ガス冷却の見通しが立ちましたので、いよいよ霧箱本体の作製に入ります。
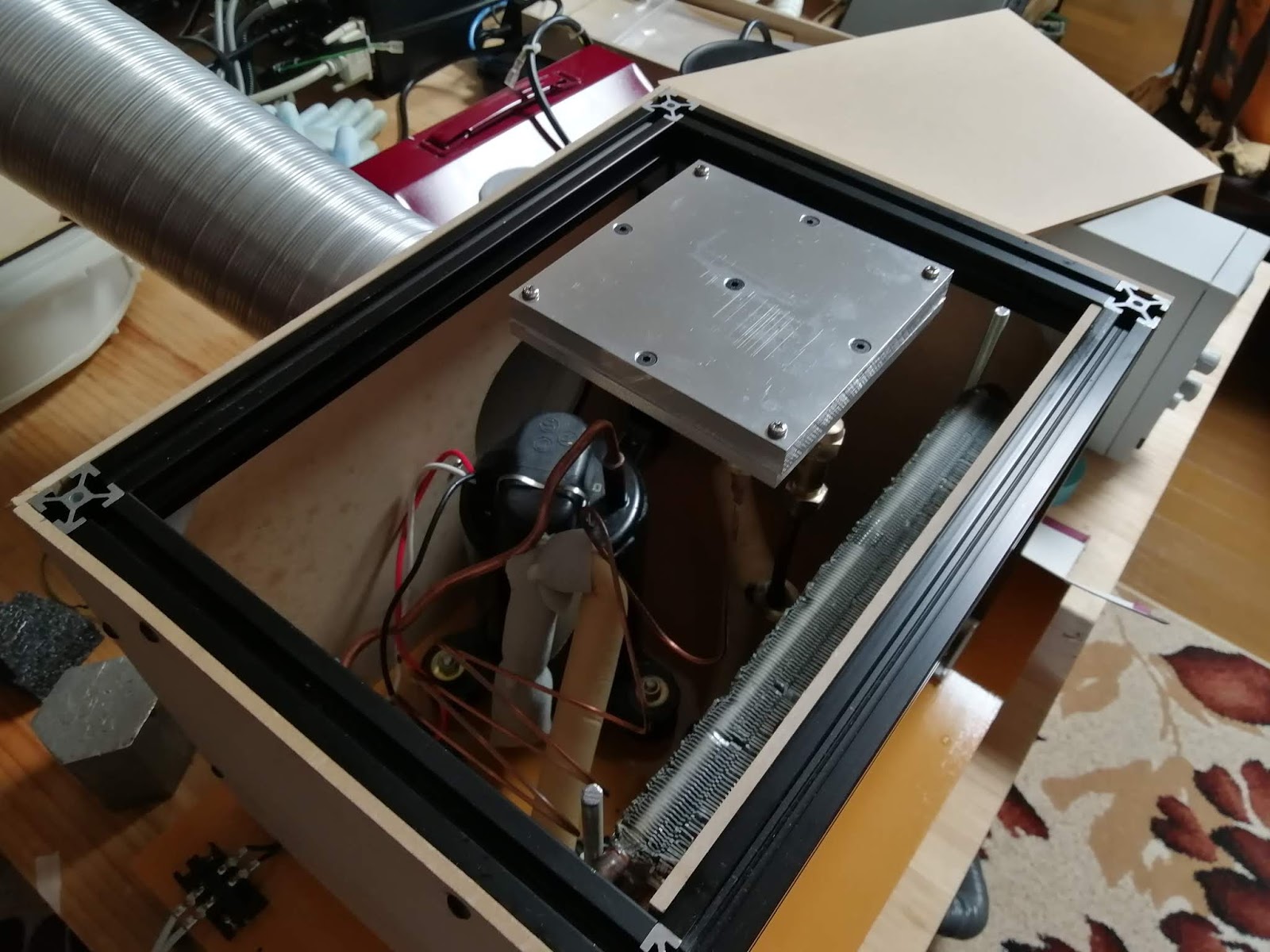
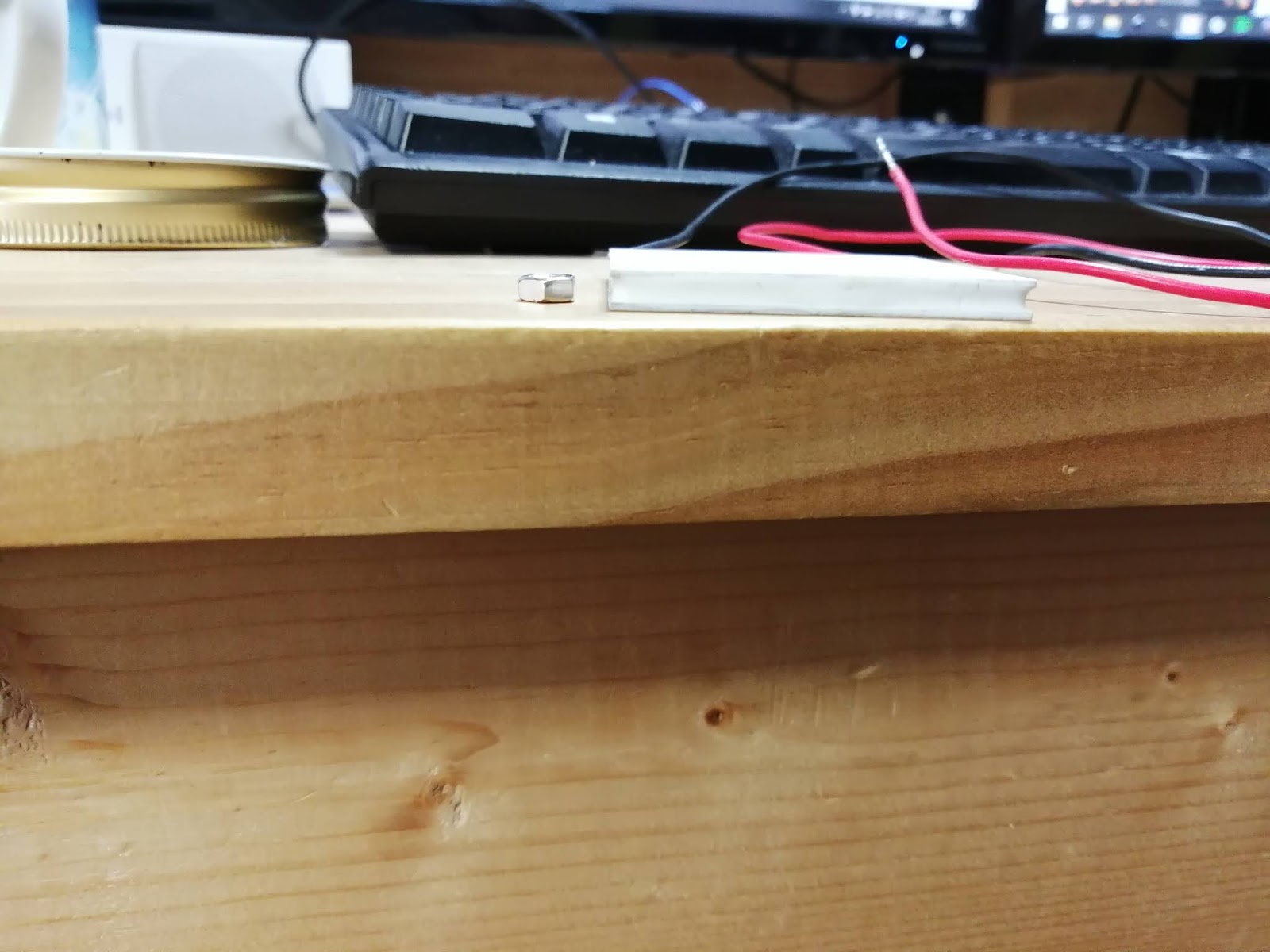
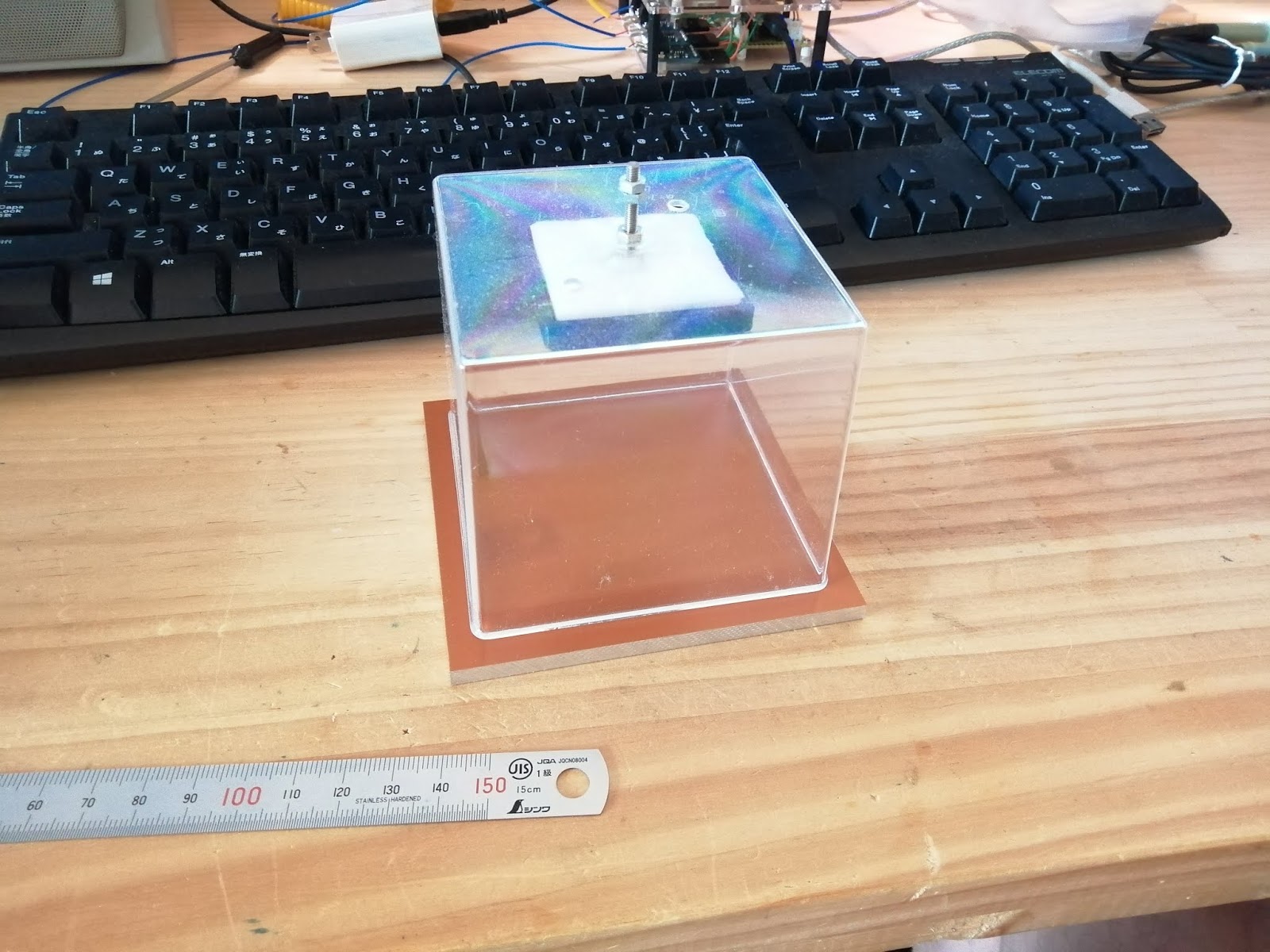
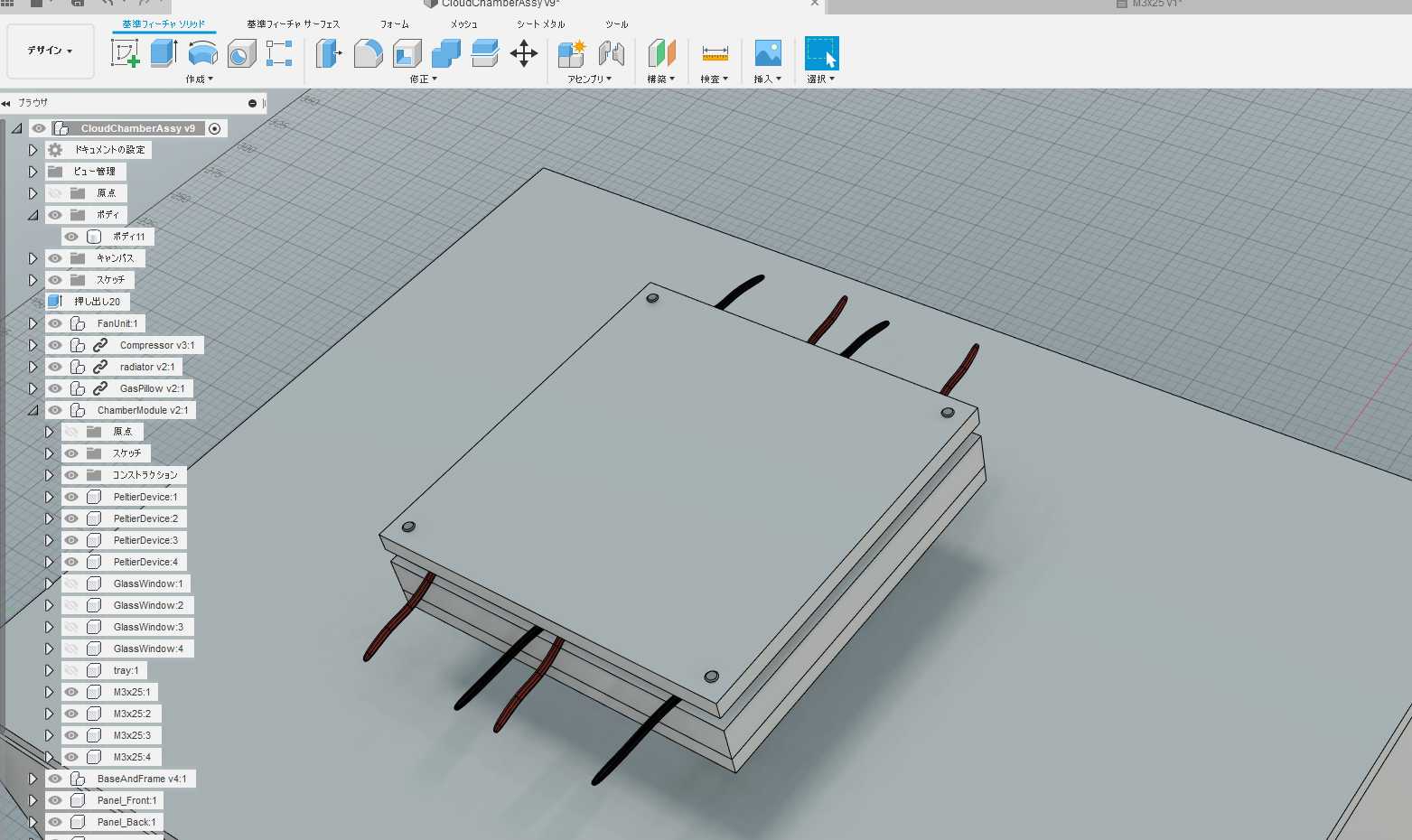
現状はこんな感じ。
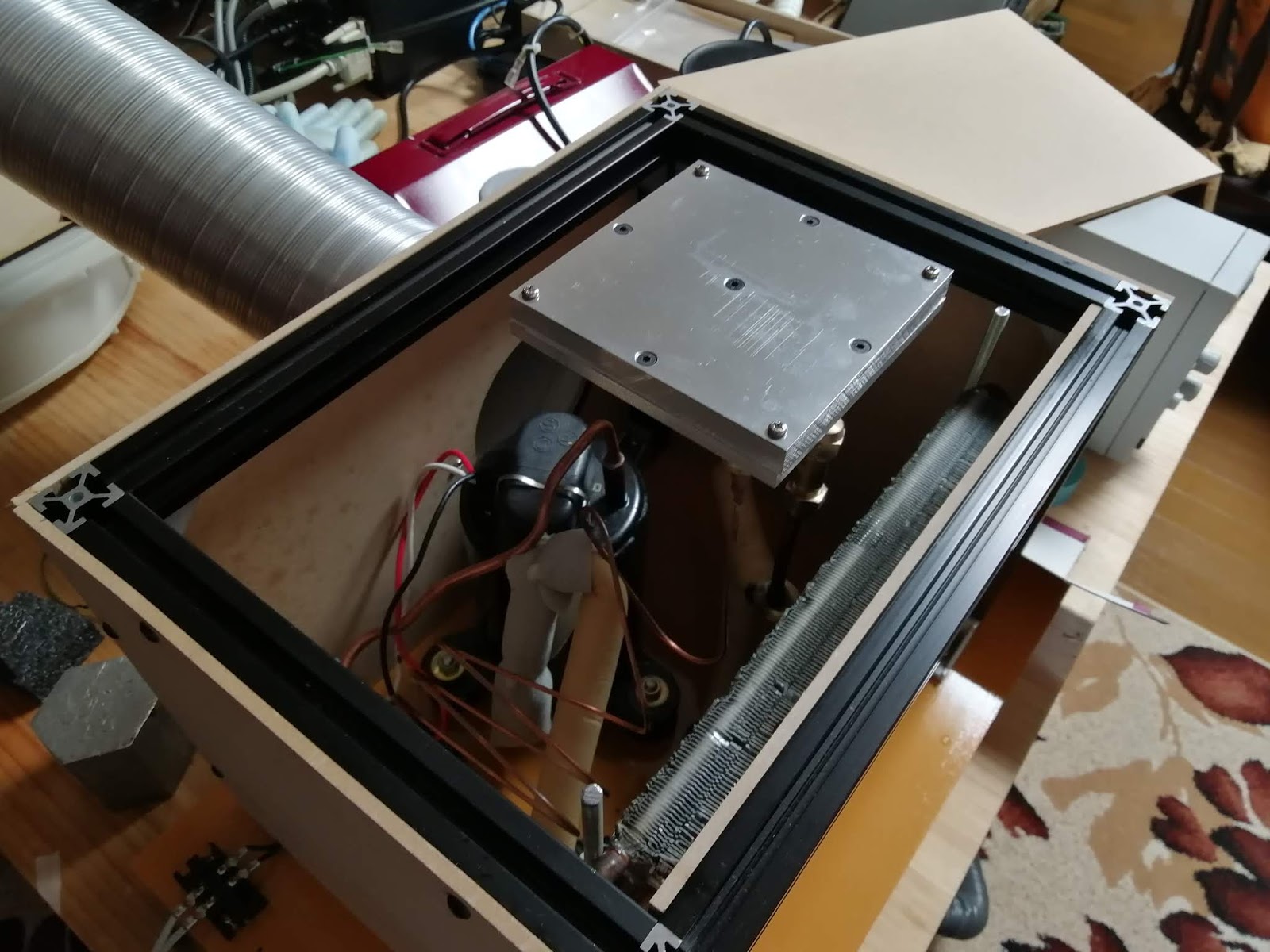
ガス枕の上にはペルチェ素子が乗って、その上に霧箱本体が乗ります。
今回作成しようと考えているのは林式霧箱と呼ばれているもので、霧箱の底に冷却アルコール(エタノールとかプロパノールとか)のプールがあることが特徴です。この構成にすることで、アルコール蒸気の過冷却層の厚みが増し、軌跡を観察できる体積が増えるのだそうです。これに対して、MFT2016に出展した霧箱は戸田式といわれる構造に近く、アルコールのプールはありませんでした。
