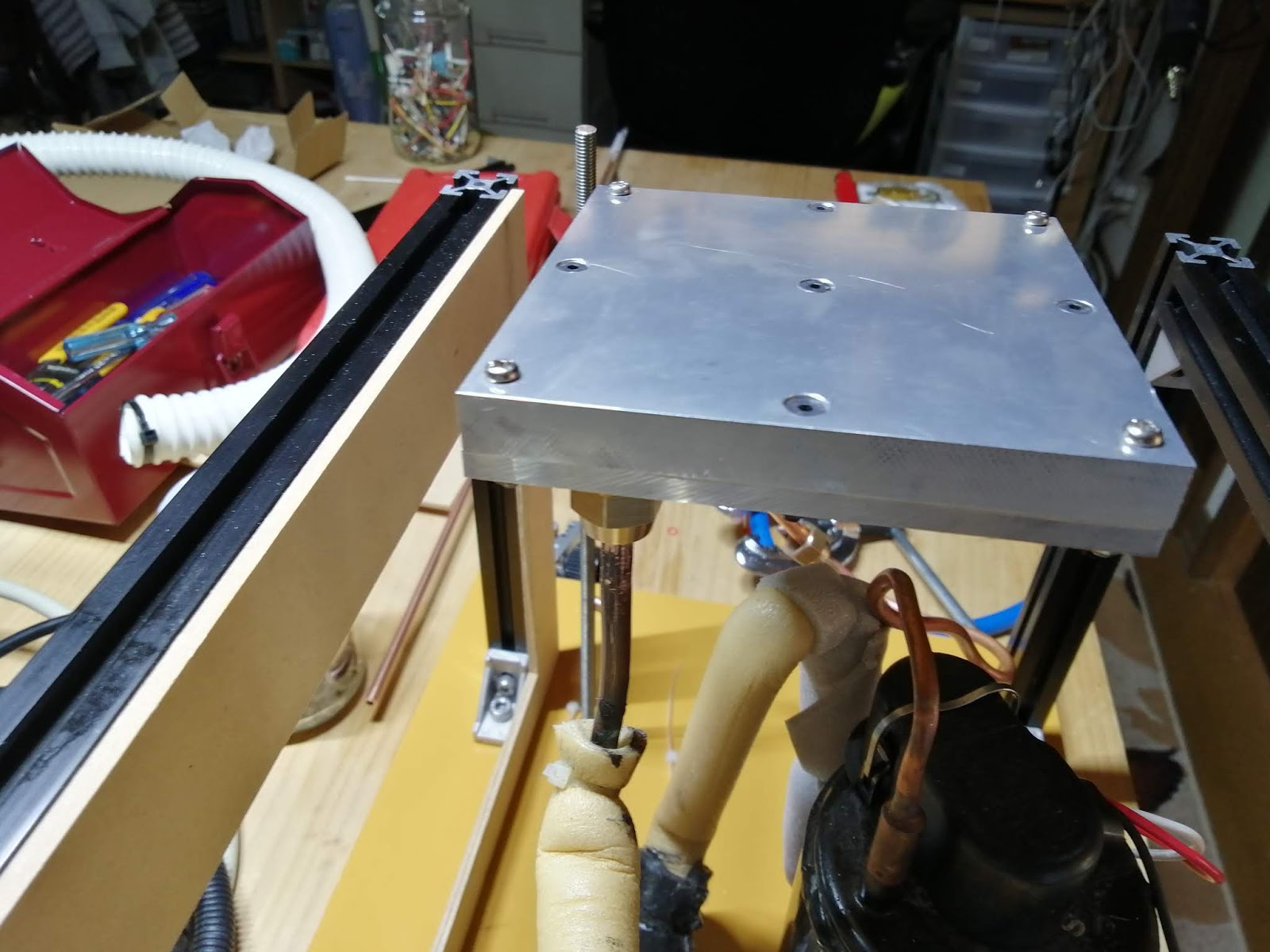
では本組に入ります。
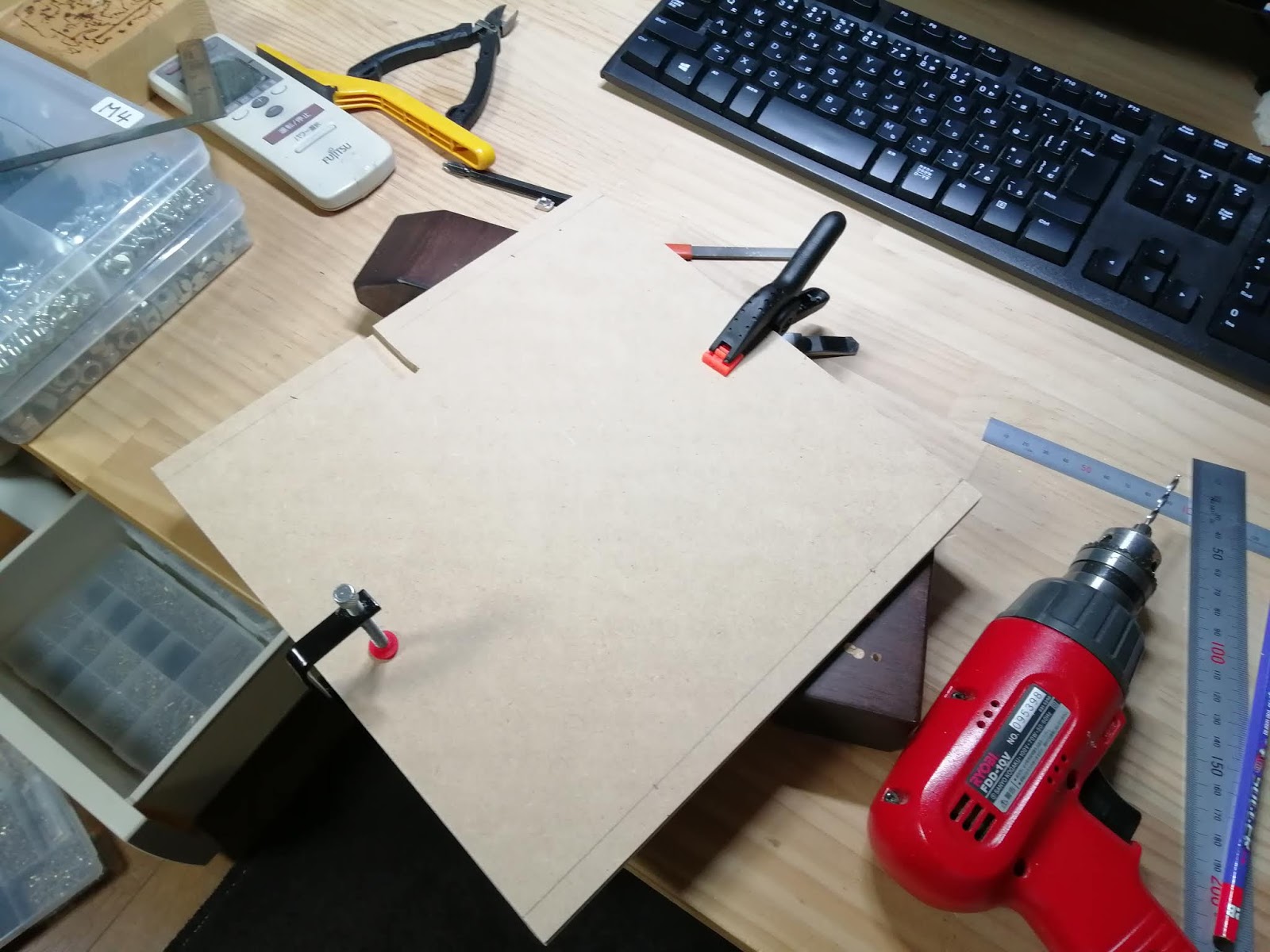
切り出した板に穴加工をしてフレームへねじ止めしていきます。

