その1に続いてレーザ管ホルダを作ります。
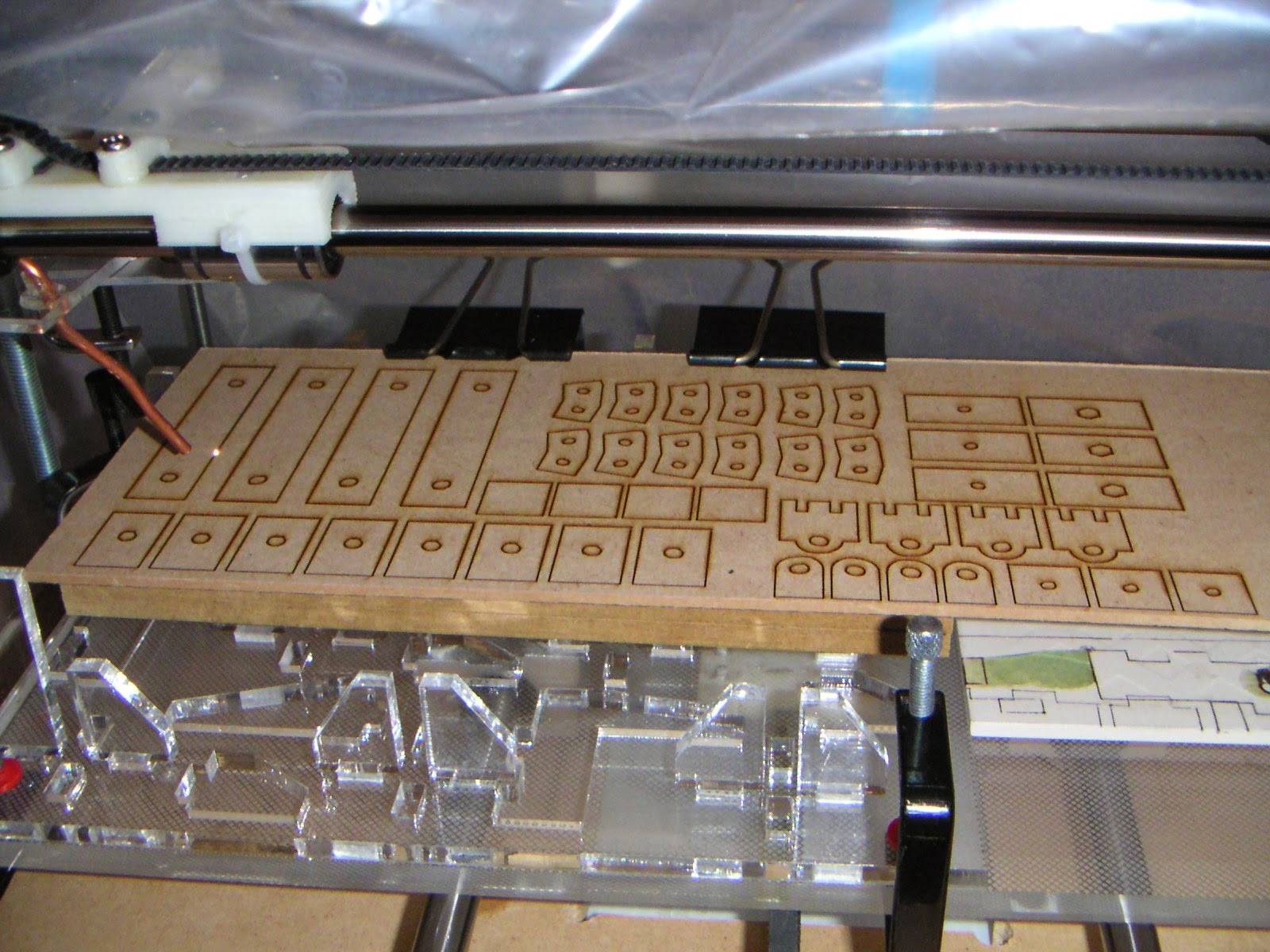
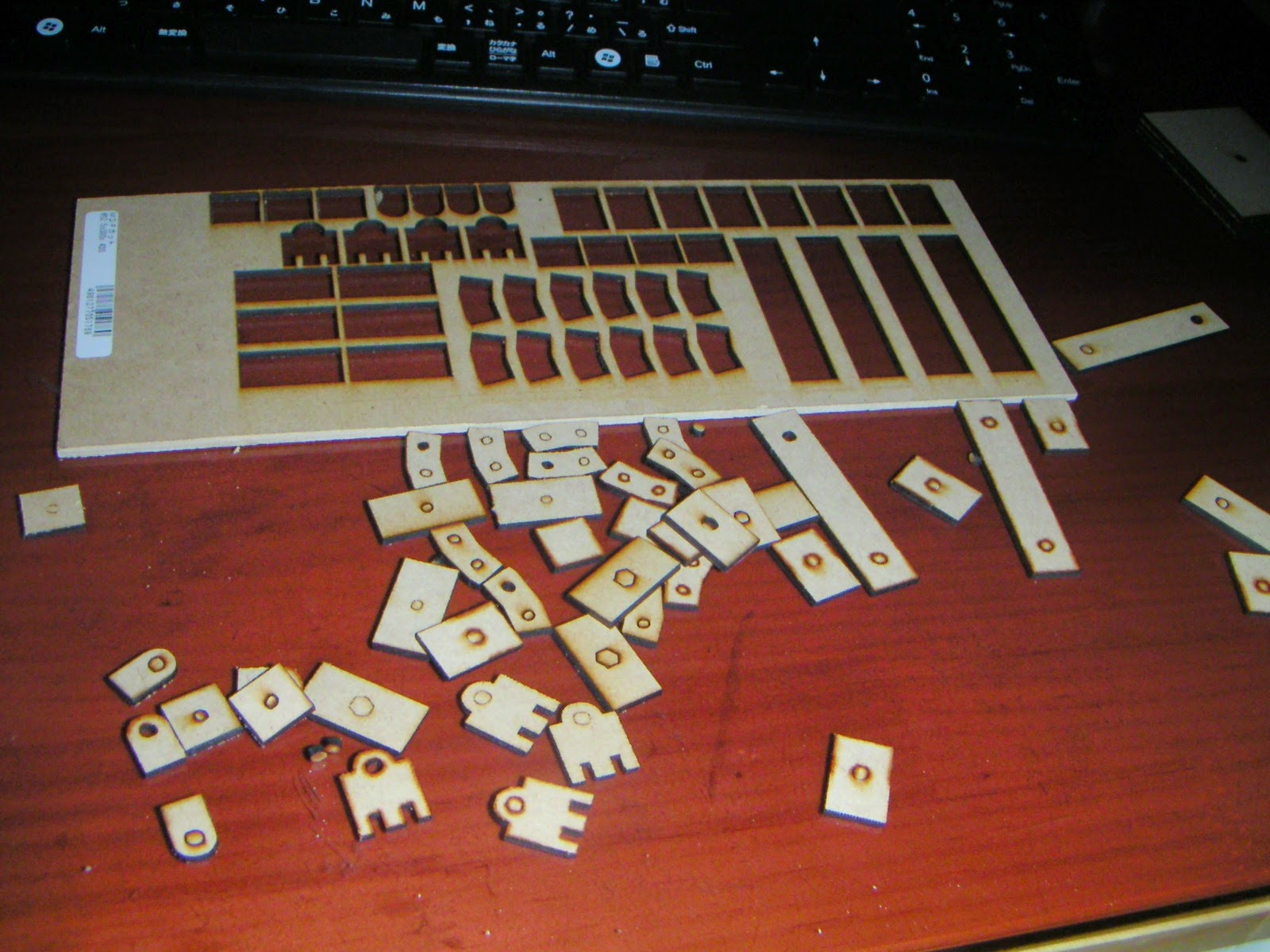
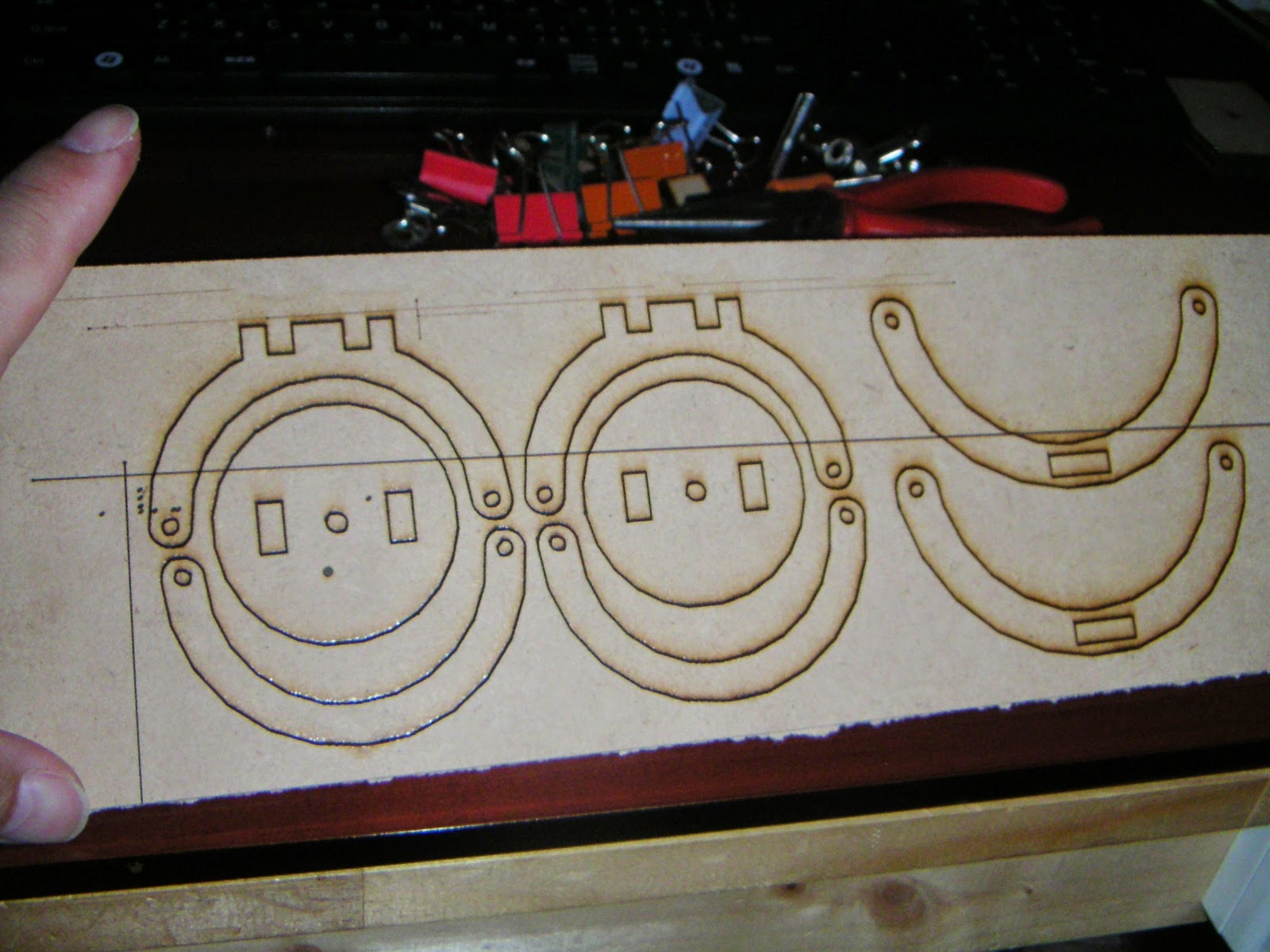
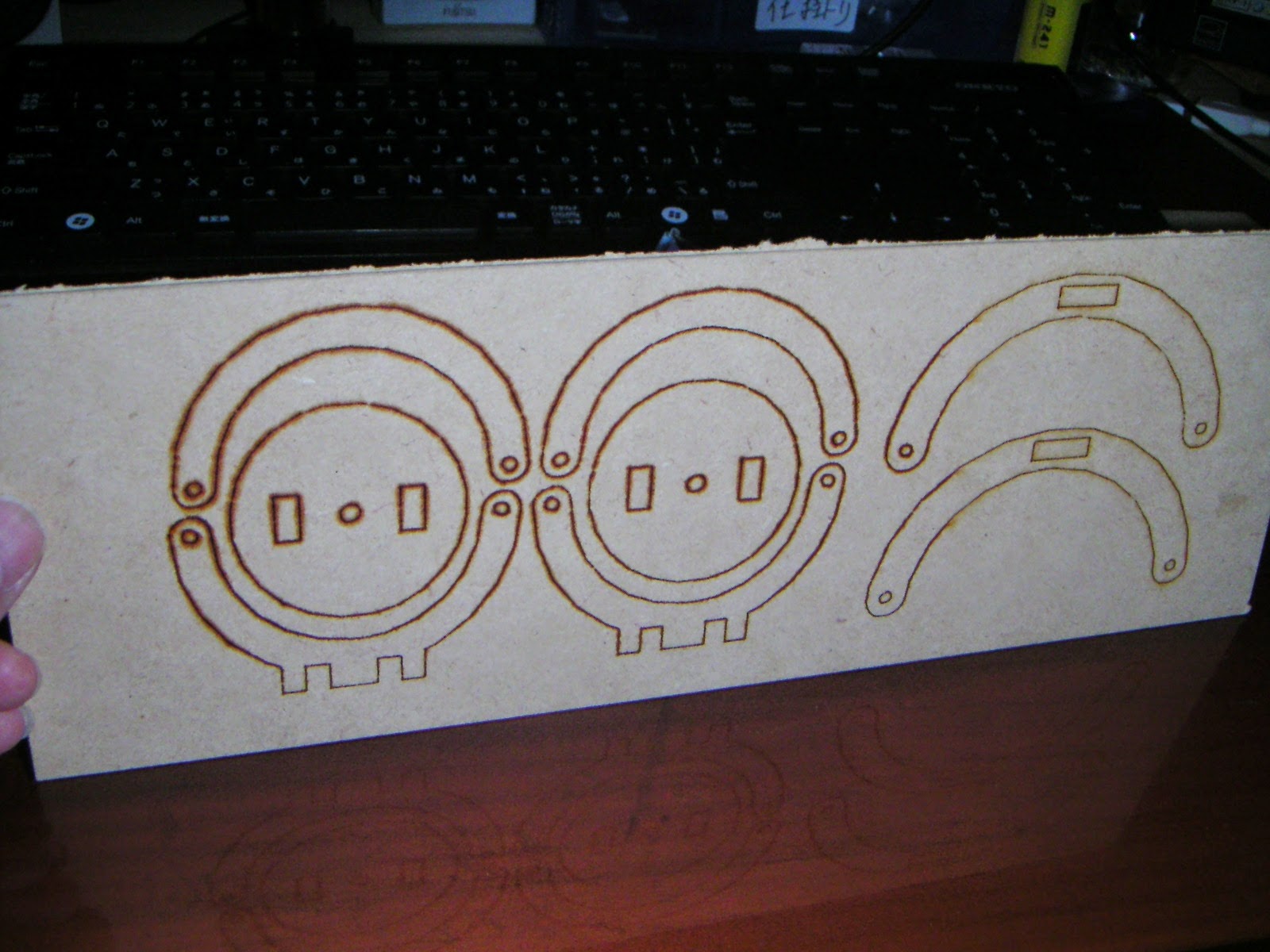
細かな部品を切り出します。さすがに1時間近くかかりました。
弱め(12Wくらいと思われます)のレーザで繰り返し切るのは非常に良い結果が出ています。