アルコールのプールがあるということは、それだけ冷却しなければならないものの量が多いということですから、水冷+ペルチェ二段重ねでようやく-35℃付近を達成していた前霧箱には少々荷が重かったのです。
今回はガス冷却ということで、ペルチェ素子のホット側の冷却の能力は格段に強化されていますので林式にしても大丈夫だと思っております。
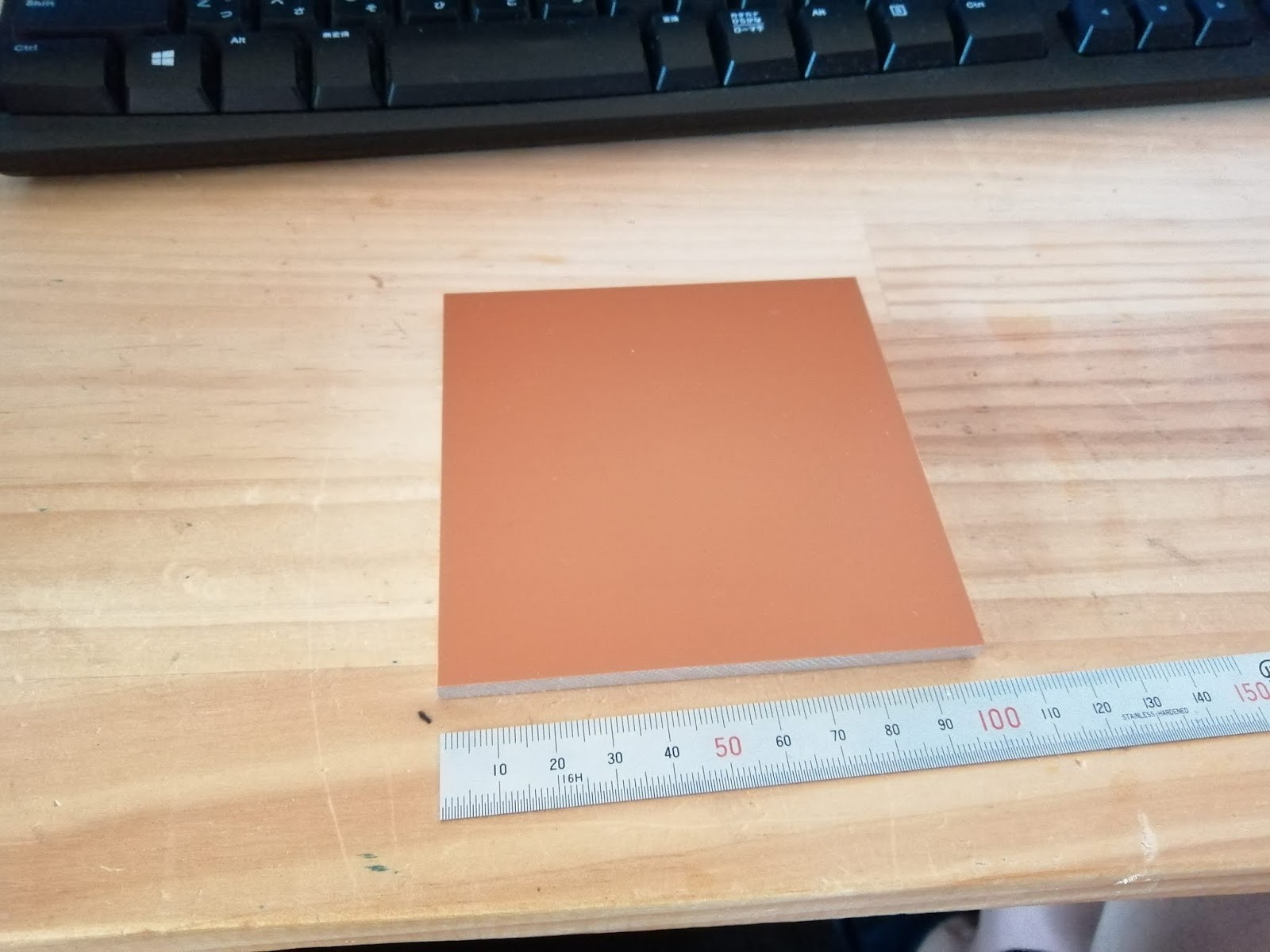
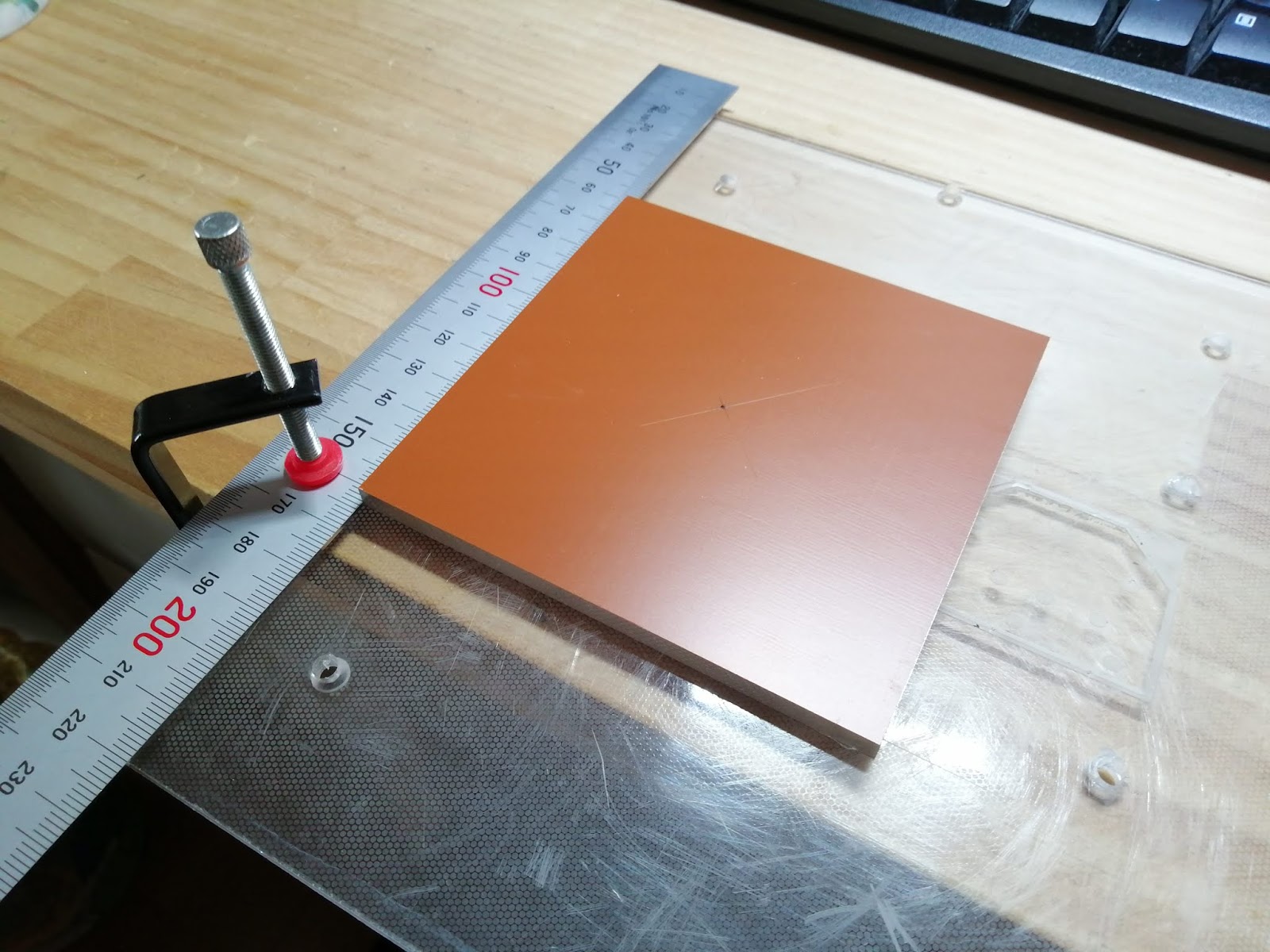
で、そのプールもこんなアルミの板から削り出すつもりです。
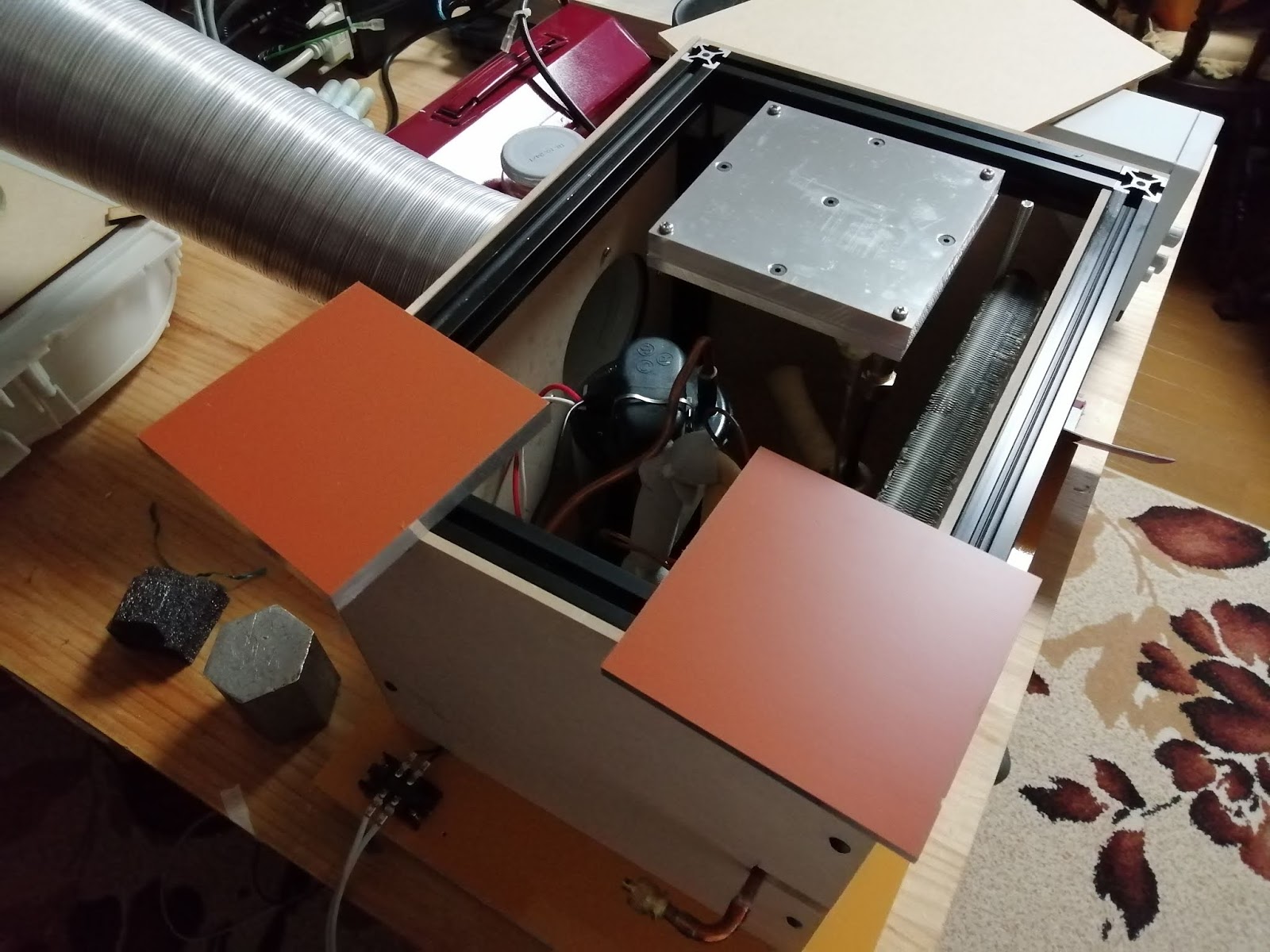
5mmtと11mmtを準備しました。
プールの深さは2mm程度でよいと思いますので、まずは5mmtで試してみるつもりです。