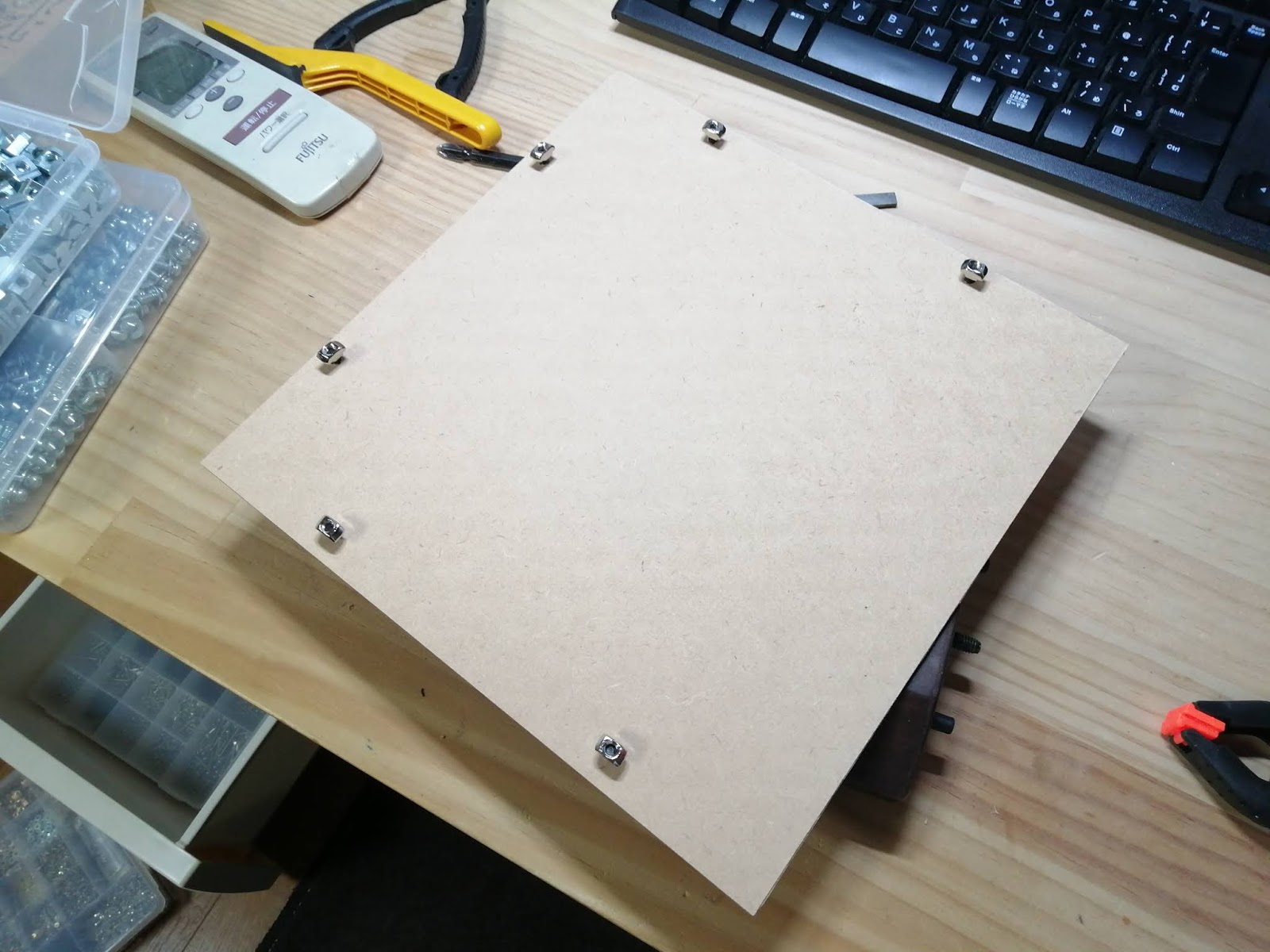
後入れナットが活躍。

なんとも心もとないM4のフレームナットですが、MDFの板固定するクライなら十分すぎるほどの強度があります。