弱くてスピードが速いため、ビームのフォーカス以外のところはほとんど影響を受けません。パワーを上げすぎると、ビームのすその部分でも結構なエネルギーを持つため、切り代の周りの土手が焦げて行きます。これを避けるには、フォーカスの部分だけにMDFをを焼き飛ばすことが出来る閾値以上のエネルギー(単位時間当たりの)が集中するような条件にすればよいのです。
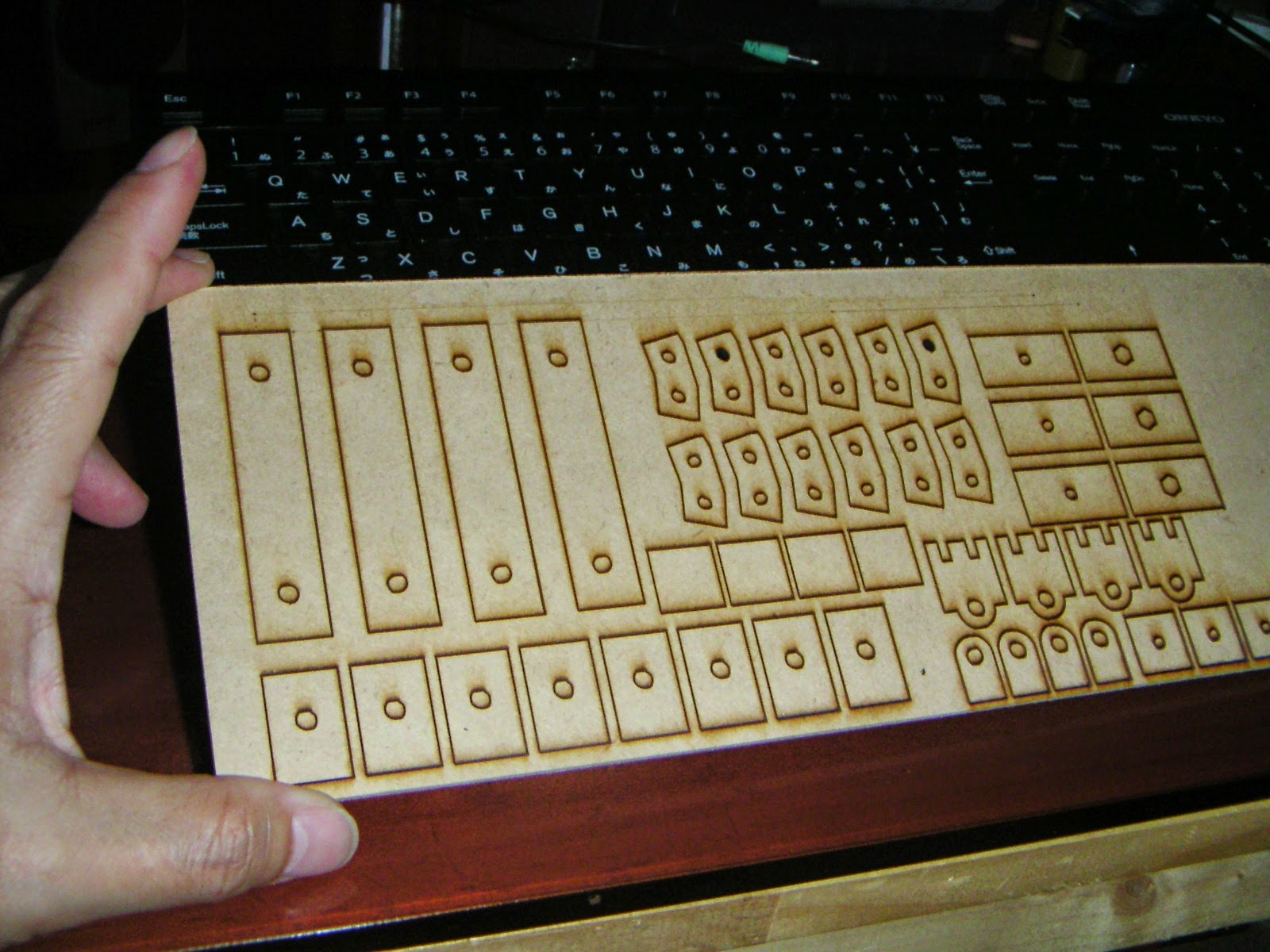
出来ました。表。
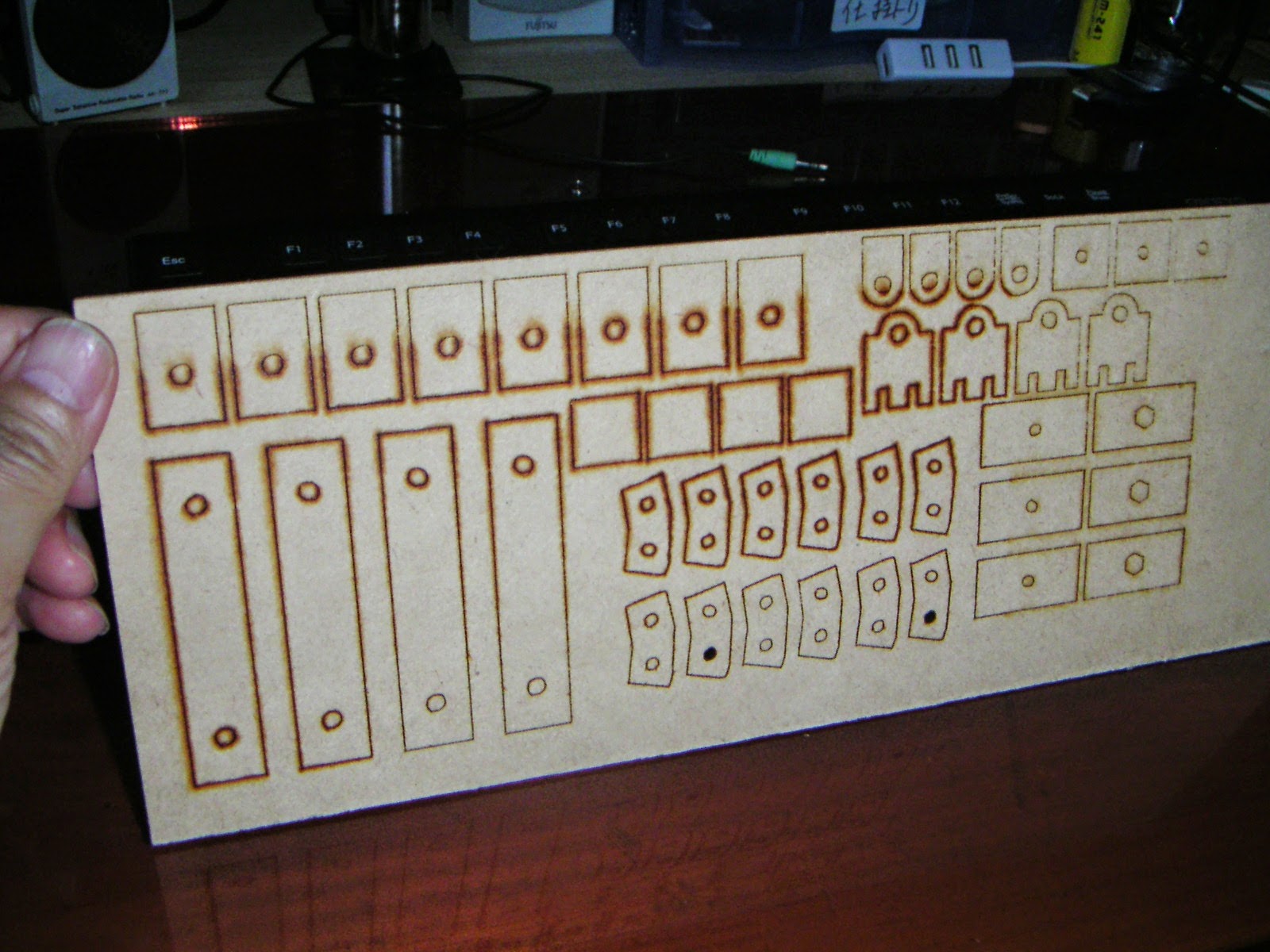
うら。
この時点でどのくらい切れているのかを動画でご覧ください。ほとんどばらばらです。