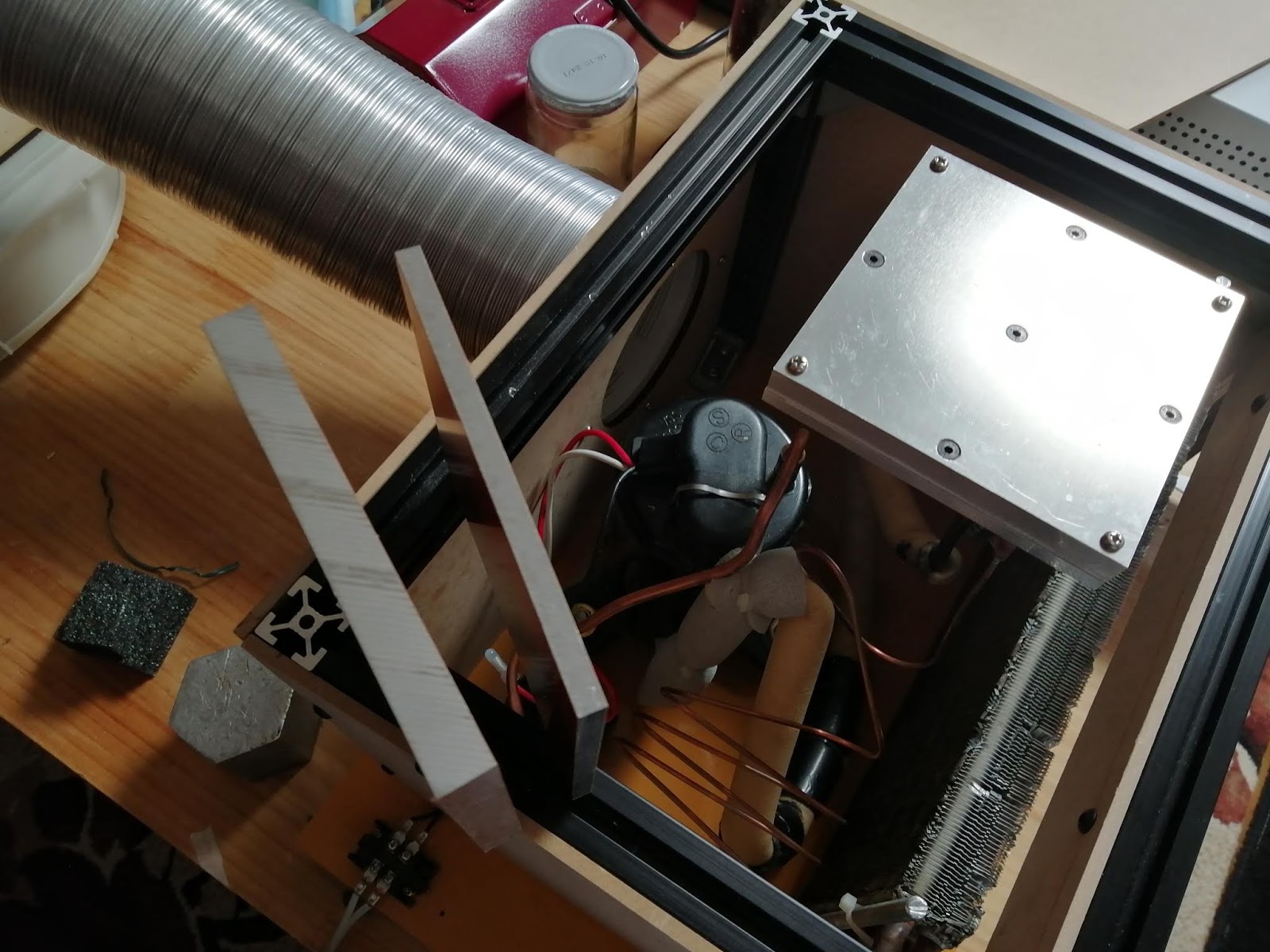
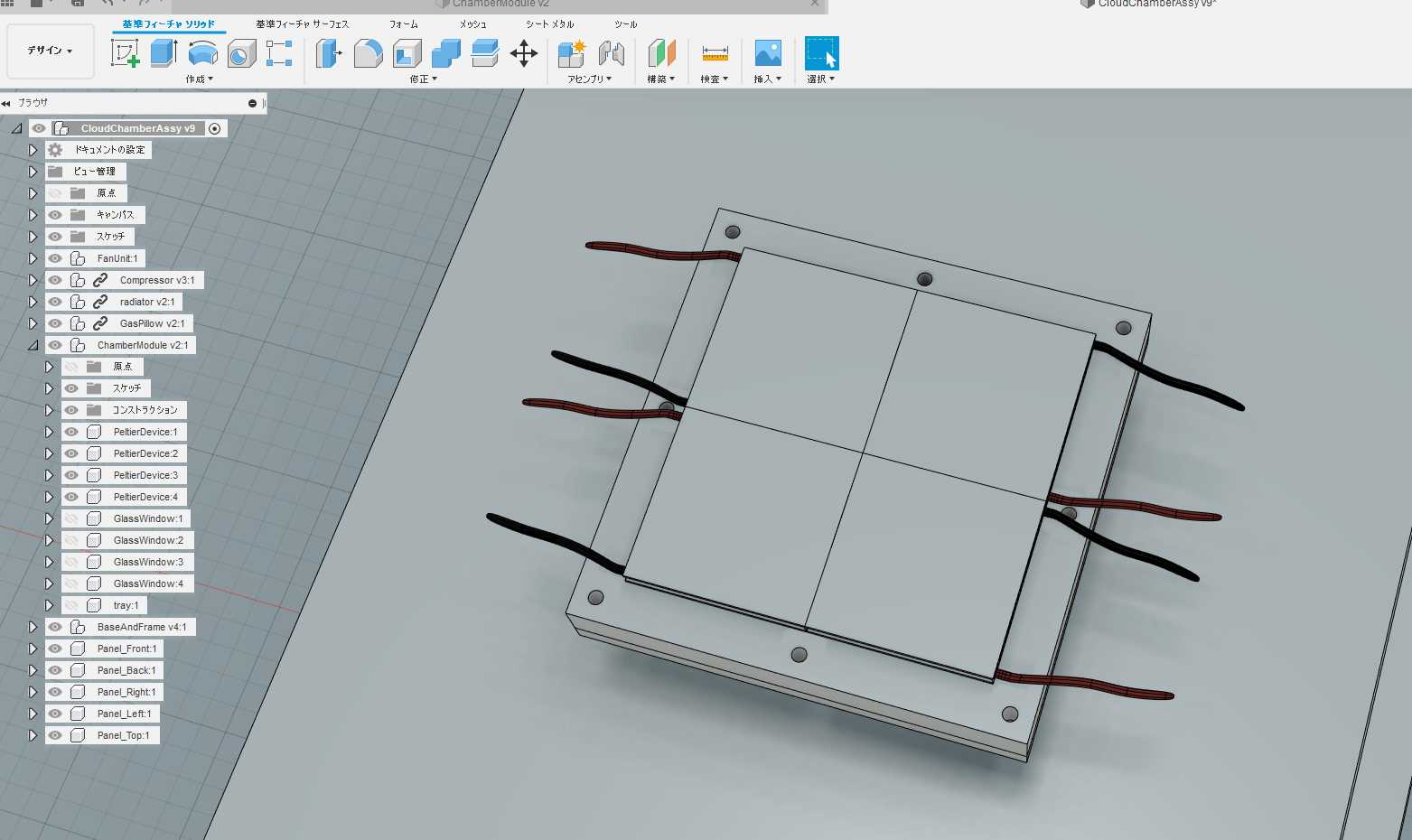
こんな感じでガス枕上にはペルチェ素子を4枚並べる計画。
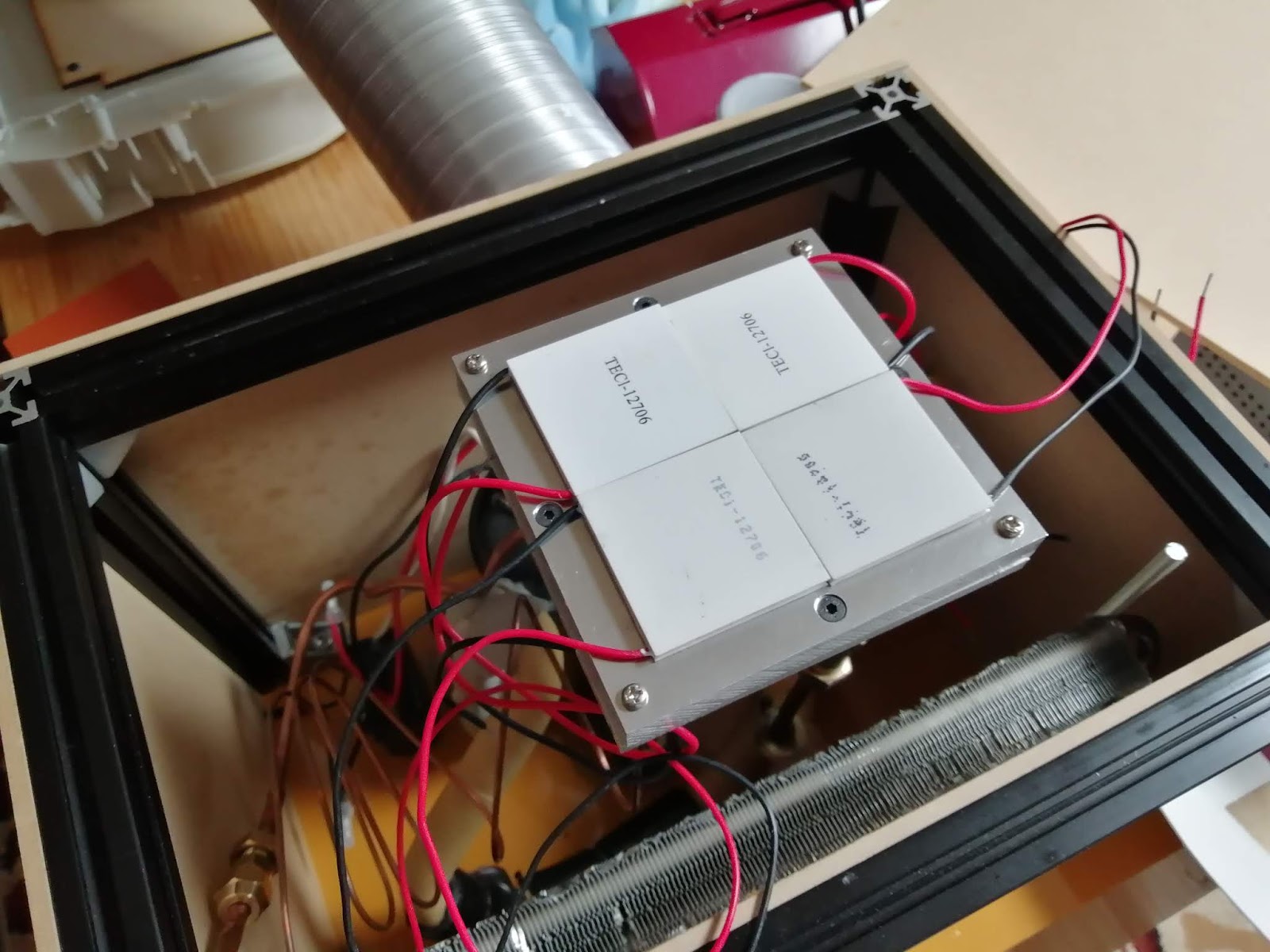
その上に霧箱本体が乗ります。
ペルチェ素子は山ほど準備しております(笑

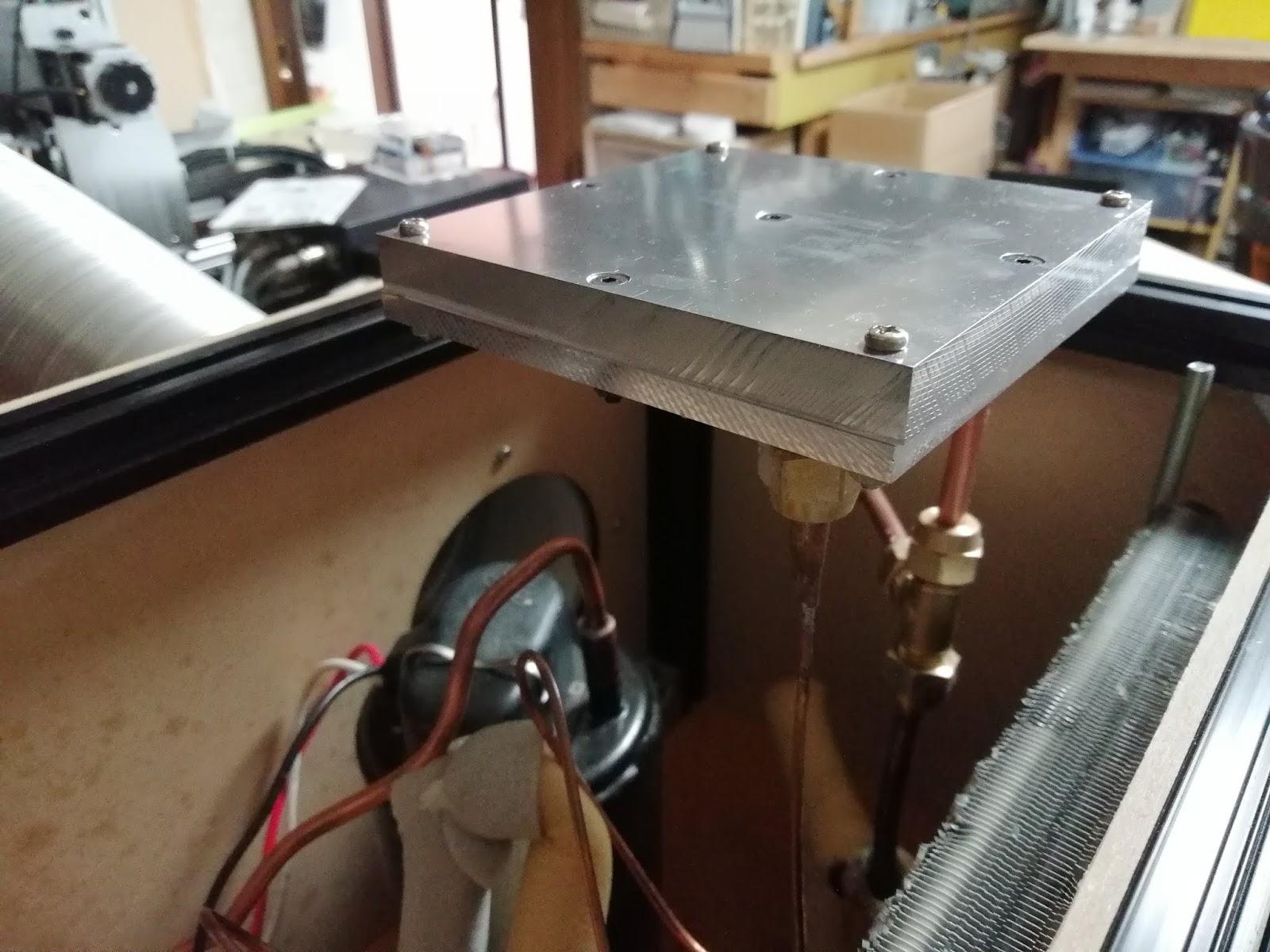
ガス枕とペルチェ素子、霧箱本体は熱的にしっかりと接続されている必要があります。
ということで、ガス枕と霧箱をねじ止めし、ペルチェをぴったりと締め付ける構造をとることにします。
当初からこの構造を想定し、ガス枕の四隅には貫通穴を開けておりました。
このネジを外して、
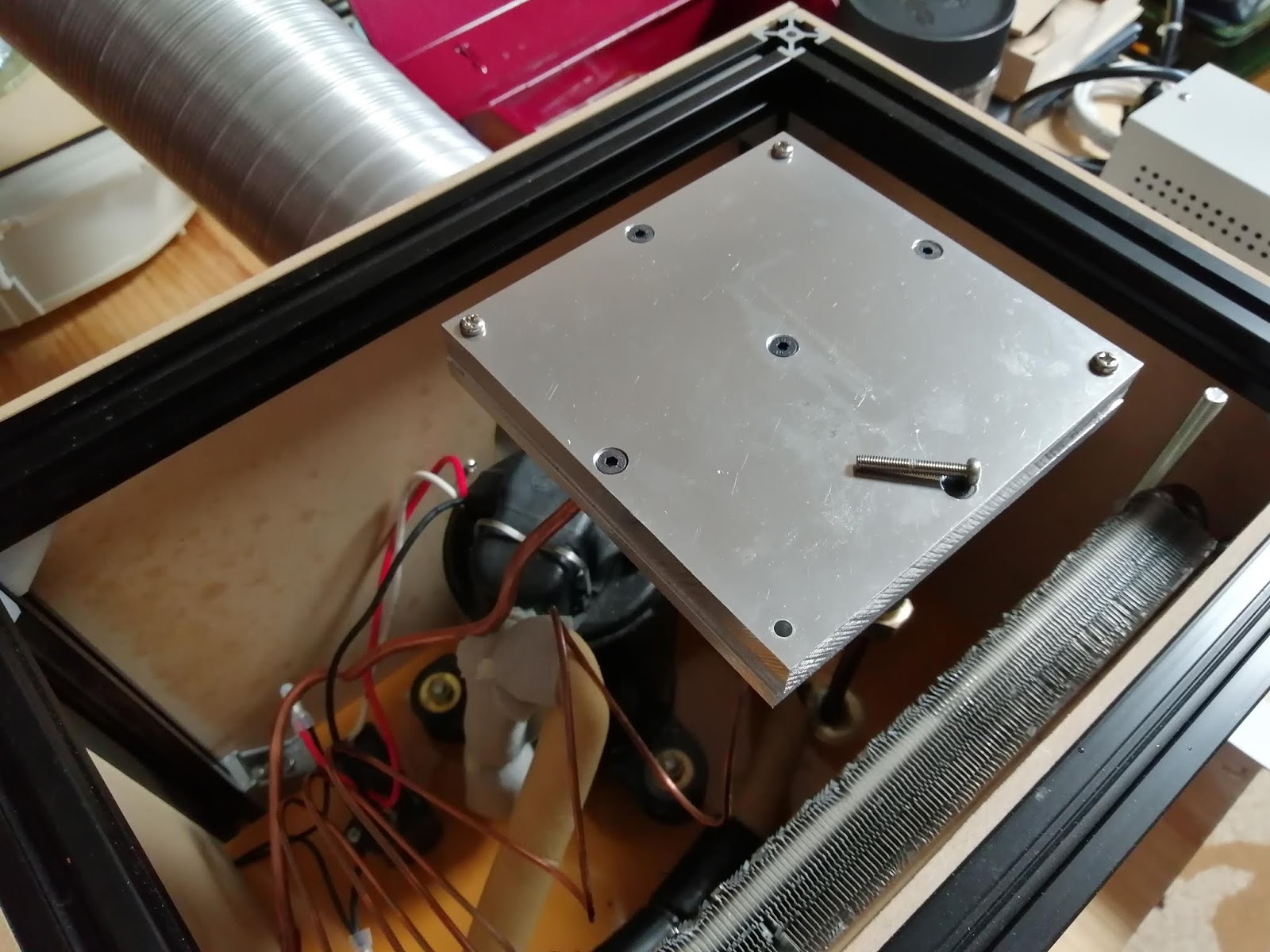
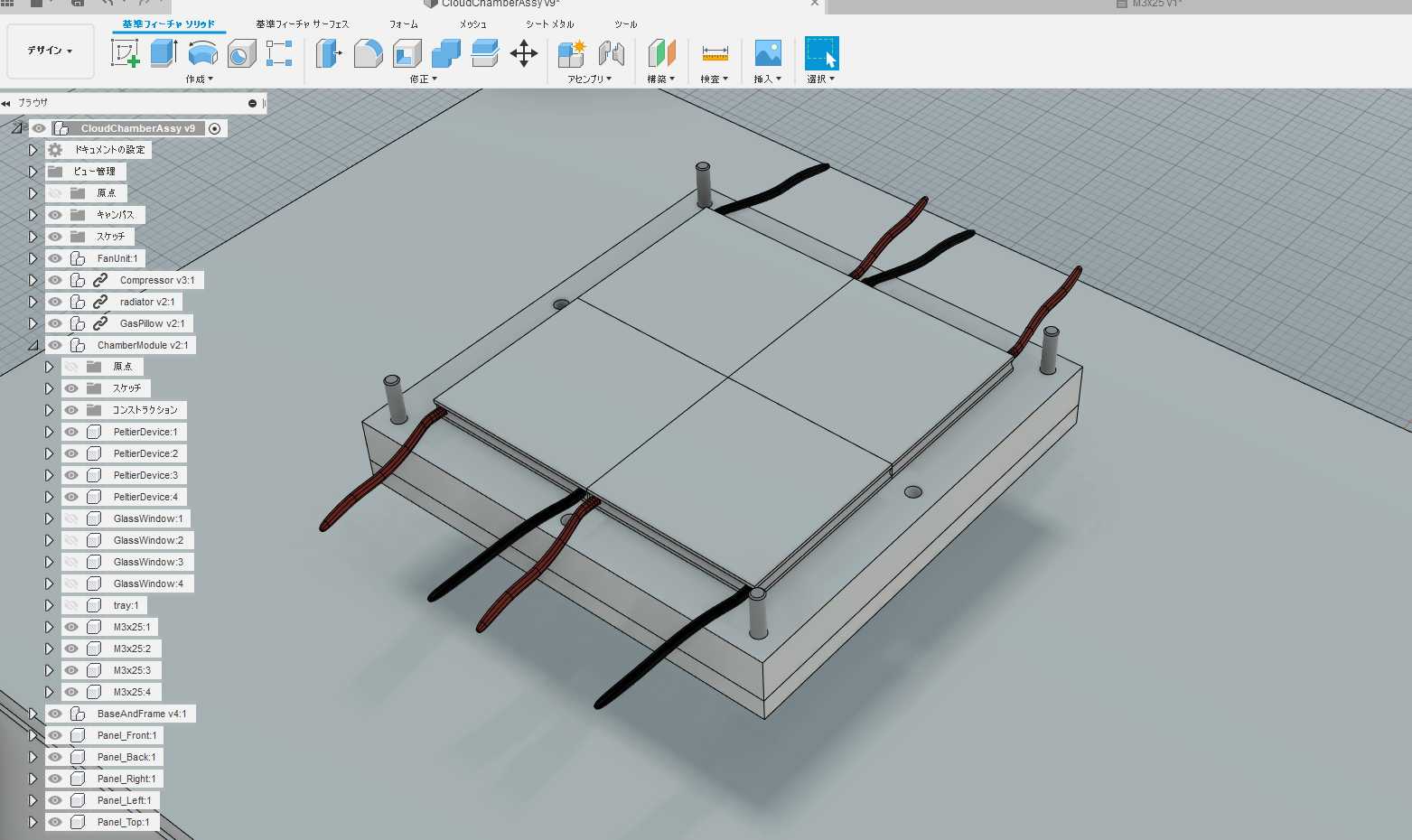