このナットは縦にした状態でアルミフレームの溝に落とし、ねじを回すことで自身も90度回転してフレームに引っ掛かるようになっています。なかなか賢い作りです。

6ヶ所も止めました。過剰品質(笑
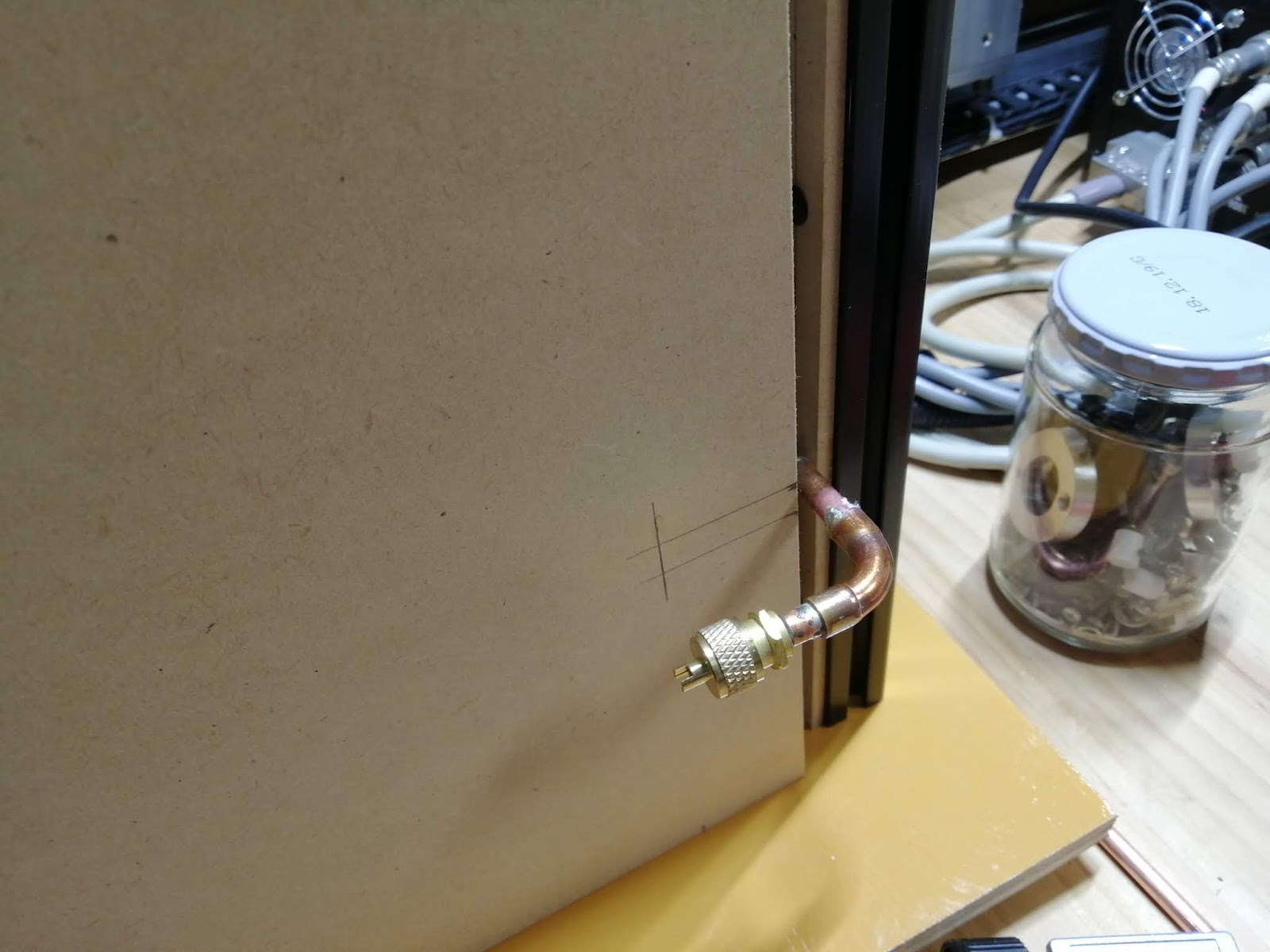
先ほど90度曲げたサービスポート部分は外に飛び出しますので、切り欠きを入れます。
反対側の板と合わせて穴加工を行い、
同じように後入れナット使って、
取り付けます。