残りも全部抜きます。
抜け殻。

ねじ穴をピンセットできれいに抜いて完成です。

ブロックごとにまとめて、
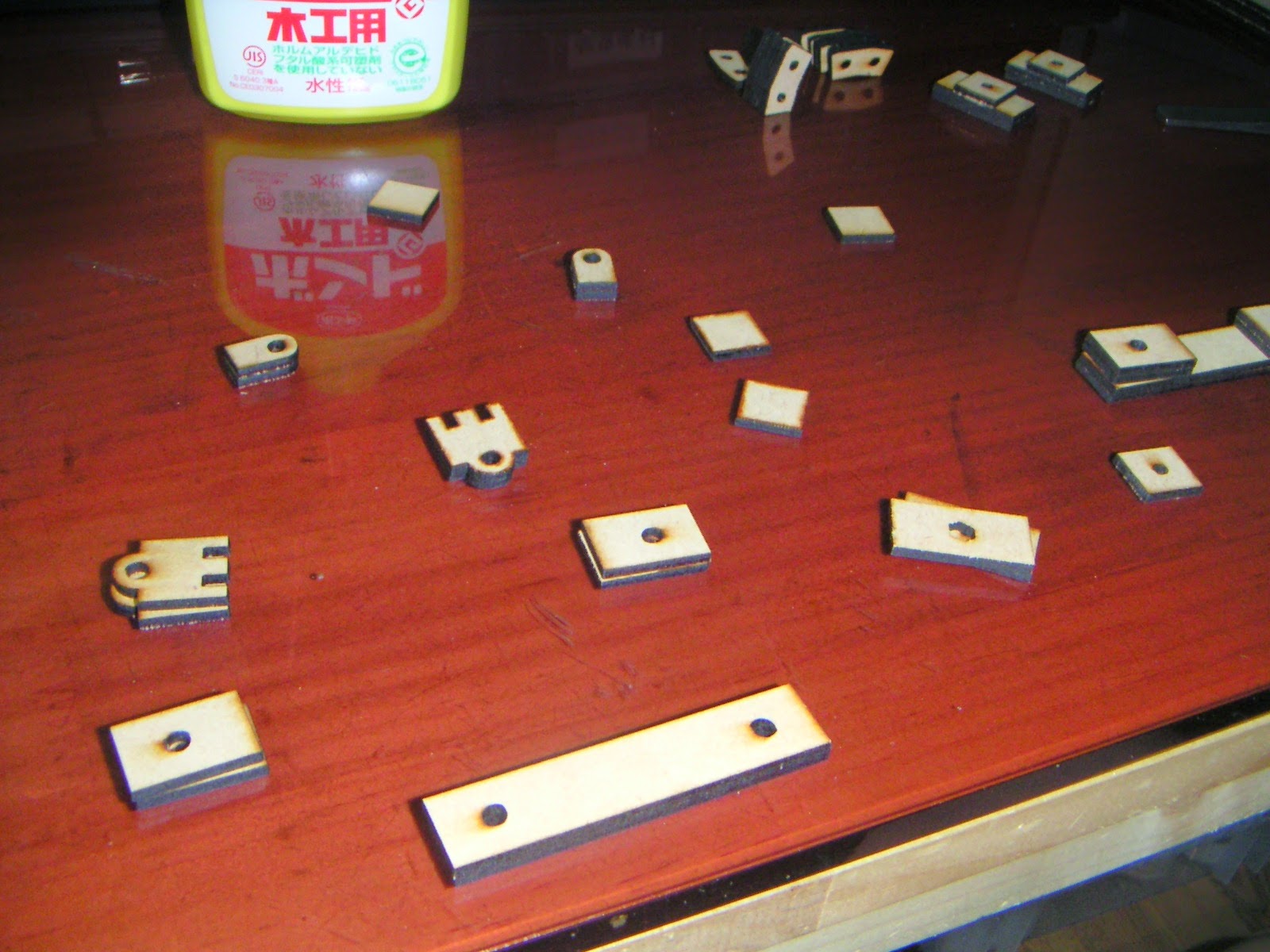
木工用ボンドで接着していきます。

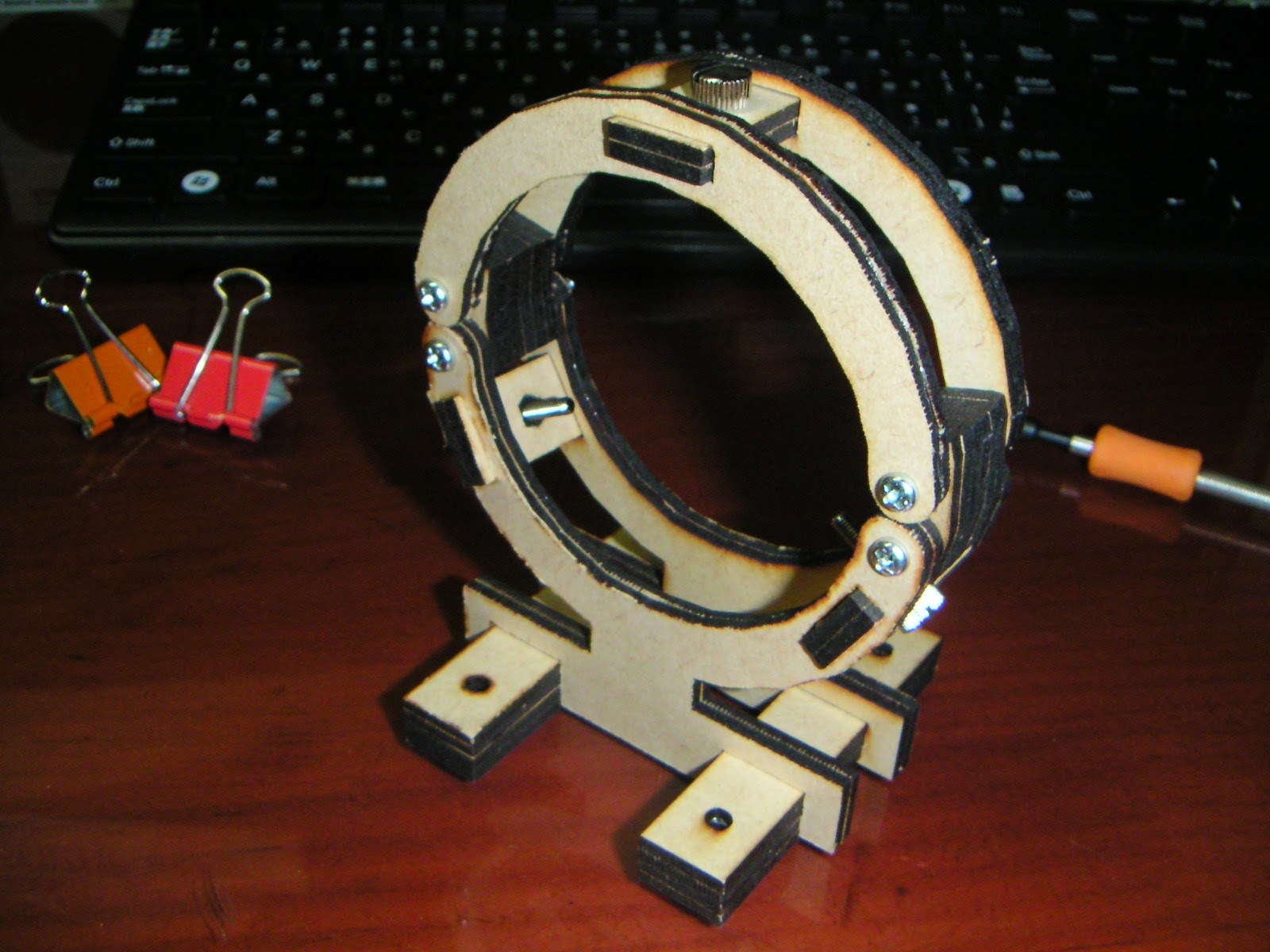
組み立てを続けます。まずはレーザ管の後ろを保持する冶具です。この冶具は3本のねじを使ってレーザ管の角度を微妙に調整できるように設計されています。
これがその調整ねじをねじ込むための部分。M3のナットを六角形に切り出したMDFに叩き込みます。