新たにM3の長ネジを物色。

このあたりの長さでいいかな。

ナットの高さがペルチェ素子よりも薄いことを確認して、
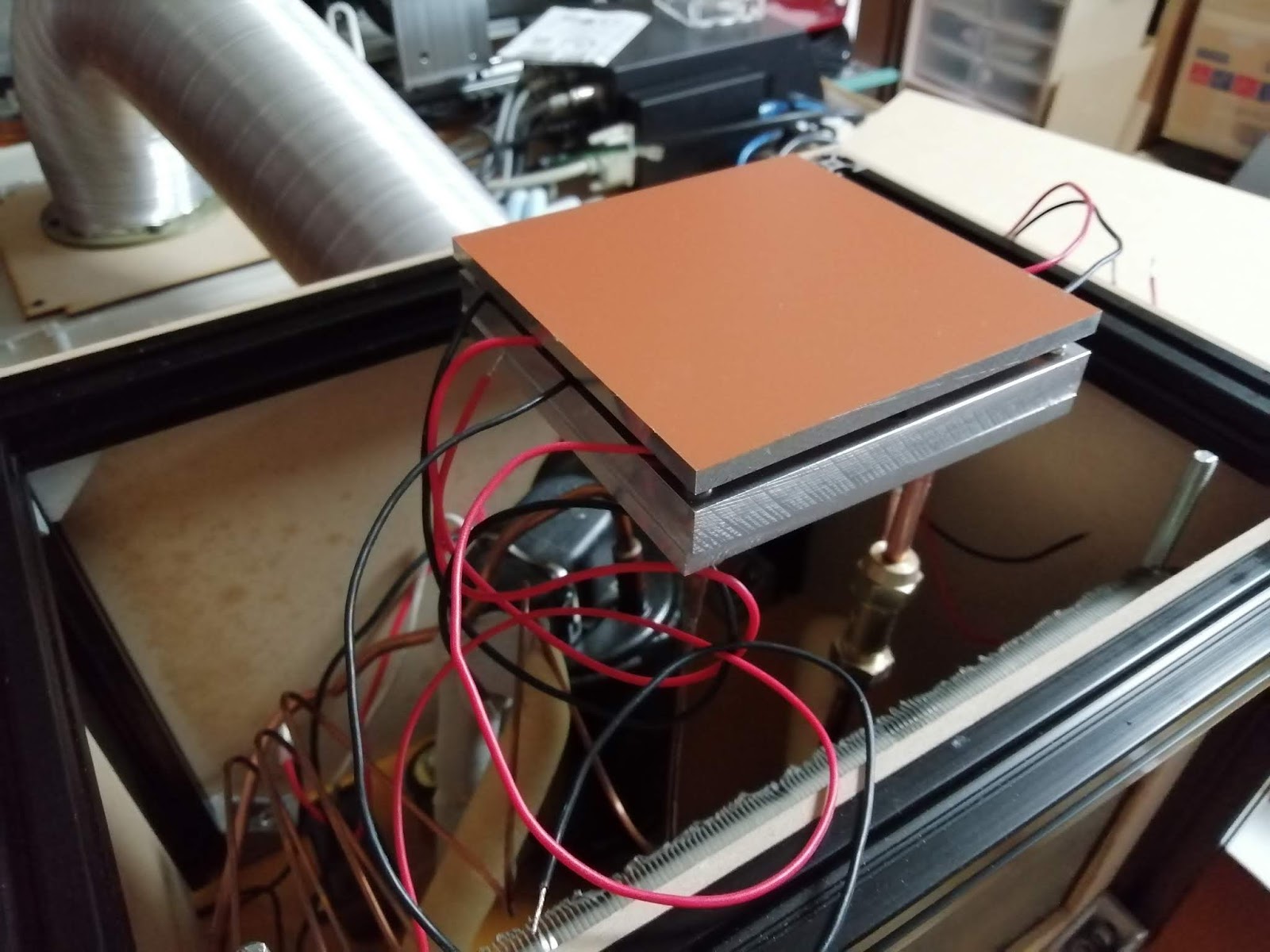
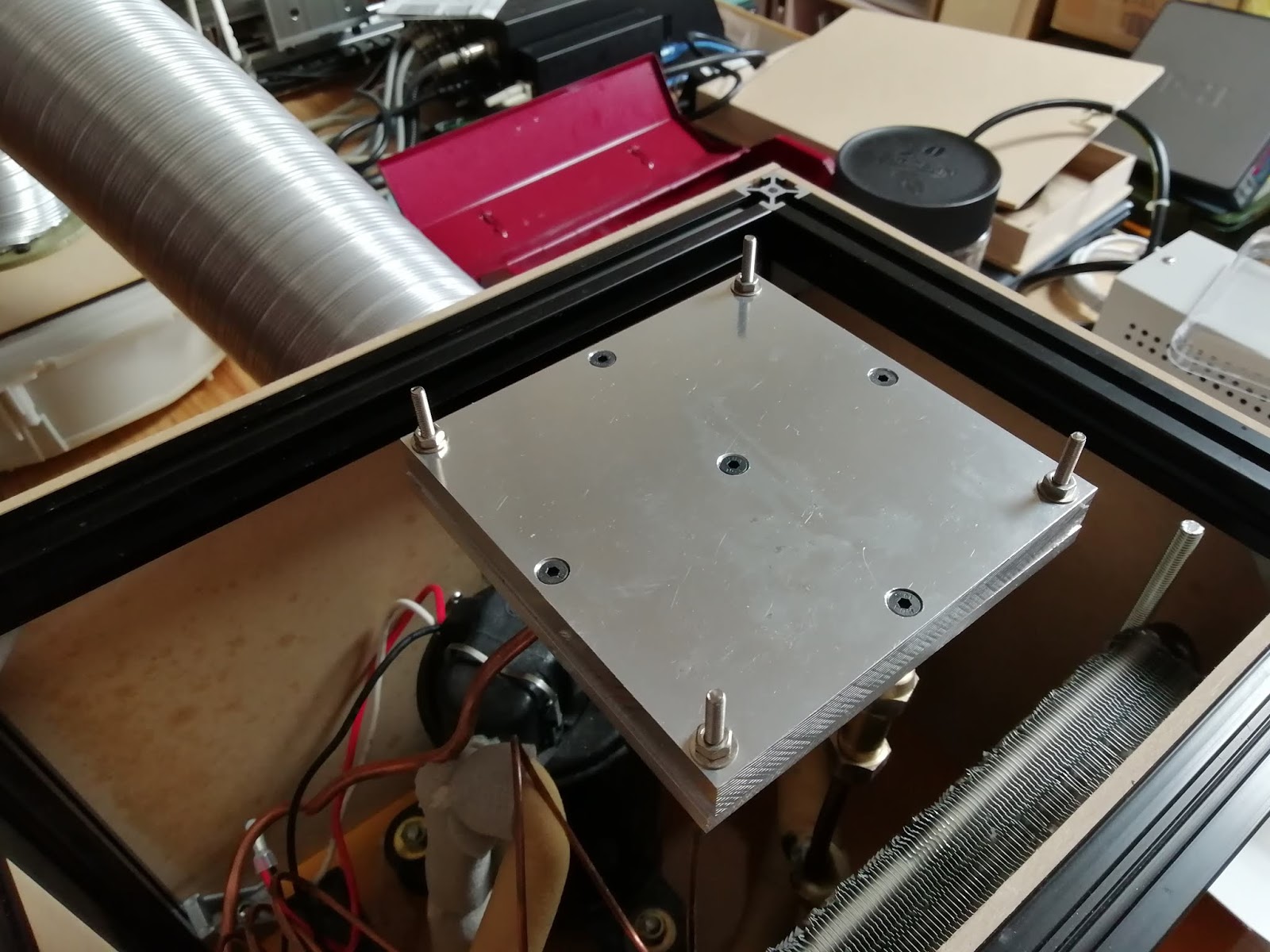
このように四隅にポストを立て、ナットでガス枕自体をまず締め付けます。
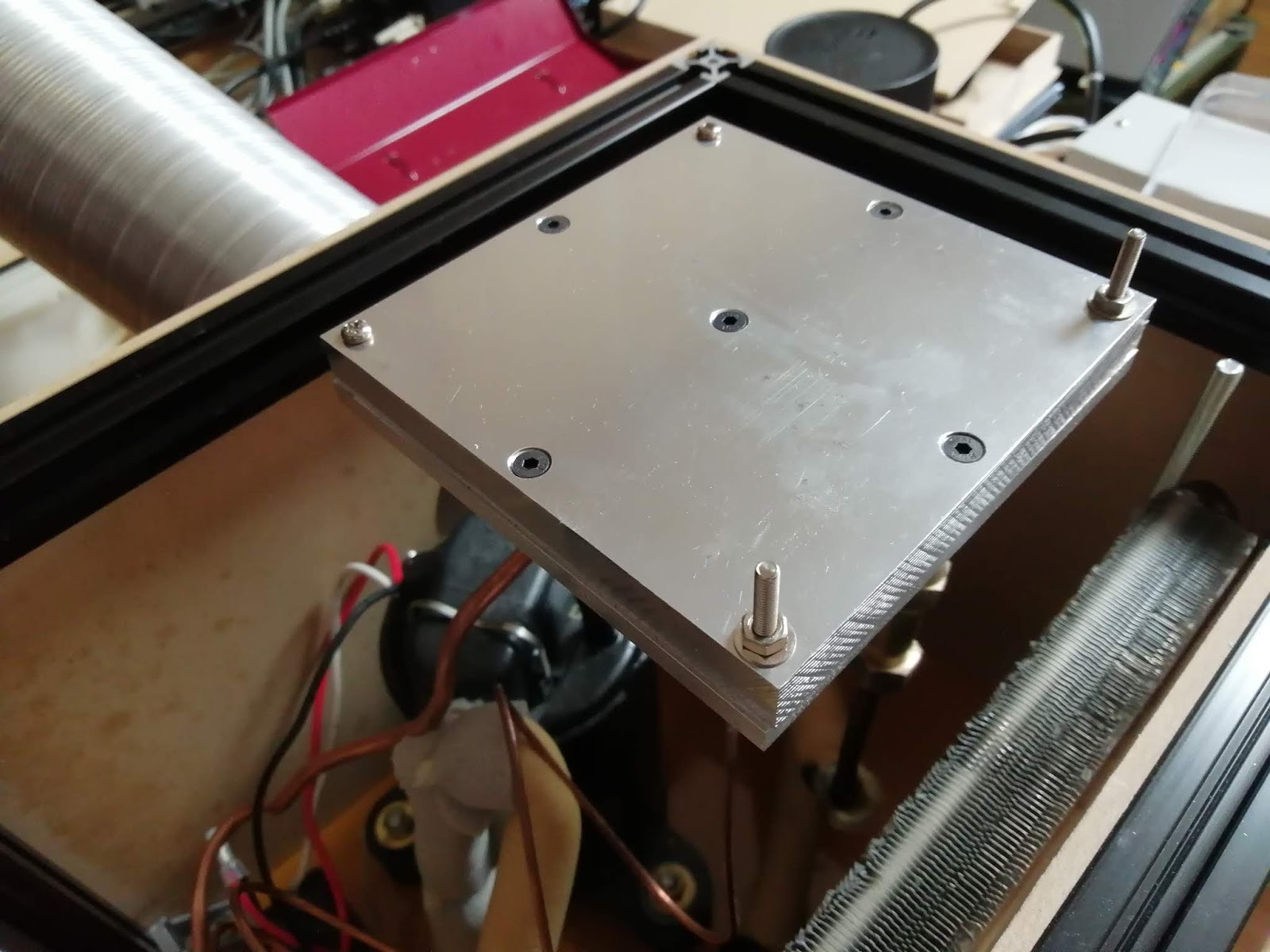
そして、できたポストに共穴を開けた霧箱を差し込んで締め付ける作戦です。
霧箱のサイズはガス枕と同じ100mm角。
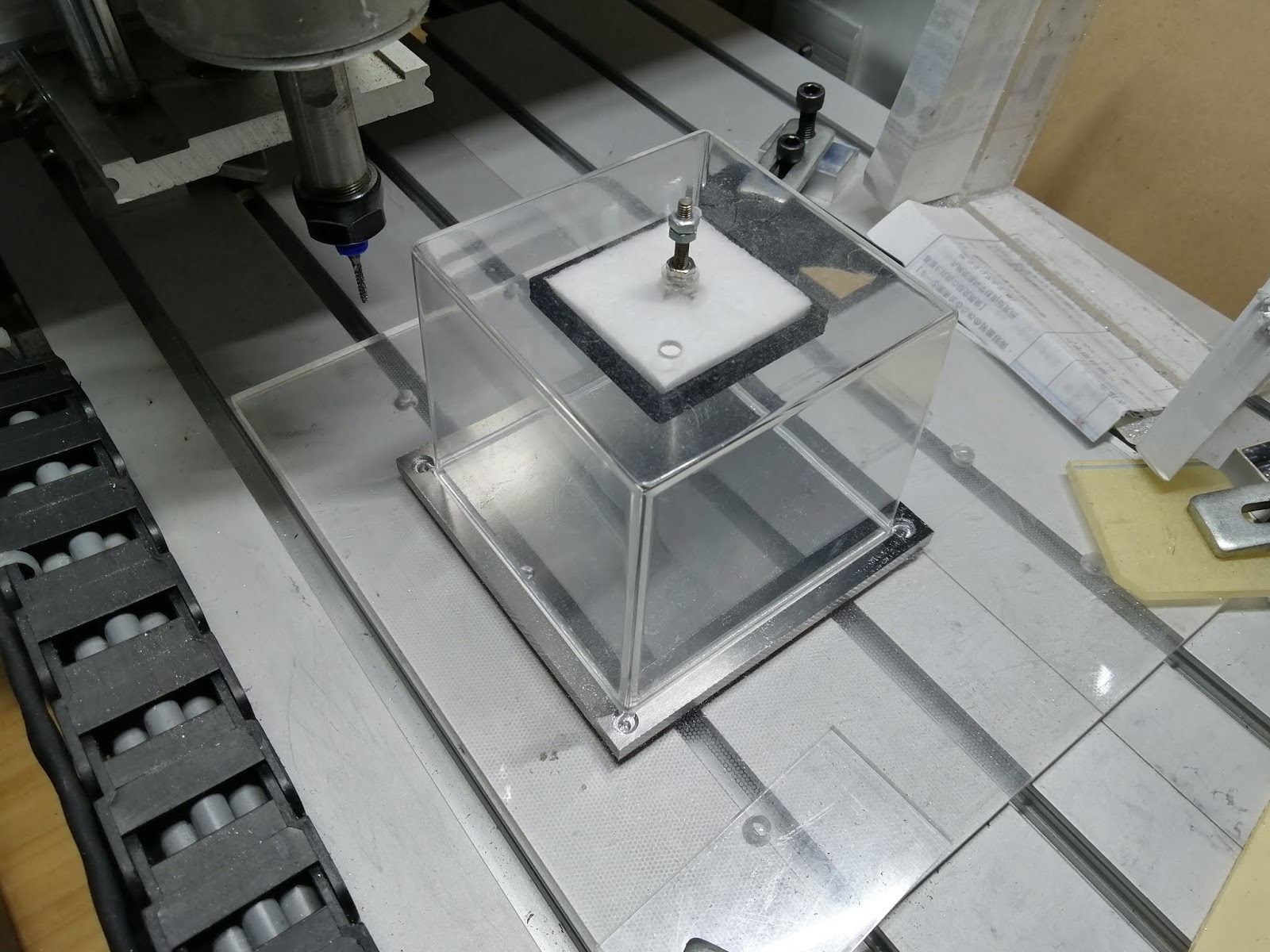
チャンバはガラスで作ることも考えますが、まずは前霧箱で使ったこのスチロールケースを使ってみます。DAISOで売っているケースの上部を加工して使っています。

こんな感じにチャンバが乗るように溝を掘ることにします。