溝加工部分の隙間は後でふさぐことにします。
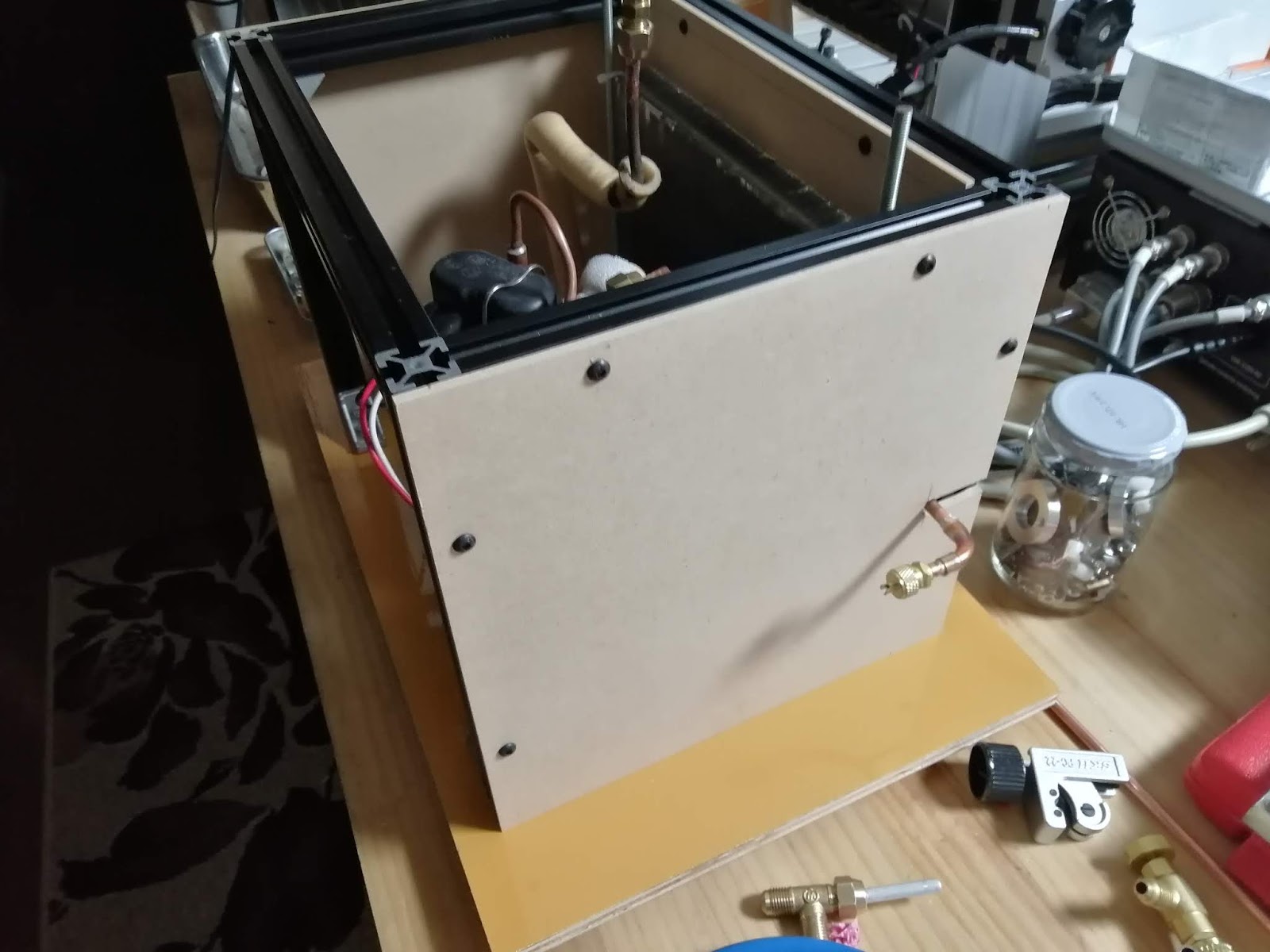
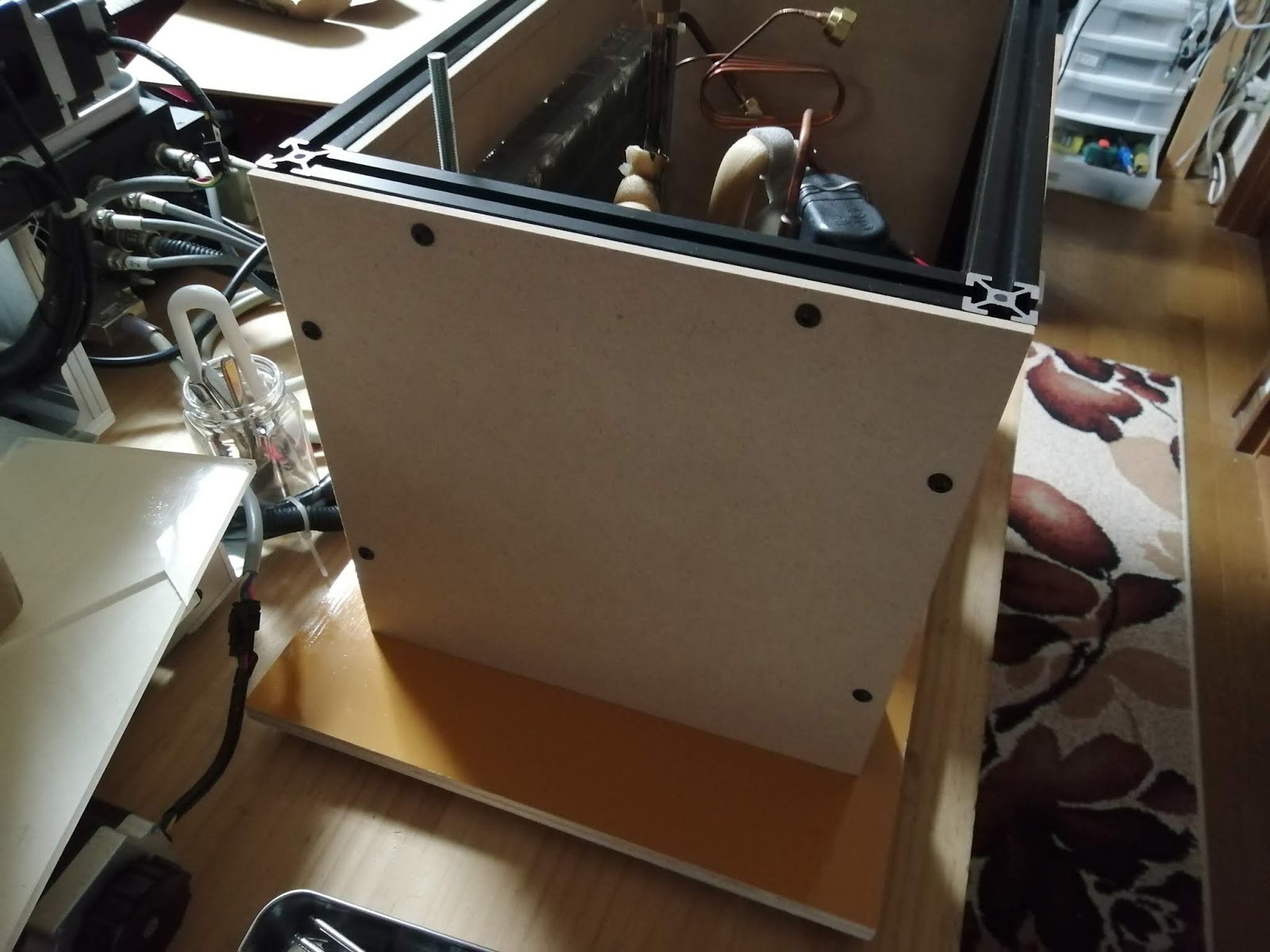
3方の壁が閉じました。背面は排気用の大穴開ける必要がありますので、その加工を終えてから取り付けることにします。
本日はそれなりの進捗を見たかな。
ガス入れの日も近づいております。

それでは皆様ご自愛ください。落ち着いて賢くこの危機を乗り越えましょう。