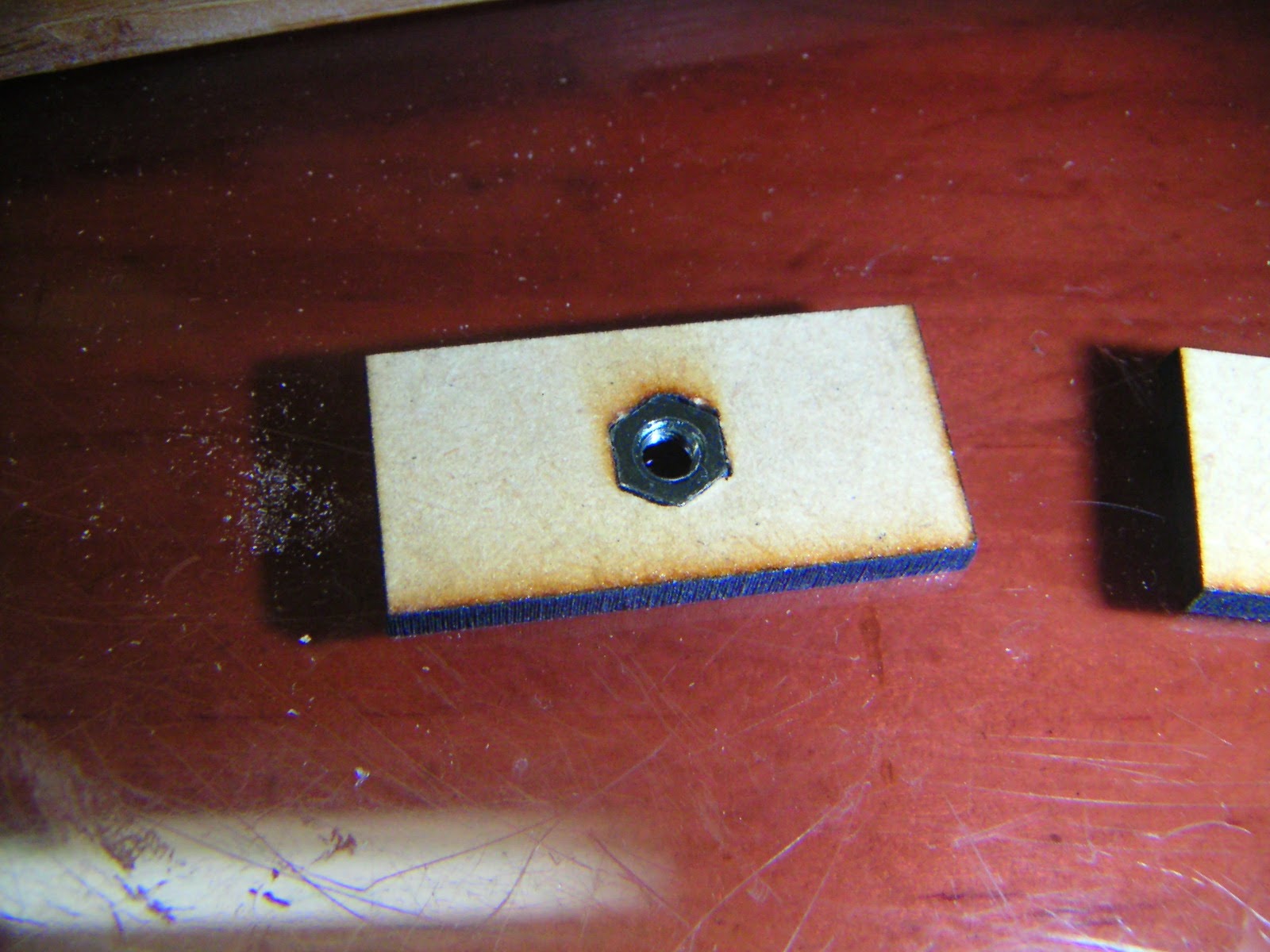
丸穴を開けたもう一枚の板と接着して、
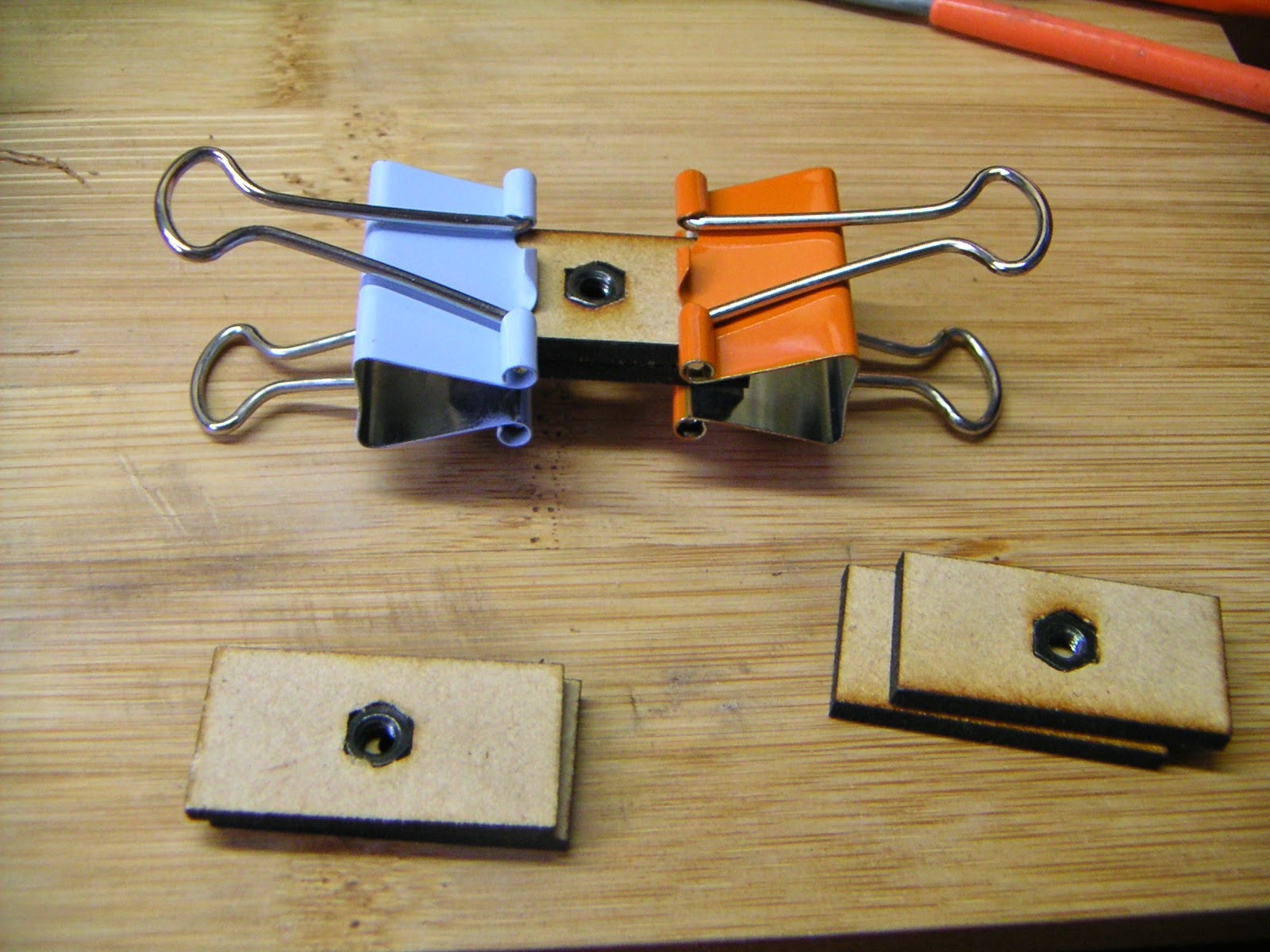
こんな感じに差し込んで、
もう一方の部材で挟み込みます。
向こうに見えるナットの部分にねじが飛び出して、3方からレーザ管を支えます。

上側はまだ半分しか部品を切り出せていません。

ということで、最後の一枚を加工します。この部材はレーザの道のりが短いので10分くらいで加工が終了します。表側。
裏側。
抜いて、

貼って、