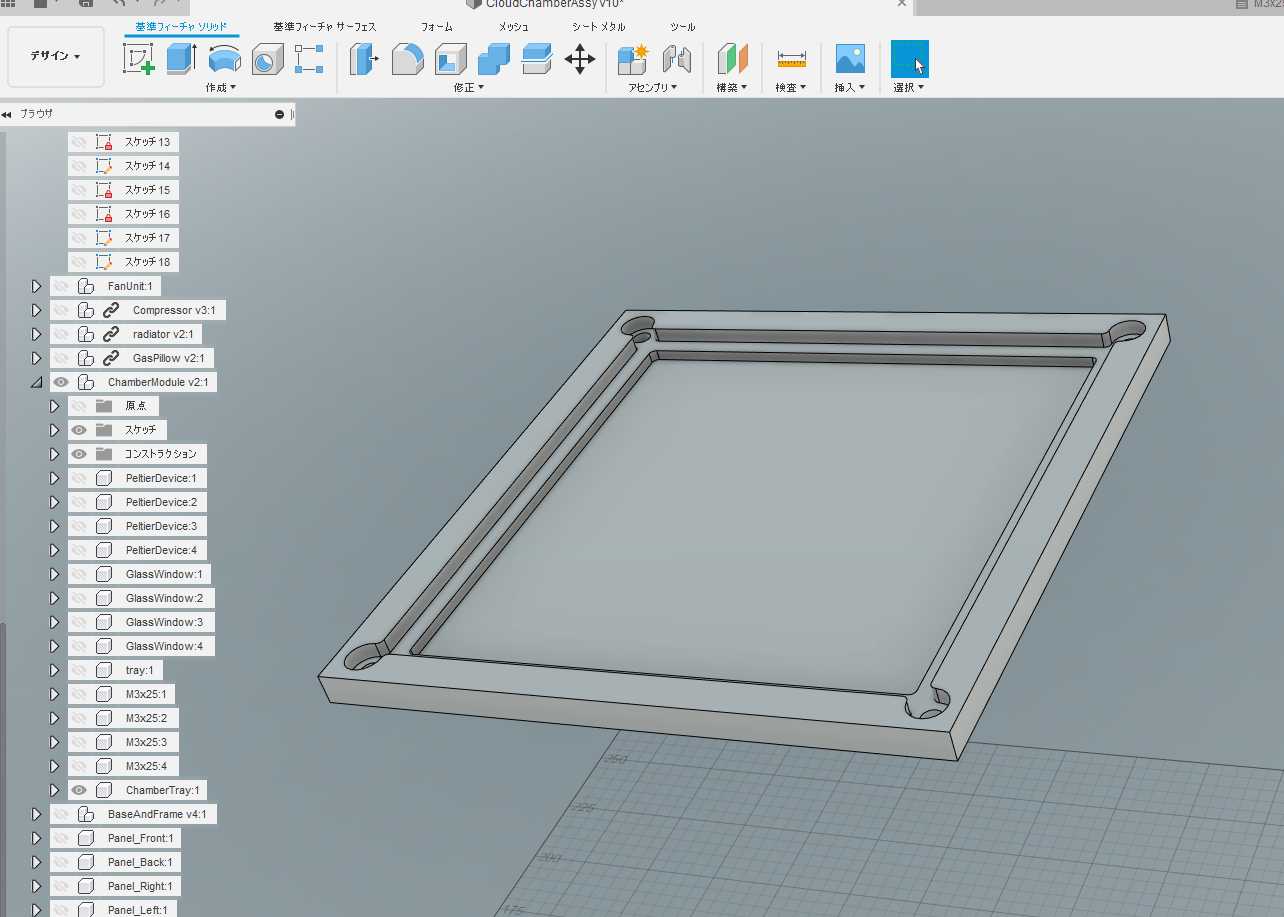
fusion360で適当に描いていた霧箱本体を、構想に合わせて描き直します。
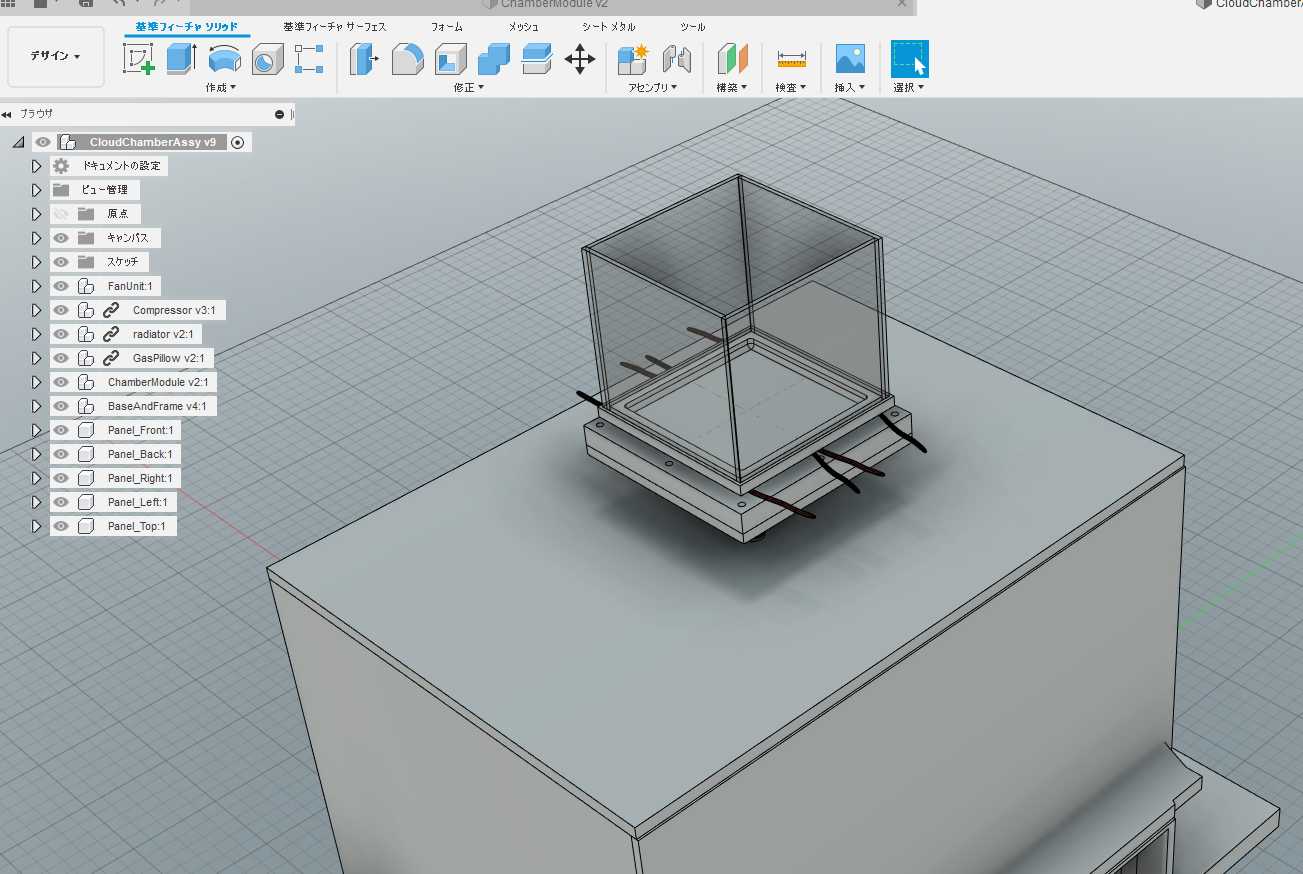
ペルチェ素子はそのままでいいとして、
四隅にM3ネジポストを立てて、
プールを作る5mmtアルミ板を乗せて、
ネジ穴とプールを作りこみます。チャンバとなるケースが落ち込むように棚を作り、そこからさらに2mmプールを掘り下げます。
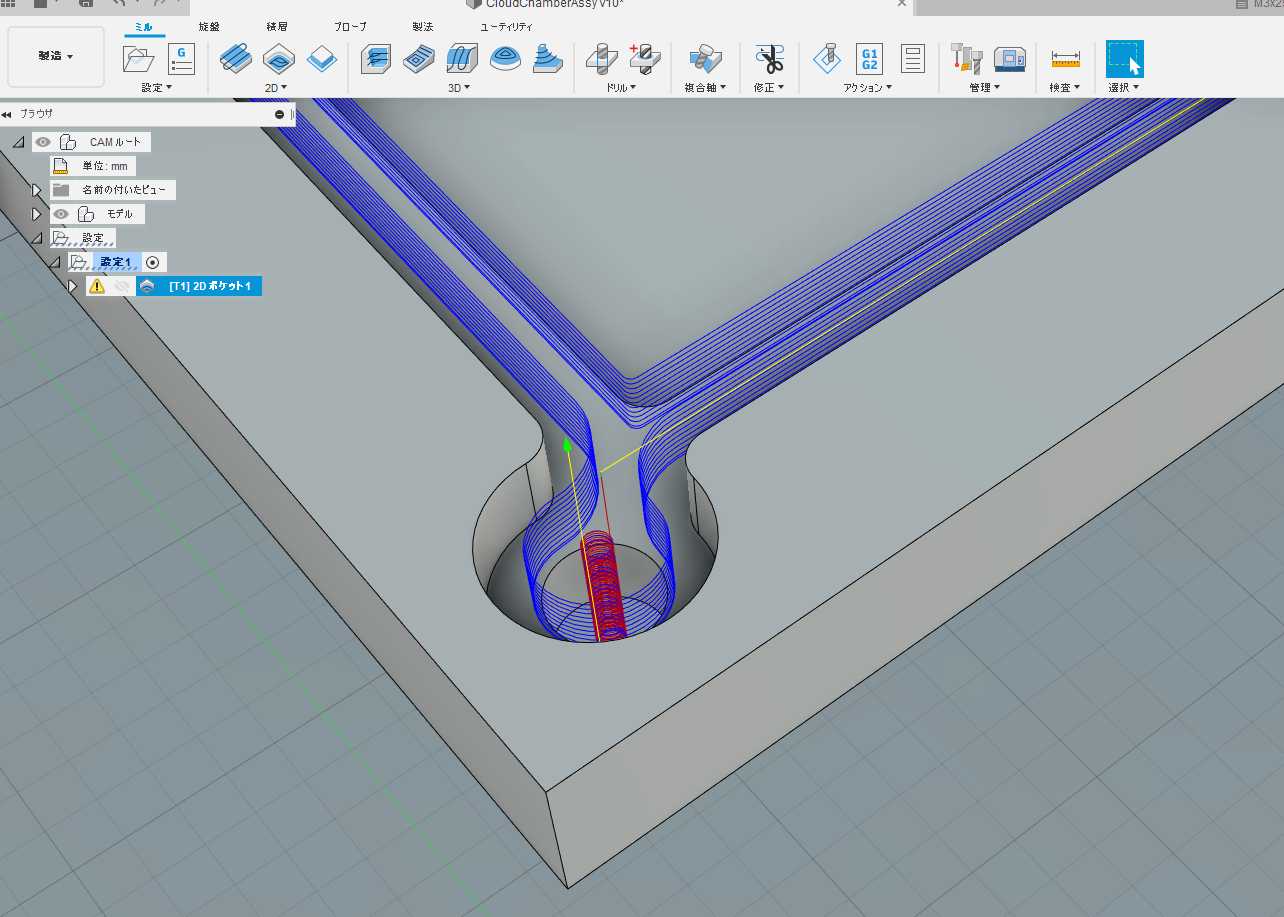
モデリング出来たら切削データ作ります。このあたりが一つのソフトでスムースに進みます。fusion360ほんと便利です。
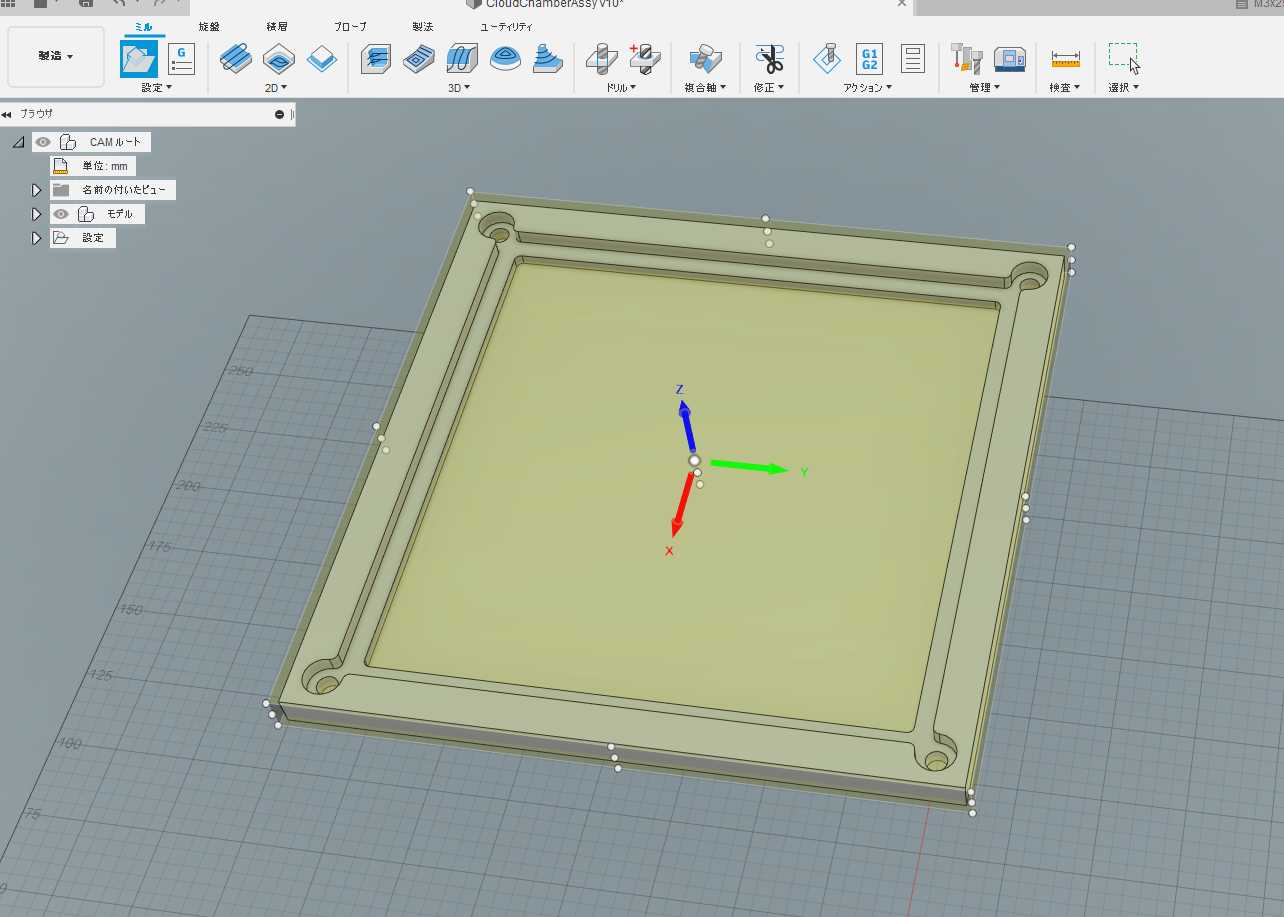
まずは2mmφのエンドミルでチャンバが落ちる溝と四隅のネジ穴を開け、そのあとに3mmφエンドミルで中央部のプールを彫り込む順番でい行きます。
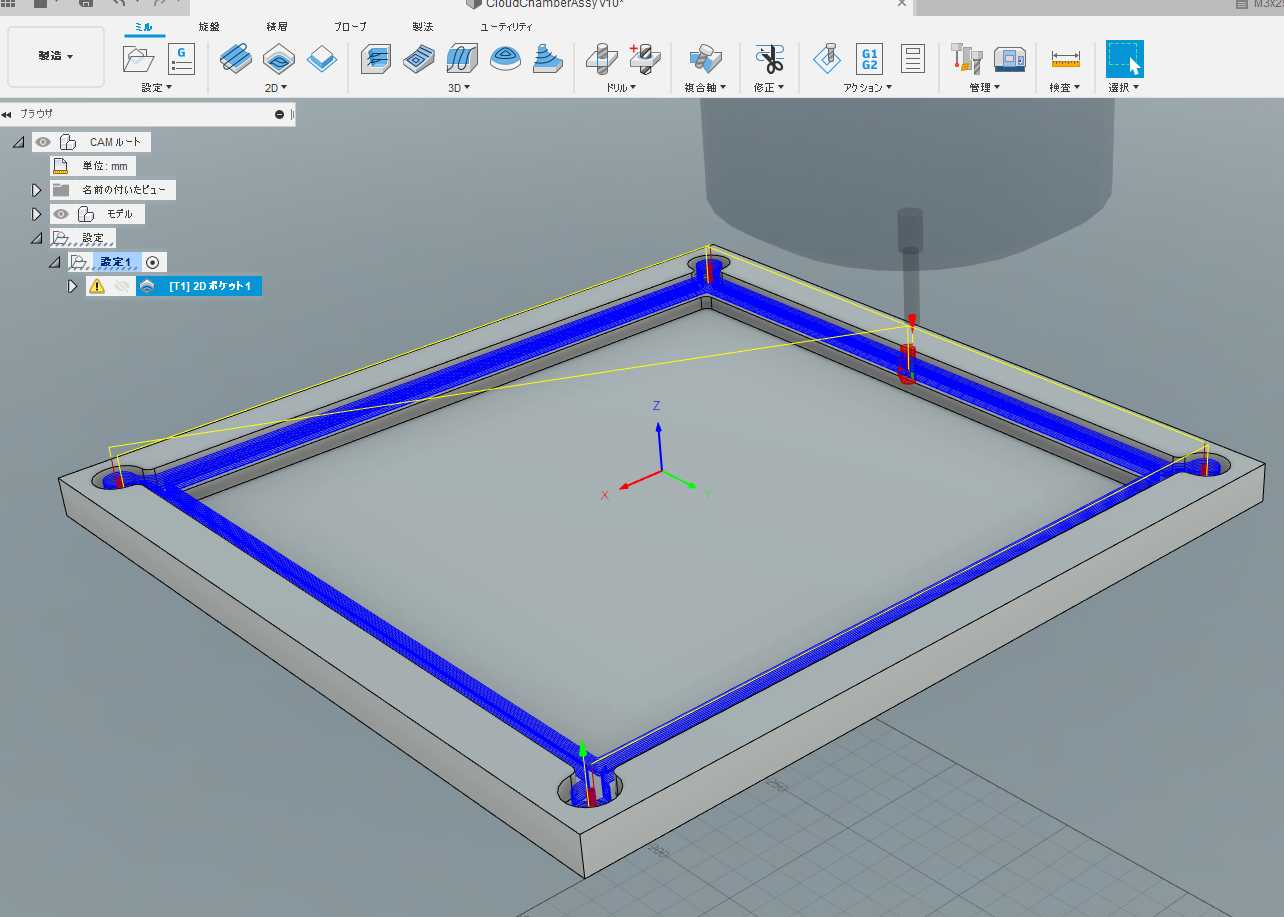
細部までツールパスがおかしなことになっていないのを確認しておきましょう。
では切削です。アルミ板の中央を出しておきます。

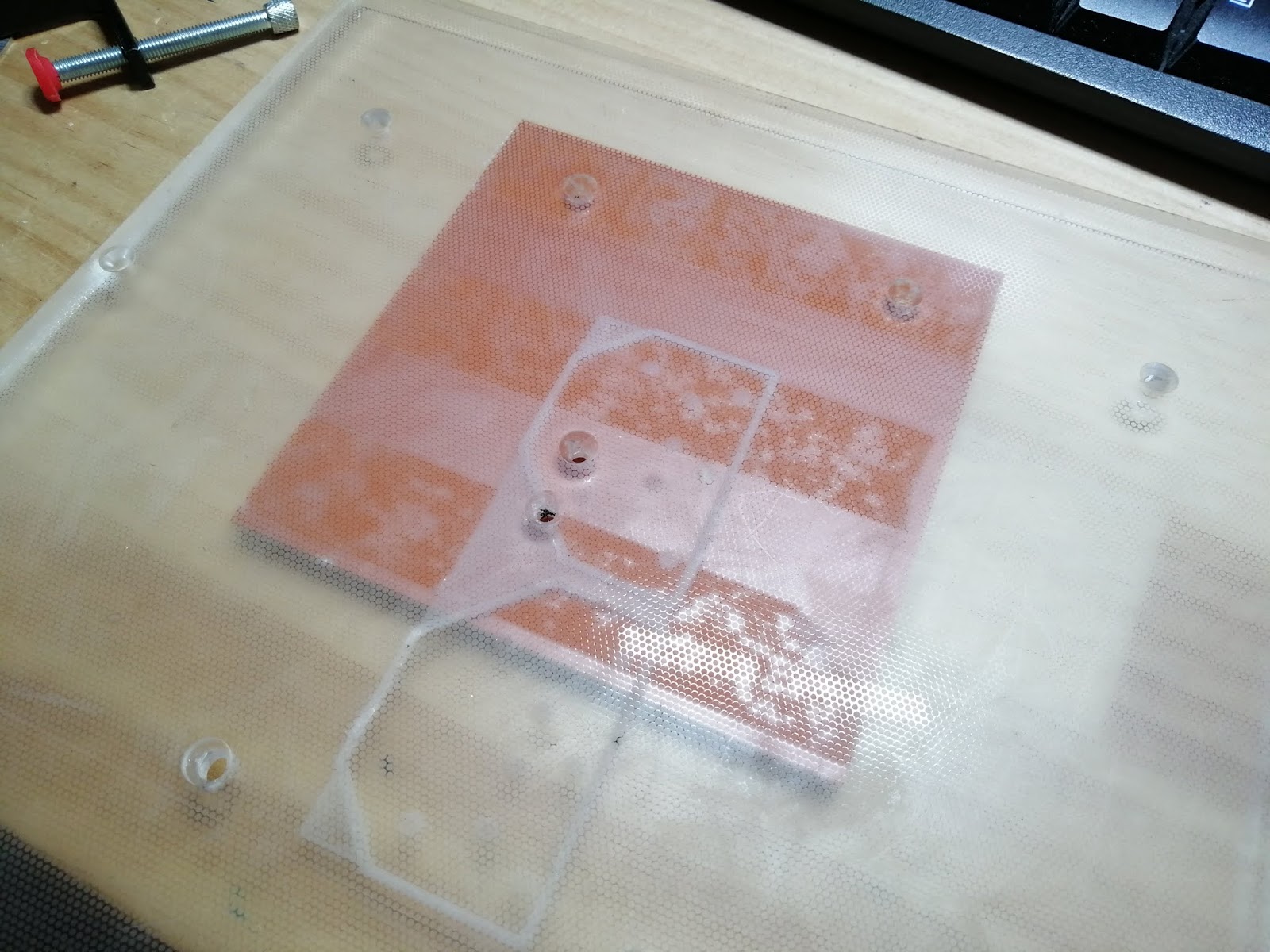
捨て板になるアクリル板を固定して、

アルミ板の裏面に両面テープを貼りつけます。保護シートごと両面で固定することで、加工中はずれることなく、それでいて取り外しが容易になります。

両面テープの保護紙剥いで、
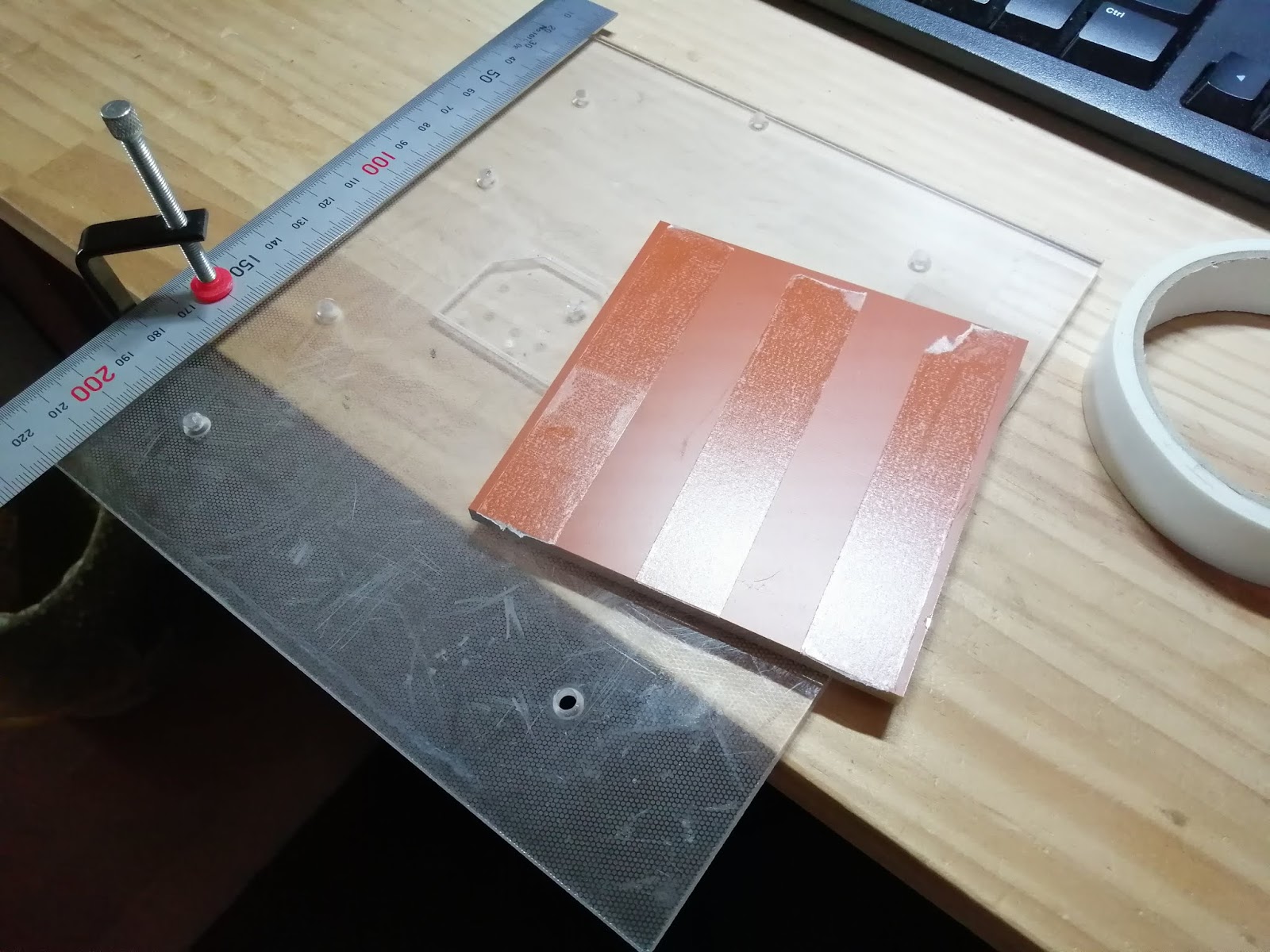
捨て板の辺と平行になるように慎重に貼りつけます。
貼りつけて手で押したくらいではこのように両面テープはほとんど密着していません。
そこで、捨て板ごと床に置いて上に載ってしばらく足踏みします。
するとようやくこのくらいは密着します。まず大丈夫でしょう。
CNCに固定します。