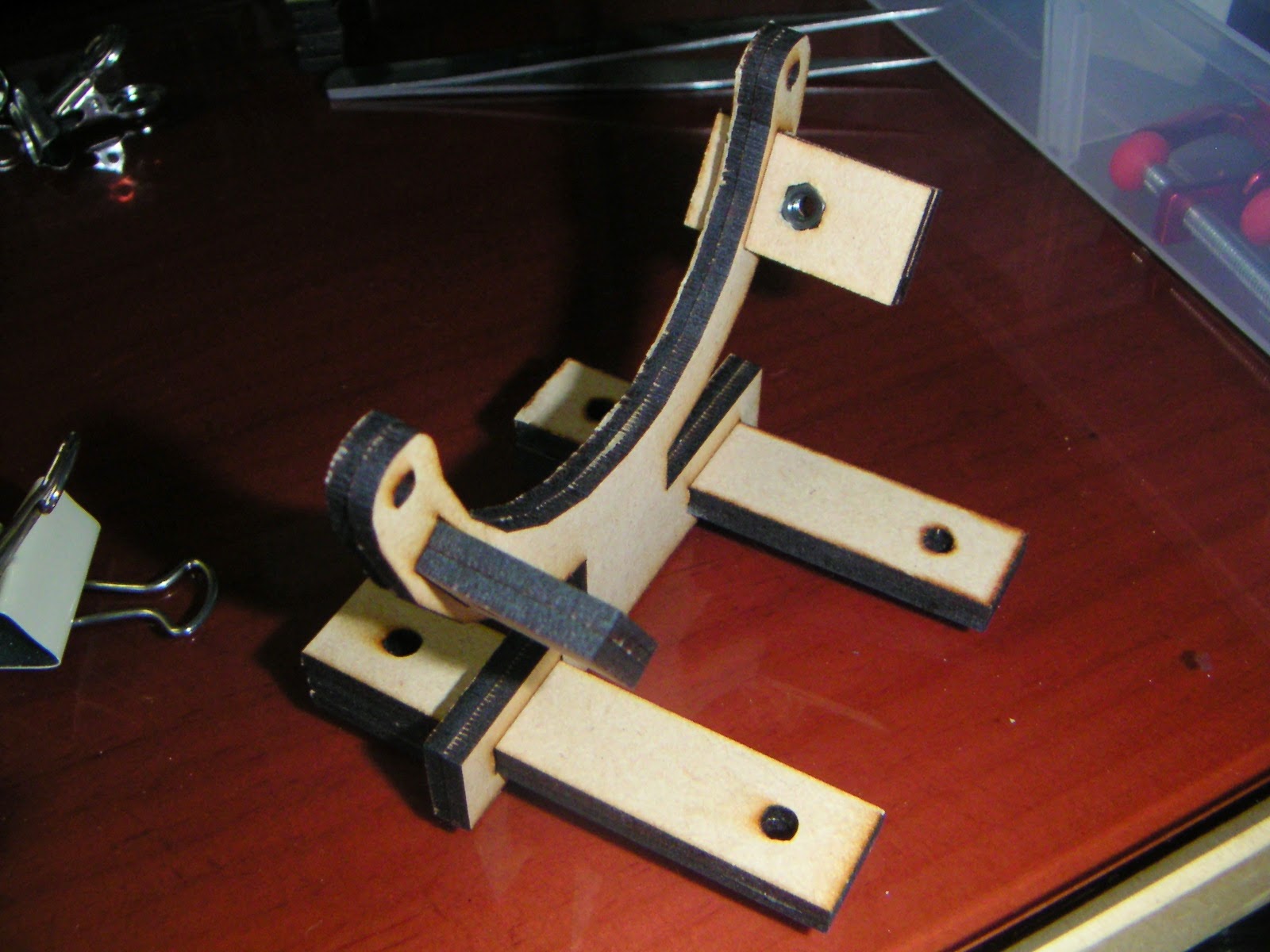
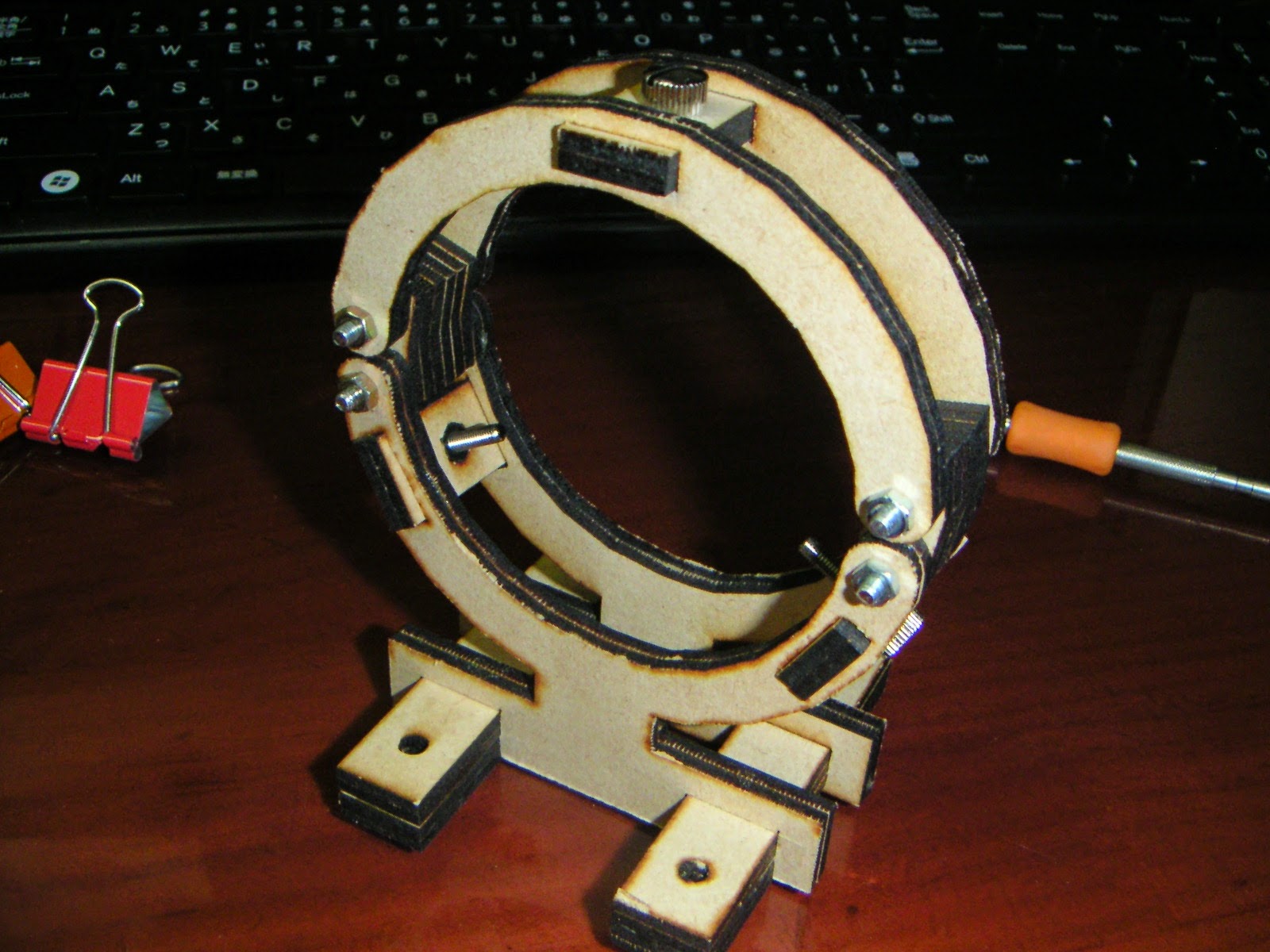
組み付けます。完成しました。
切り代は真っ黒ですが、すすが手につくようなことはありません。
この3本のねじでレーザ管を支えます。飛び出しを調整することでレーザ管の角度を変えることが出来ます。いわゆるちゃんとした光学部品としてのレーザーホルダも同じ構造になっています。
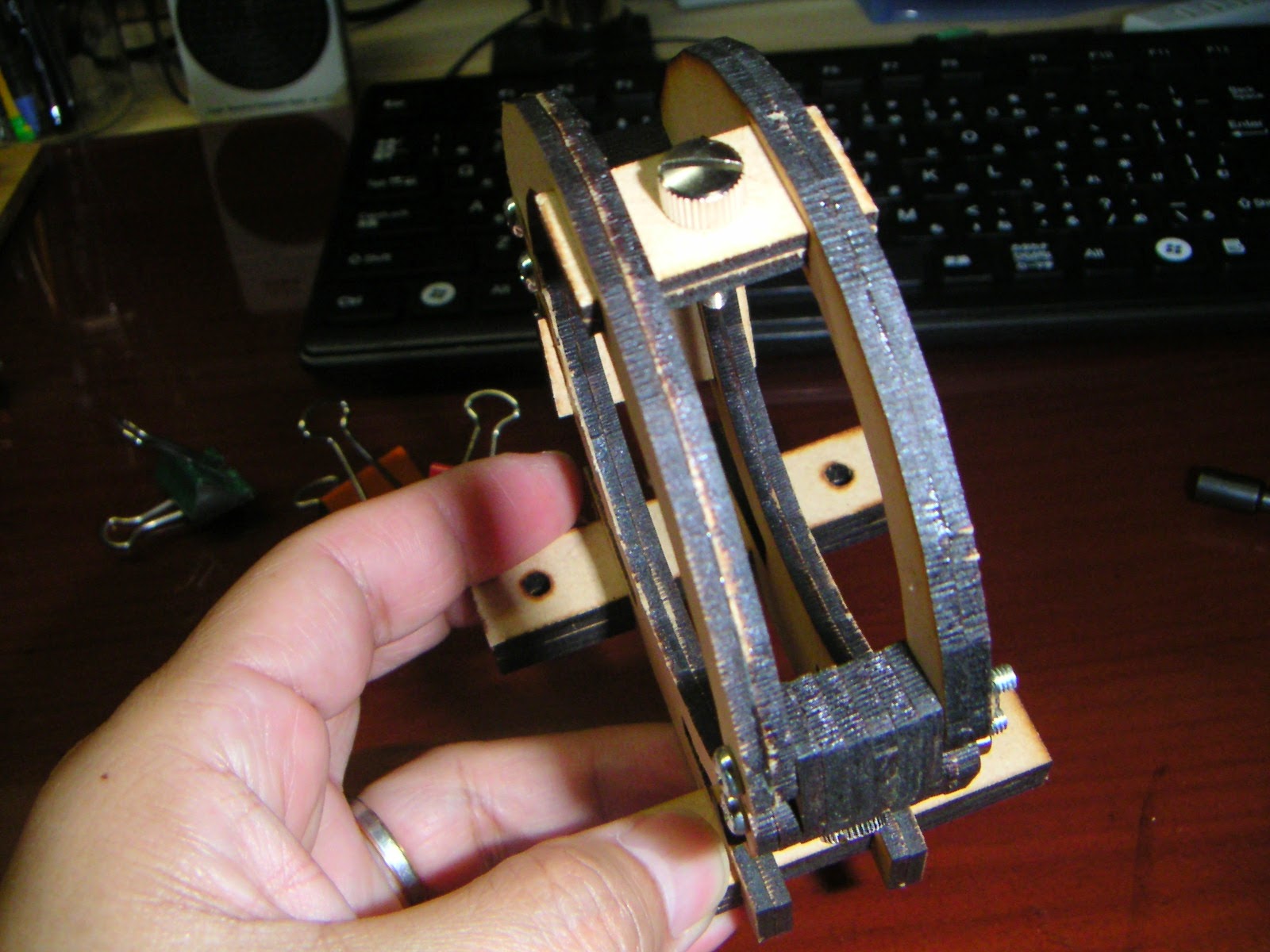
上下に割れているのは、レーザ管を取り付けるときに手錠のように開かないと冷却水取り入れ口などが引っかかって入らないからです。構造が複雑になって面倒なのですがやむを得ません。

元は2.5mmのMDFで、それを重ねて接着したものですが、合成は十分すぎるほどにあります。
満足の一品が出来ました。
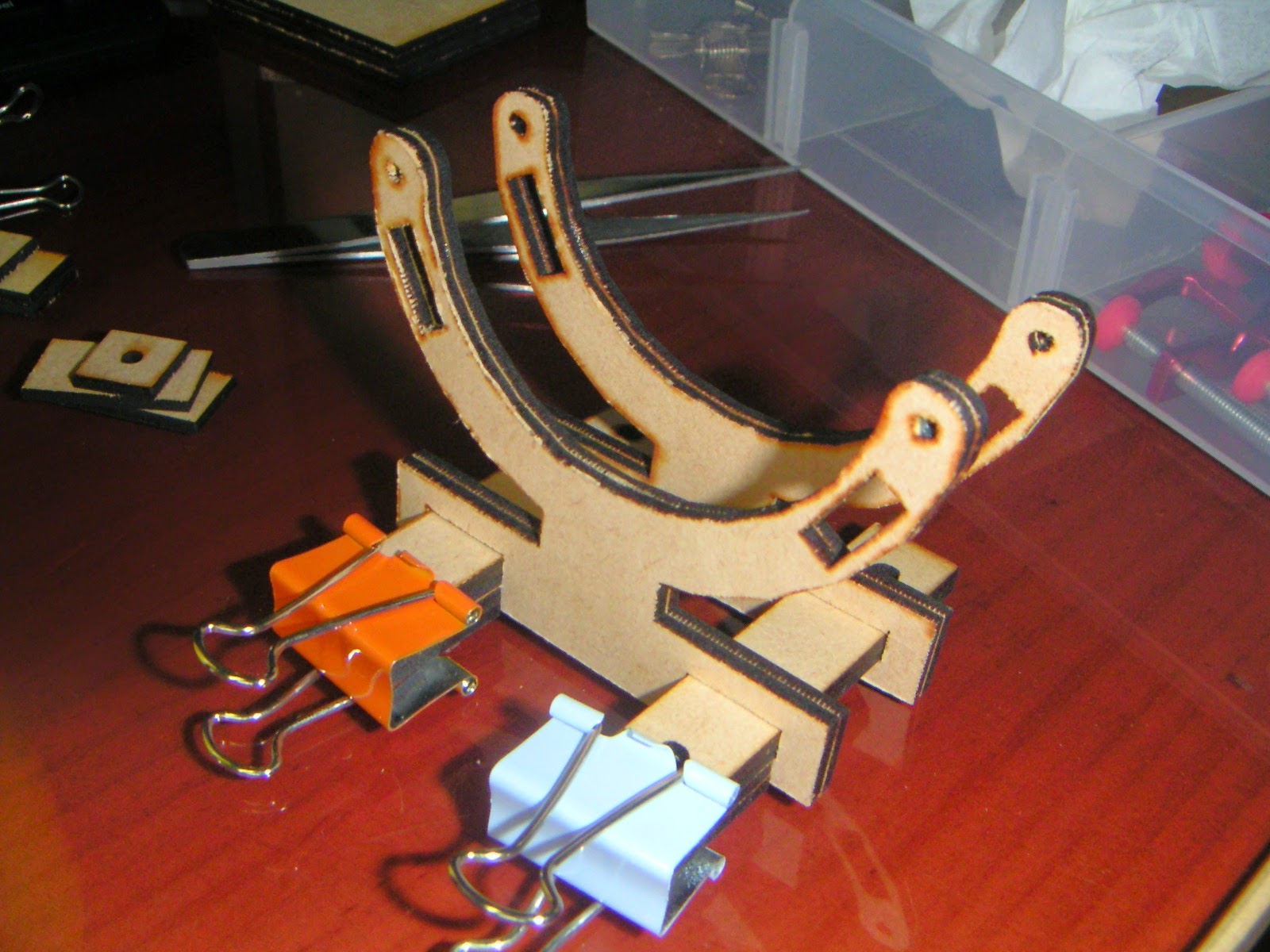
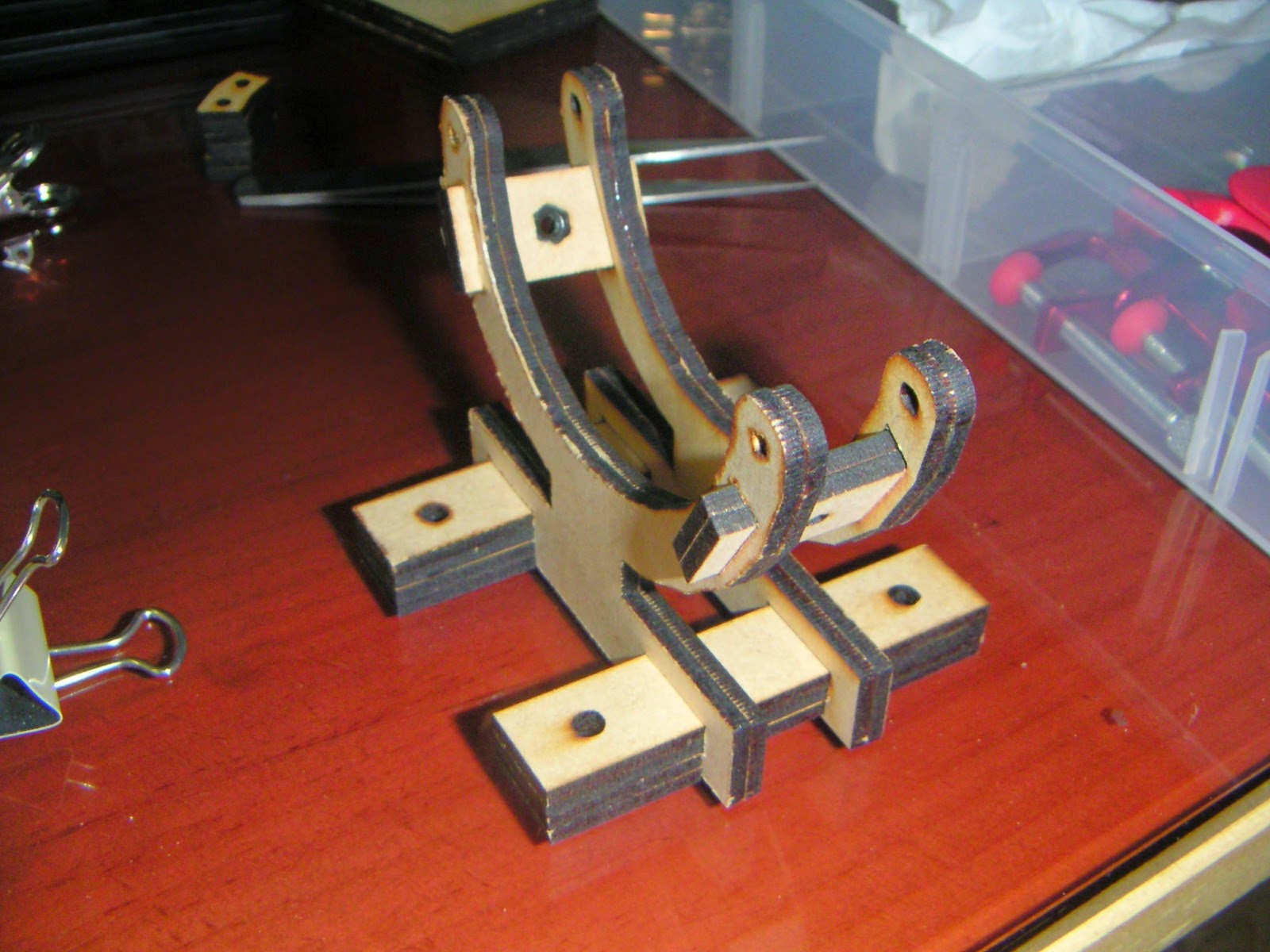
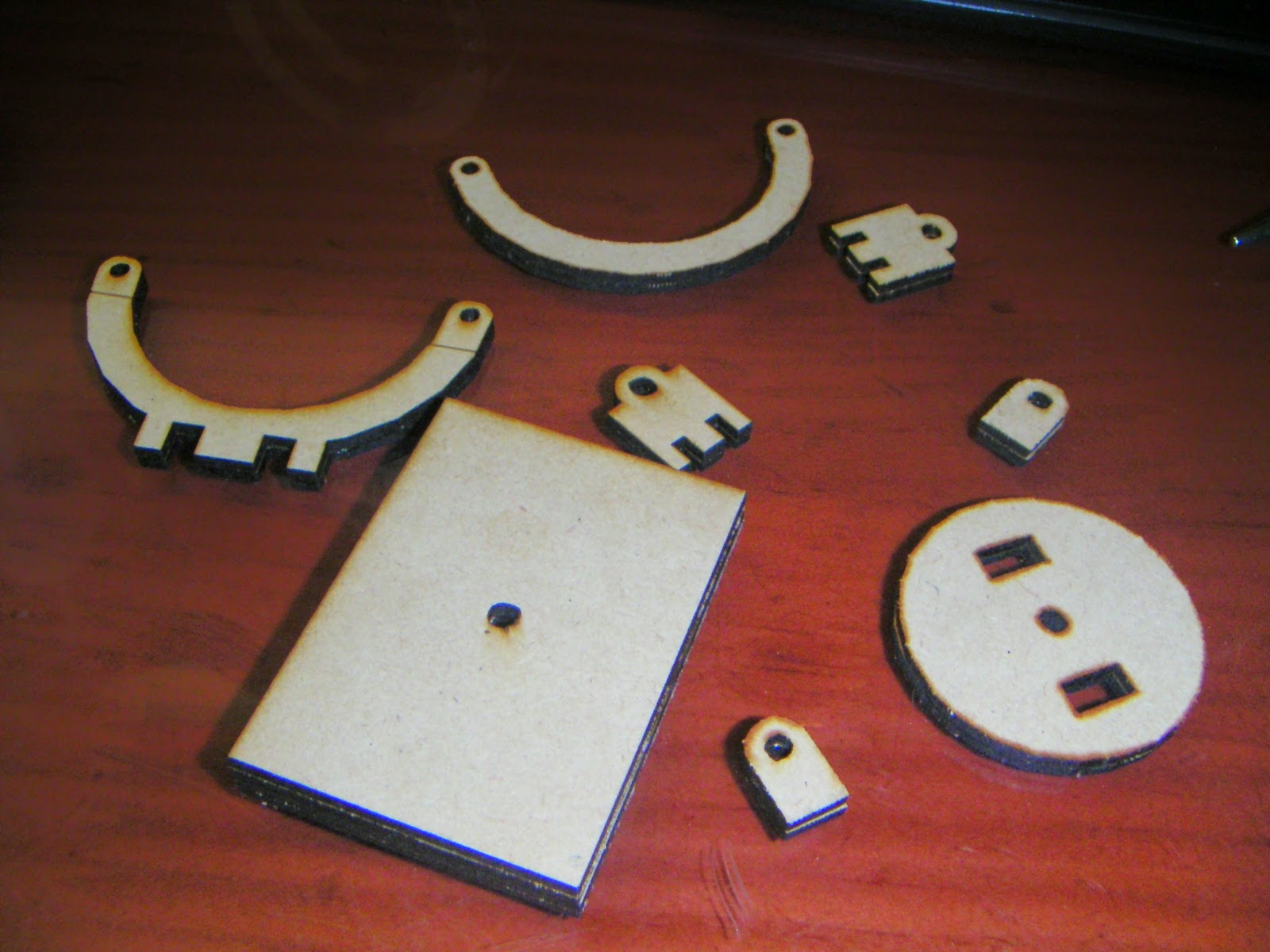