CNCのベースの縦溝を基準にして、アクリル板をもう一枚使って捨て板の辺との並行を出します。
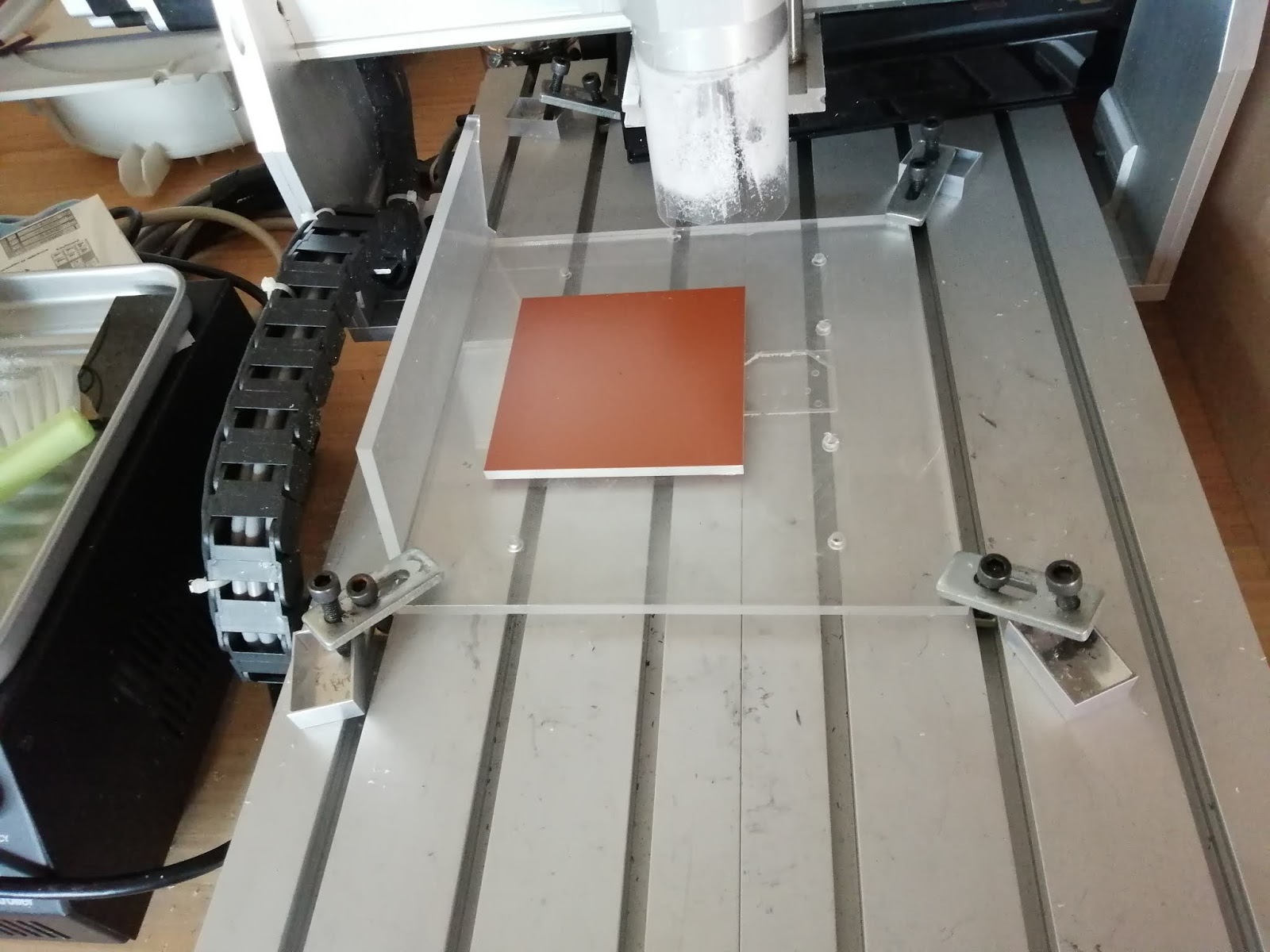
爪で押さえれば位置出しは完了。
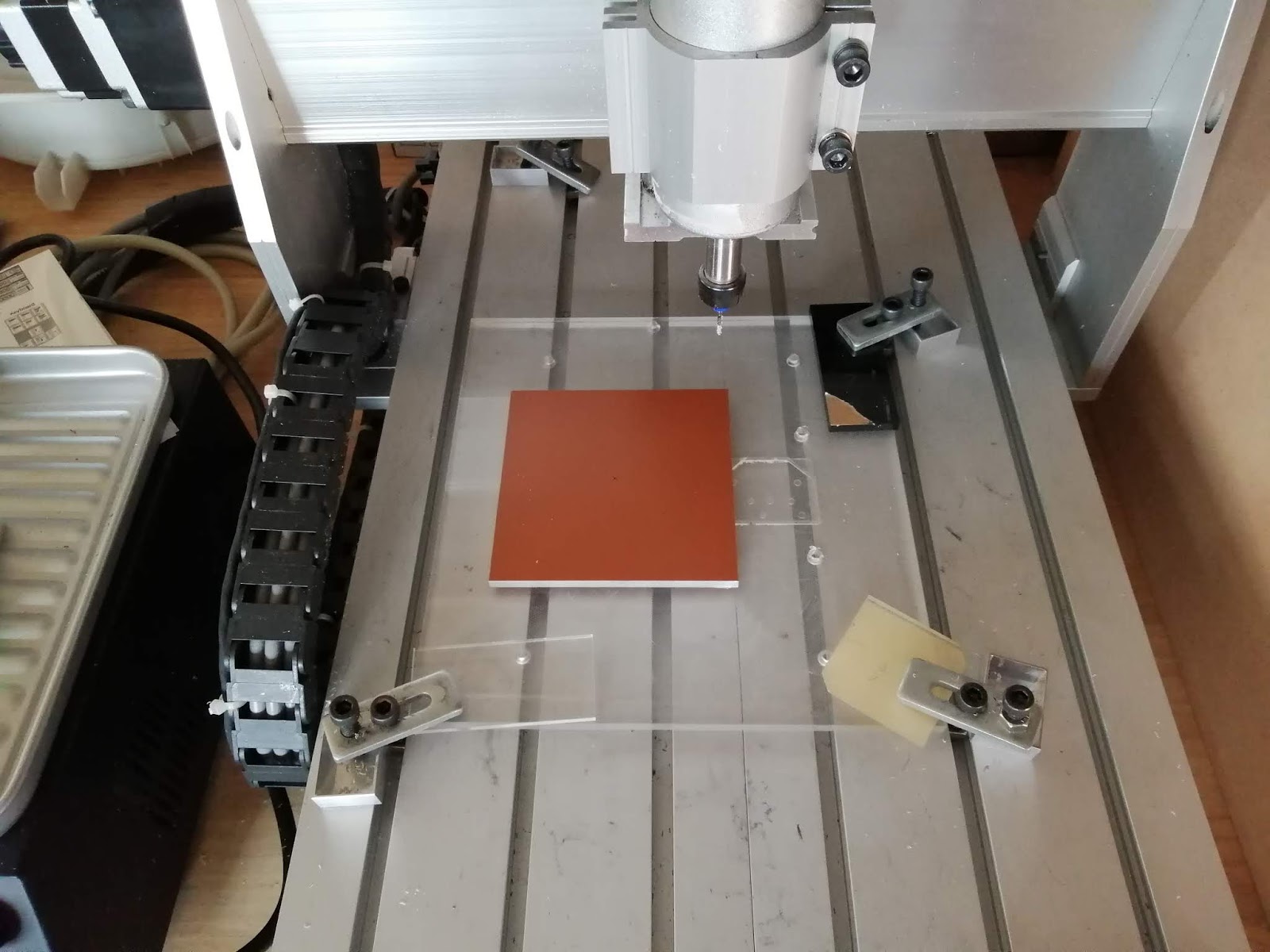
2mmφのフラットエンドミルをチャックし、先ほど目印を付けたセンターにできるだけ正確に合わせます。加工終了するまでここが全ての原点になります。
位置出したら保護紙を剥いで、
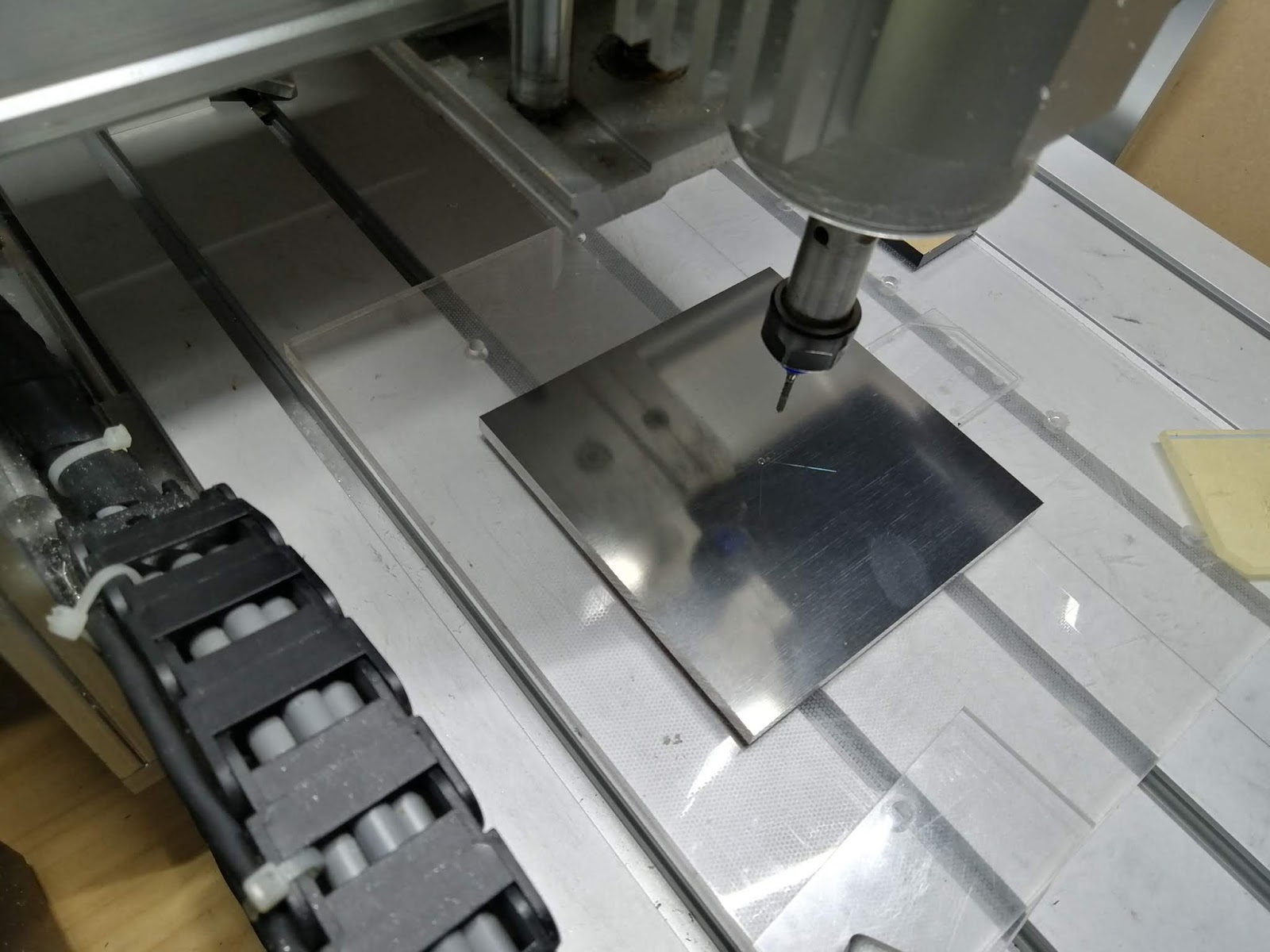
MACH3にGコード読み込んで、最終の確認です。全部で8時間くらいかかる切削作業の開始です。

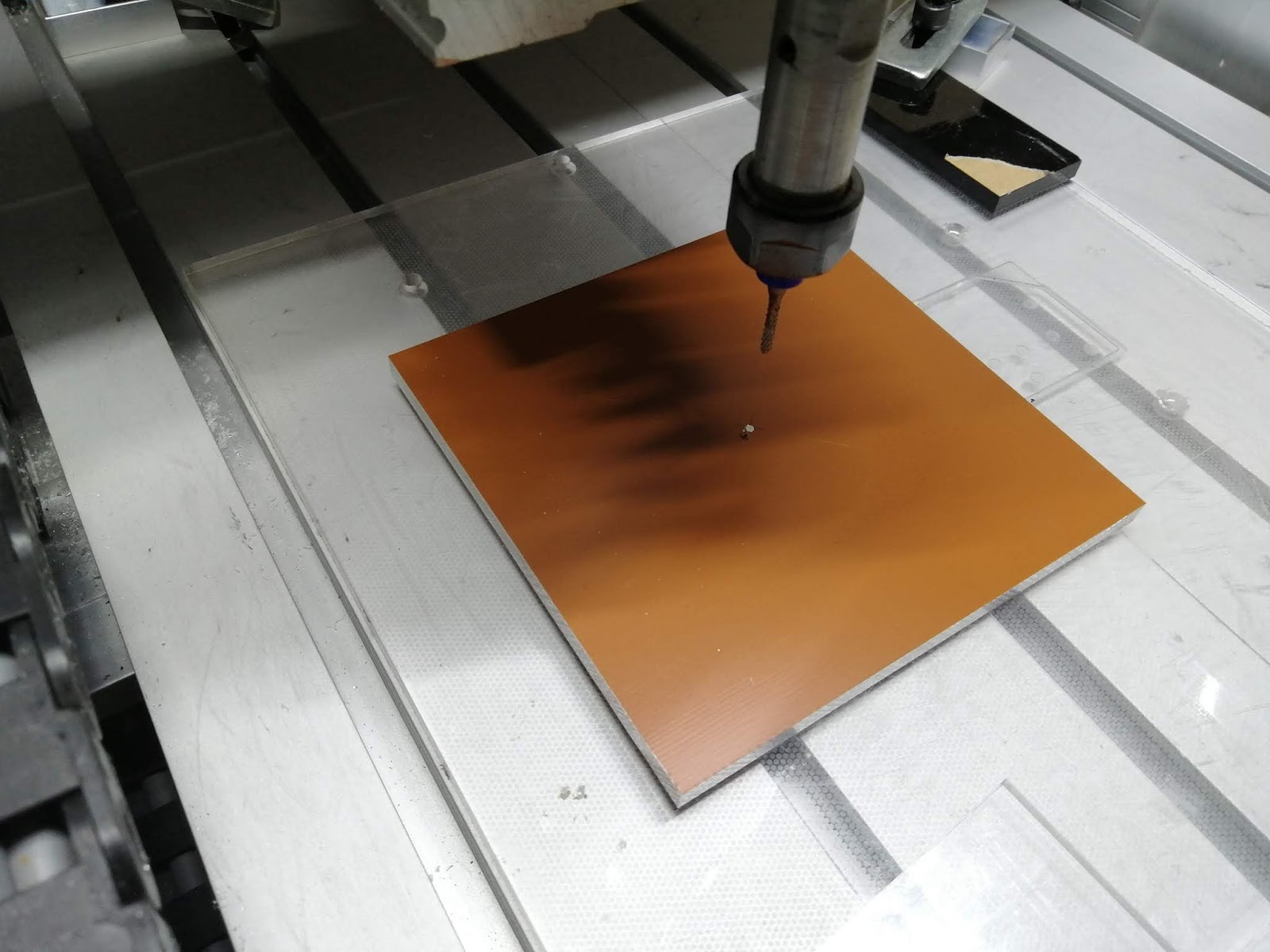
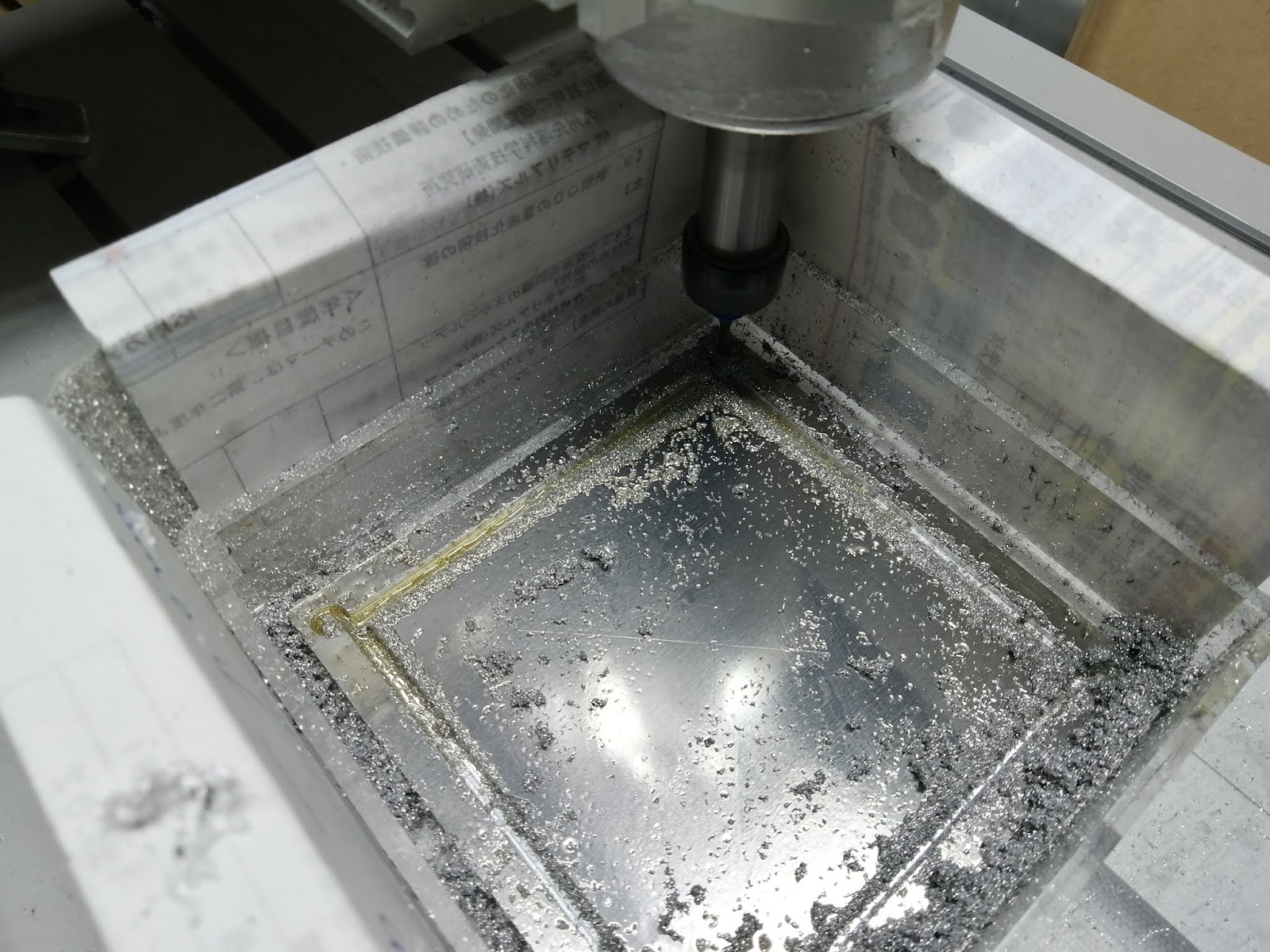