引き続き、レーザ管の前方を支えるホルダを作ります。こちらは後ろ側で行う角度調整についていくように仰角と回転方向に自由度を持たせた設計となっています。
部材はこれら。では組んでいきます。
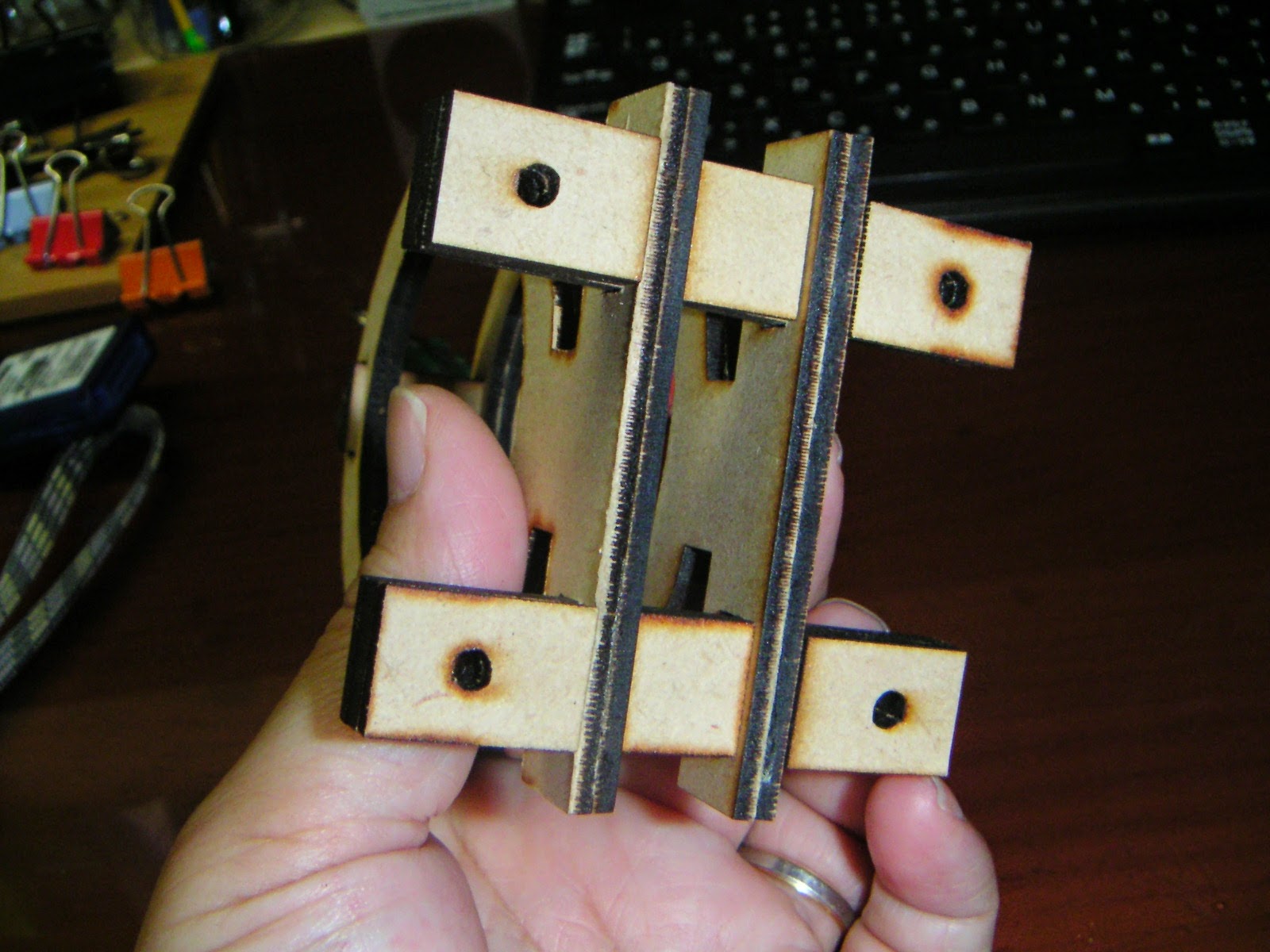
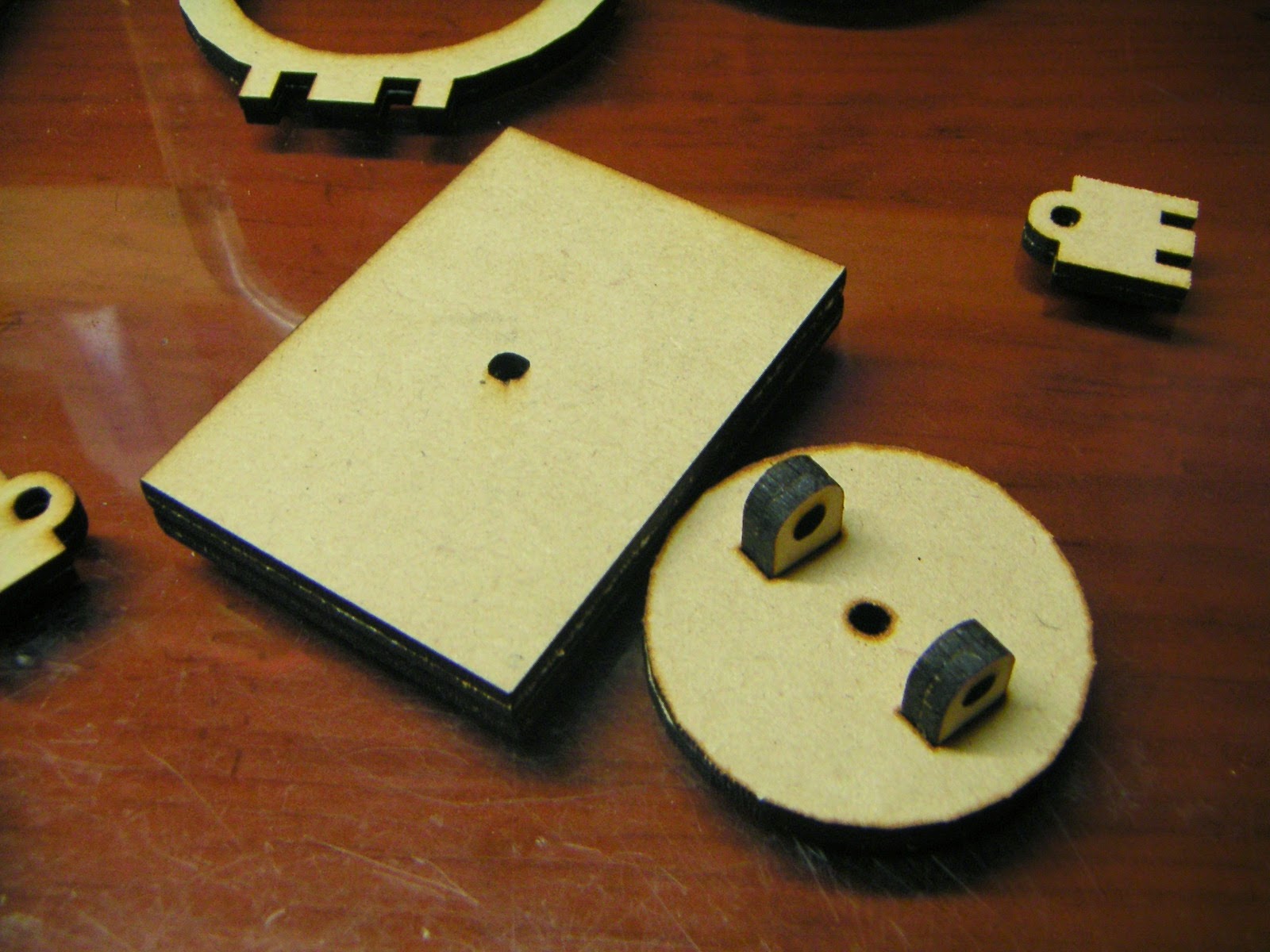
回転台に仰角のヒンジを取り付けるパーツを叩き込んで、
ベースにねじ止めします。
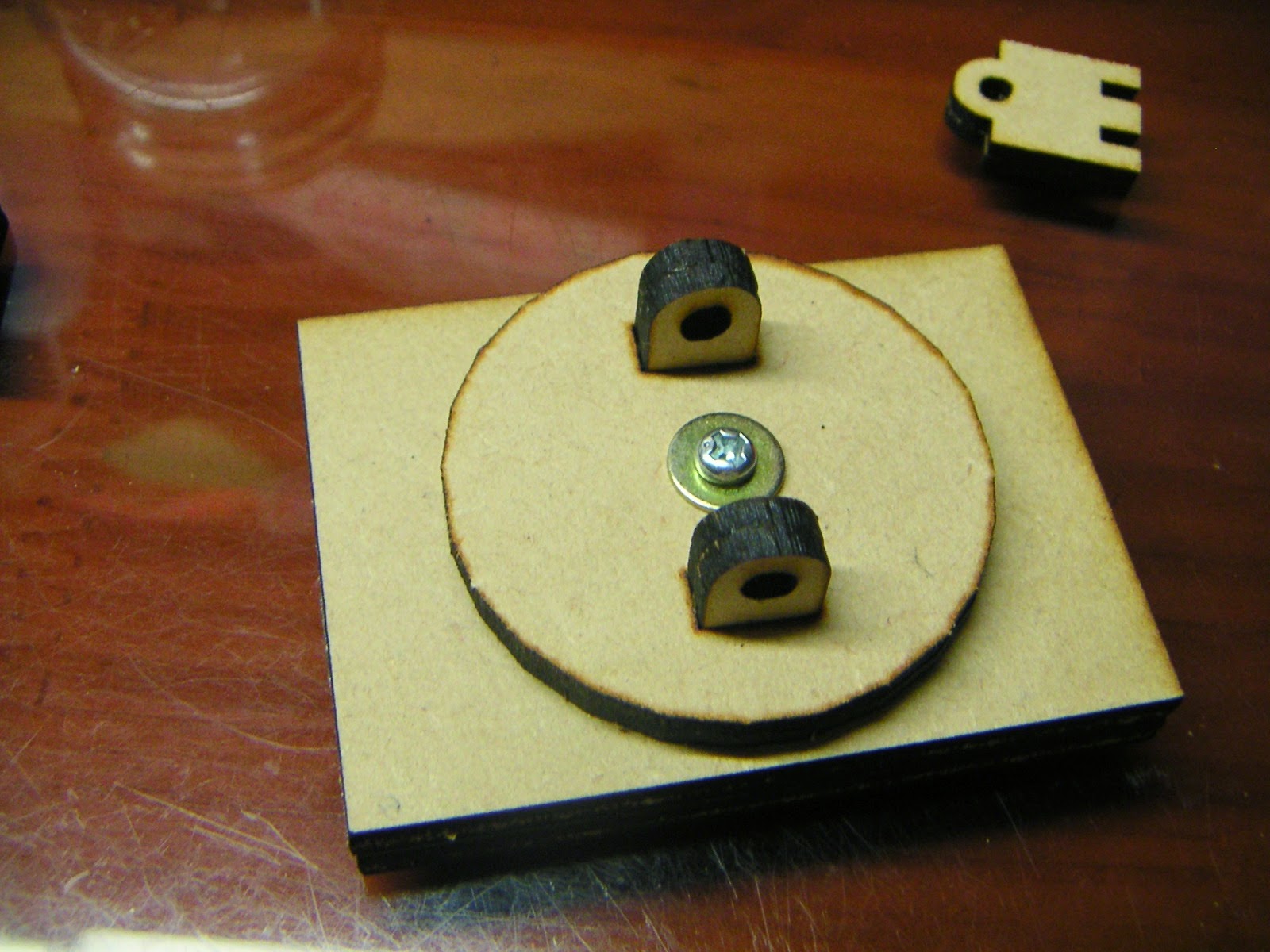
回転しても緩まないようにスプリングワッシャを入れます。
感を保持するアームはやはり上下に割れています。下のほうを作ります。