外溝は2.1mm幅としていますので、2周で一削り、0.2mm彫り込んで同じことを繰り返す、という条件で切削します。送り速度は300mm/minです。
0.2mmの掘り込みはちょいと欲張りすぎたようで、たまにビビりが発生します。
が、切削自体はきっちりと進んでいるようですので、このまま進めることにします。
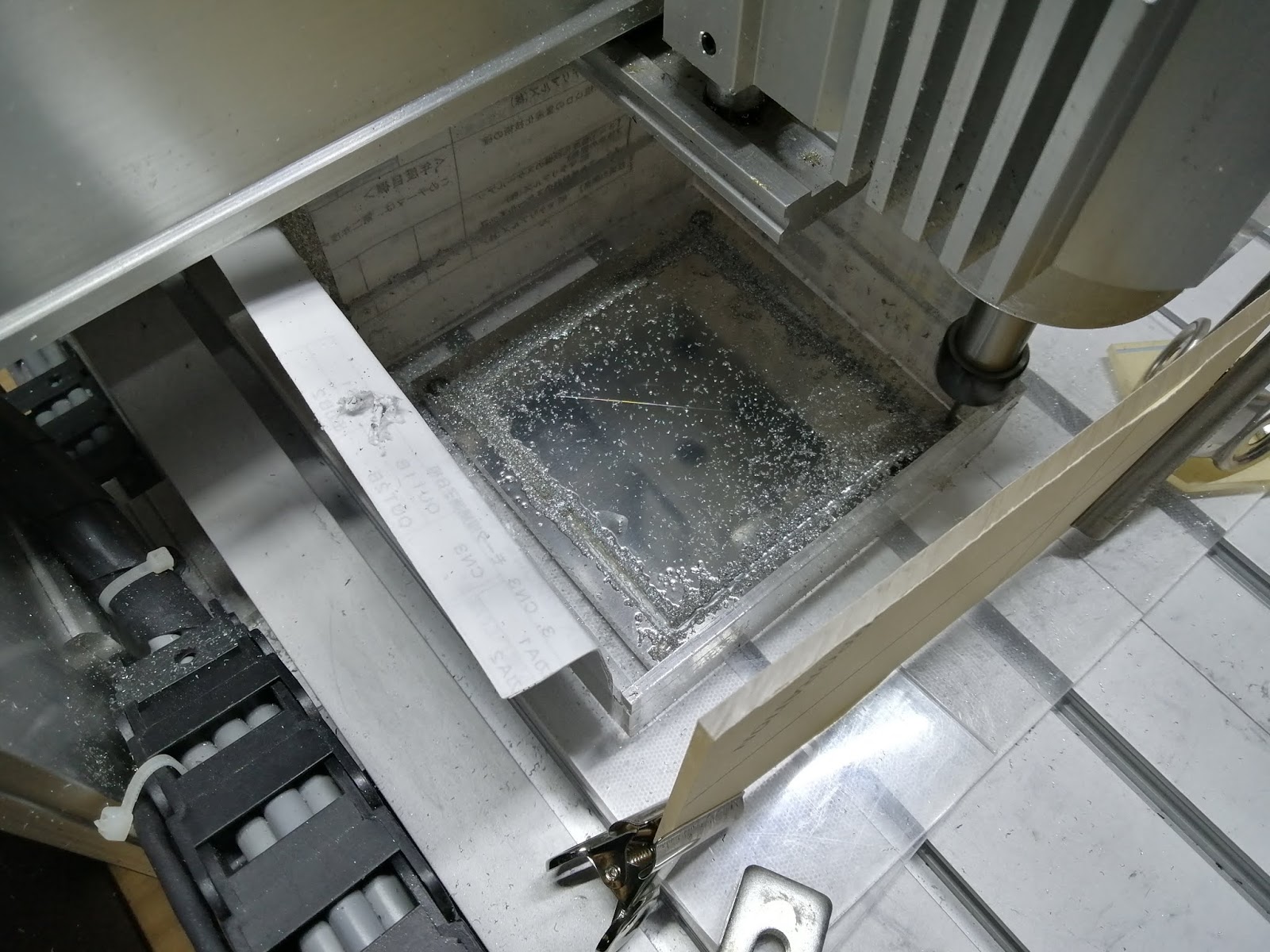
削って削って。
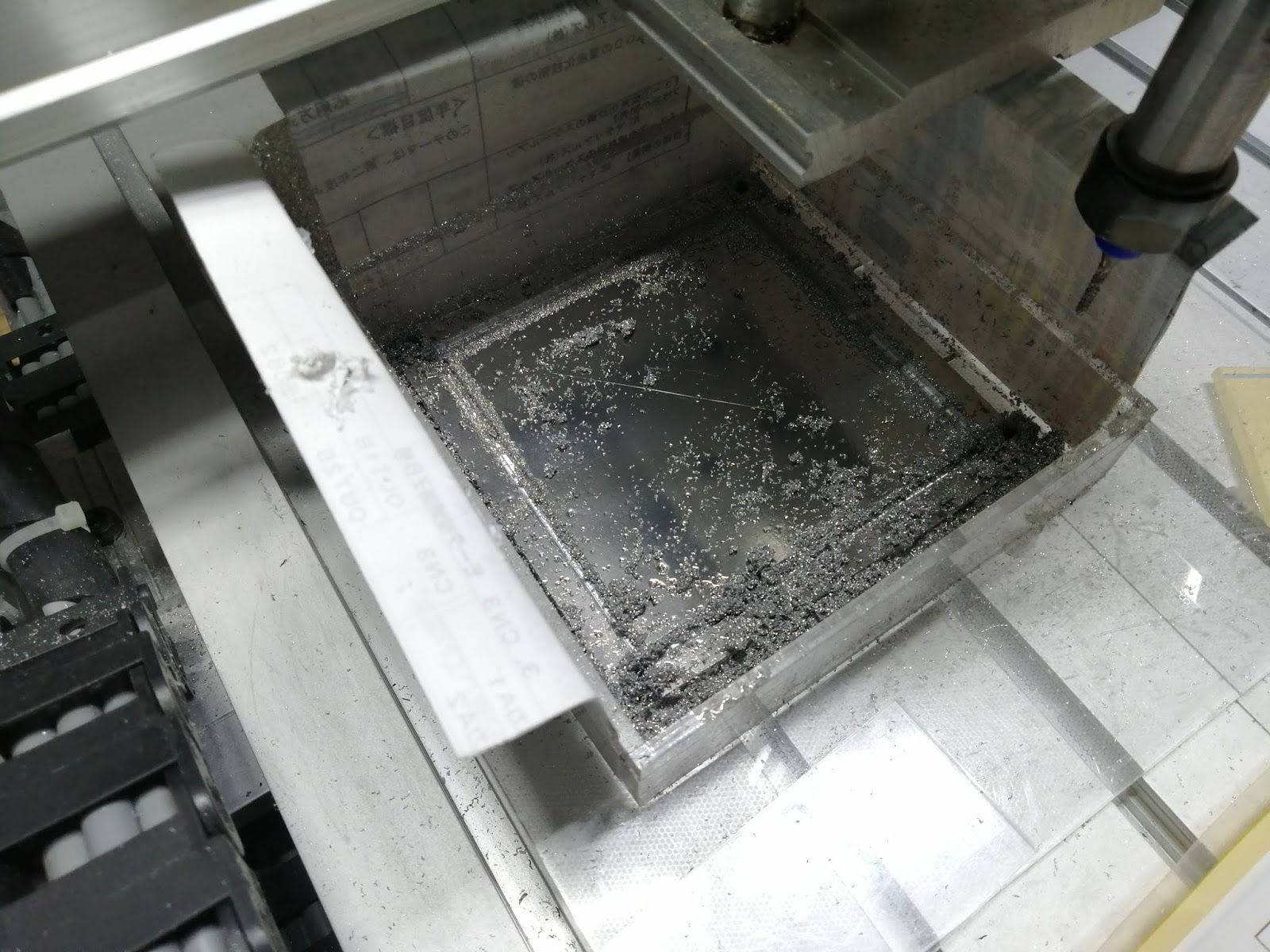
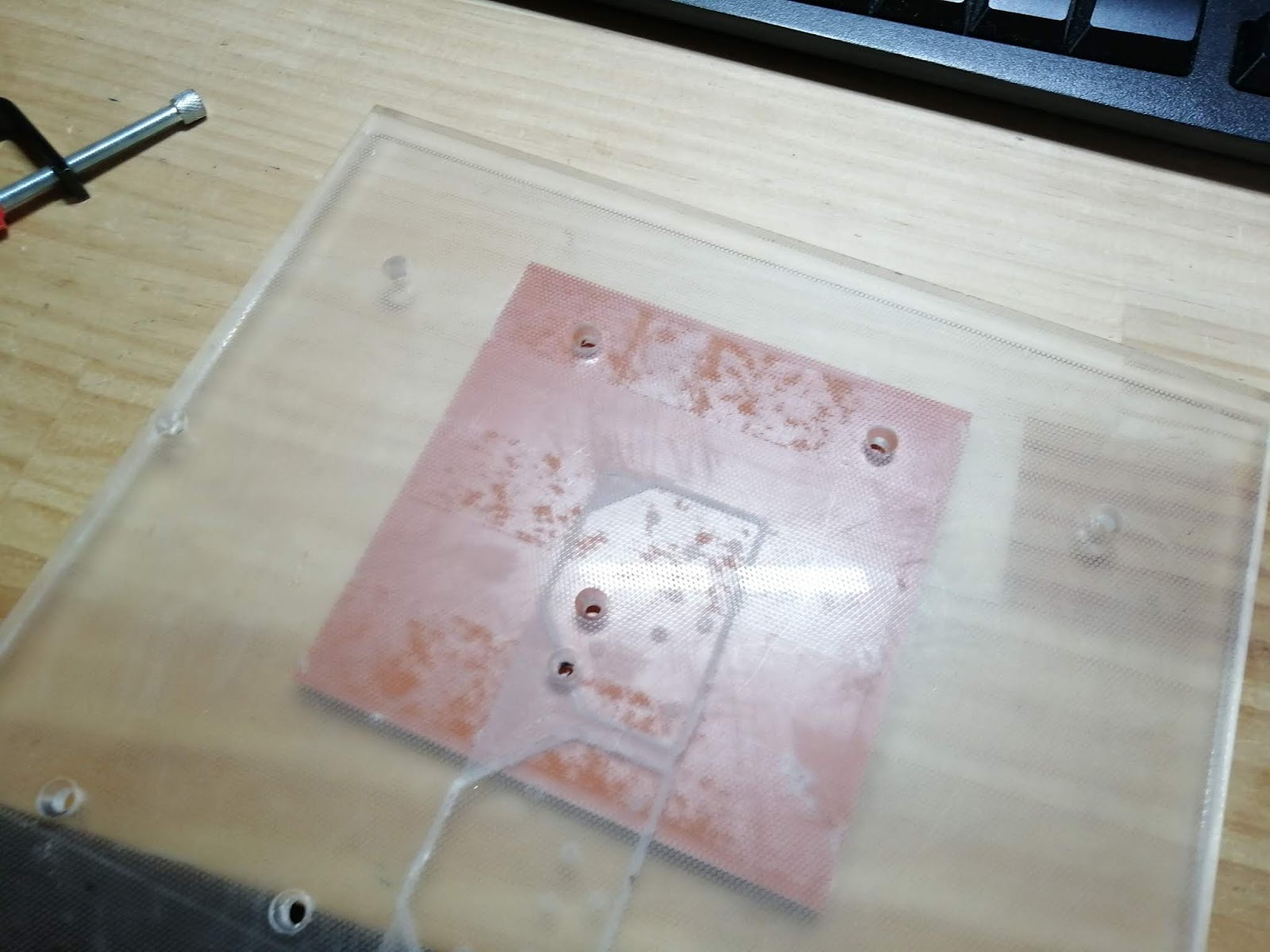
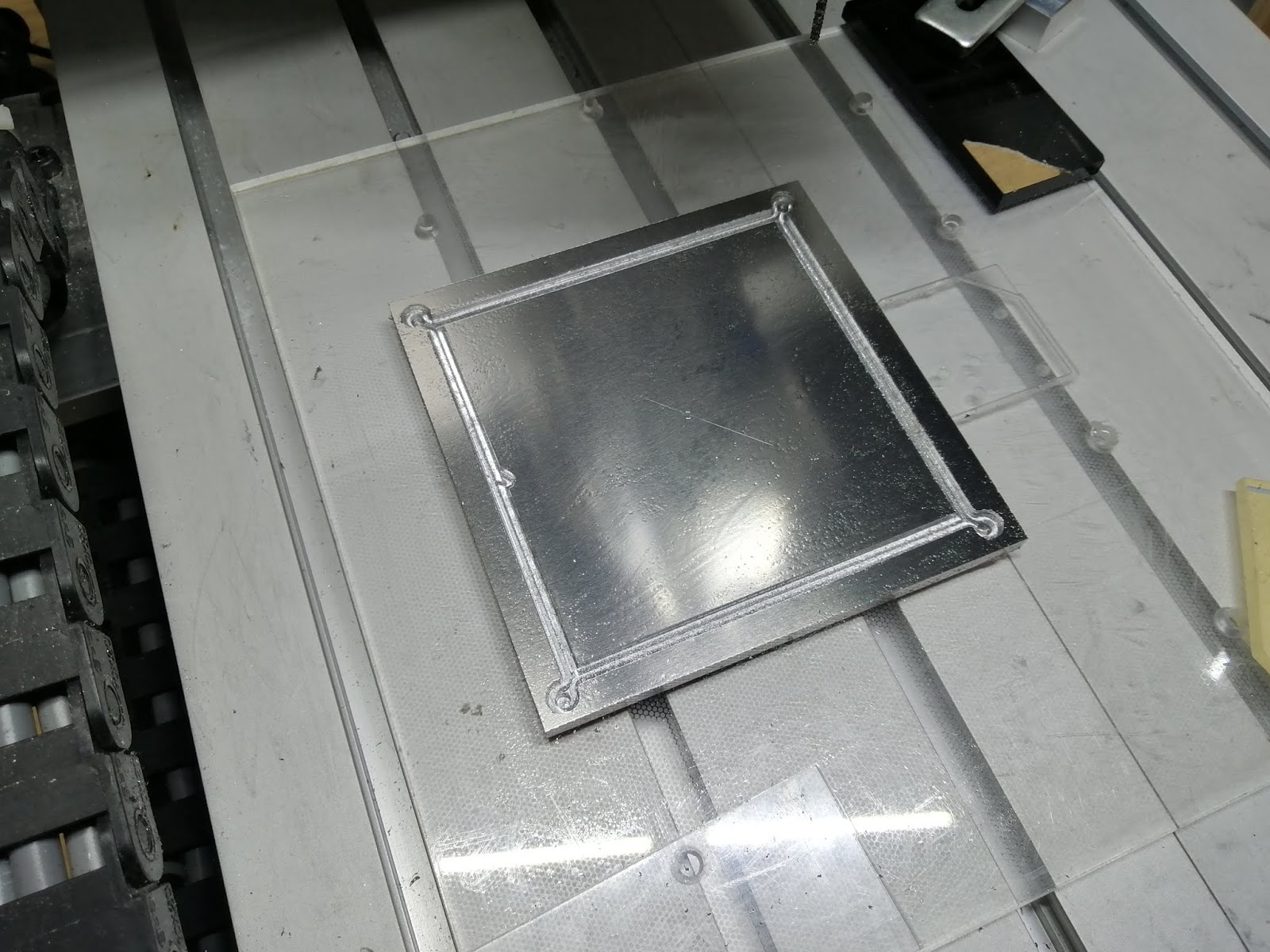
まずは外周の溝が掘れました。
切削屑をきれいに吸い取ります。
もちろんこのサイクロン集塵機が大活躍します。

チャンバを乗せてみます。当たり前ですが、ピッタリであります。
第一段落を通過しました。次は6時間半かかるプールの切削です。
うまく完走できますように。