嵌め合いに部材を叩き入れていきます。

上側の押さえをつければ出来上がり。こちらは調整がありませんのでシンプルなつくりです。

これで二つがそろいました。

これもレーザ加工機無しに作ろうと思ったら大変な作業になります。3Dプリンタで剛性をきちんと確保して作ろうとするとかなり大変と思われます。ましてや3Dプリンタも無しなら、どうやって作るか想像がつきません。というか作ることなど考えないと思います。
しつこいようですが、この絵が
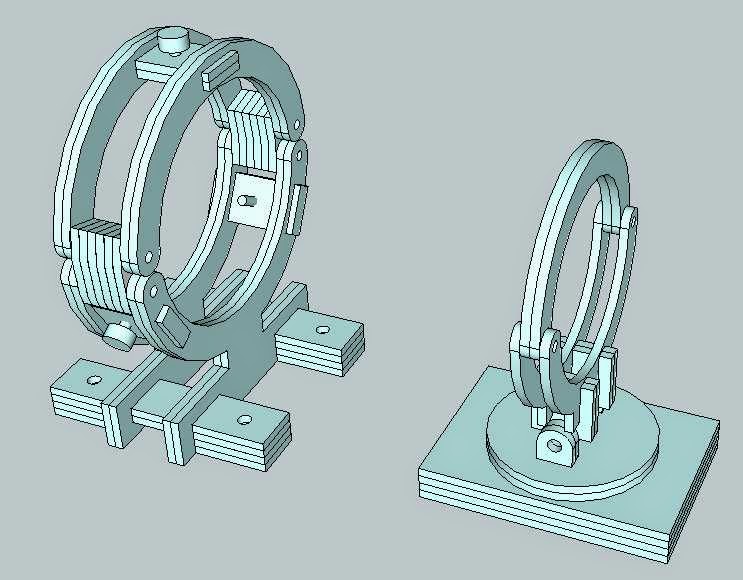

すばらしい。