購入した電源の配線が謎である件を投稿しましたところ、らせたろきん さんから速攻で重要な情報をいただきました。らせたろきんさんの情報により無事にレーザ管の動作試験を行うことが出来ました。らせたろきんさん、ありがとうございました。
以下にらせたろきんさんからの情報と、私が調べていた情報をあわせて電源の接続方法、駆動方法をまとめつつ、動作試験の様子を報告いたします。
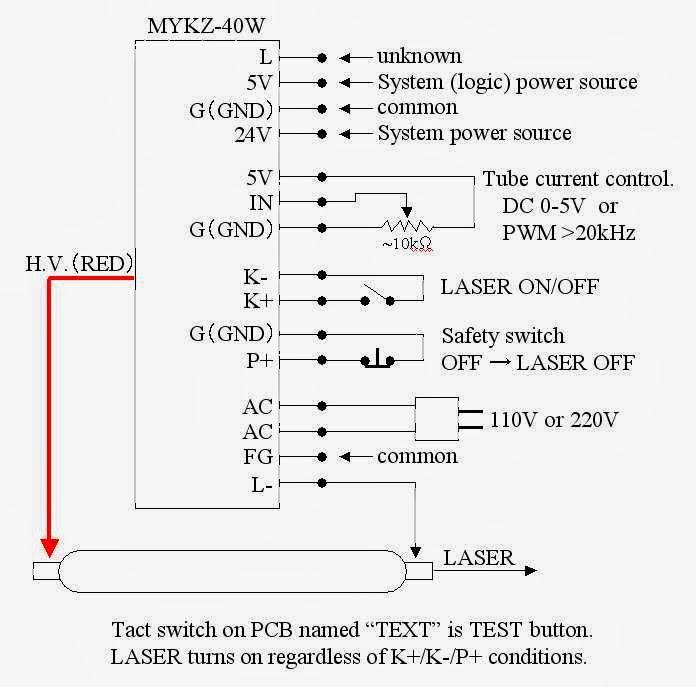
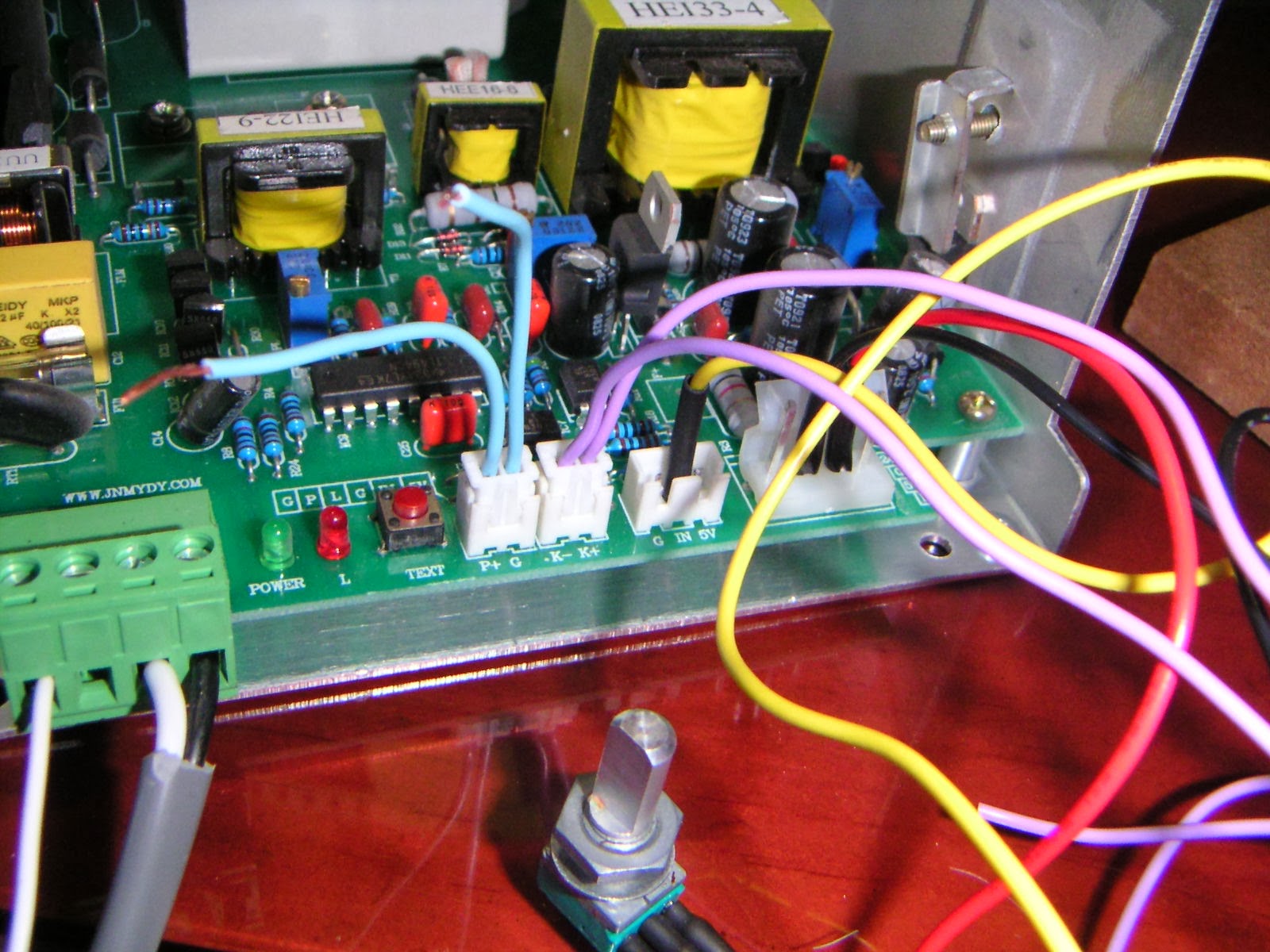
結論から先に出しますと、以下のような配線でこの電源は動作します。業者に教えた説明図のままですが。
わからない、というかどうでも良いので調べていない端子は図の一番上の”L”端子だけです。この端子は110Vを入れたときに5Vが出ています。LASERをONした時の電位は見るのを忘れました。ひょっとするとLASER出力時はLOWになっているのかもしれません。
後の端子は図の通り。例の”TEXT”ボタンを押すととりあえず出力をしますが、外部コントロールを使用とすると必ずP+をGNDに落さないといけません。これはらせたろきんさんの情報です。これがわからないと嵌るところでした。
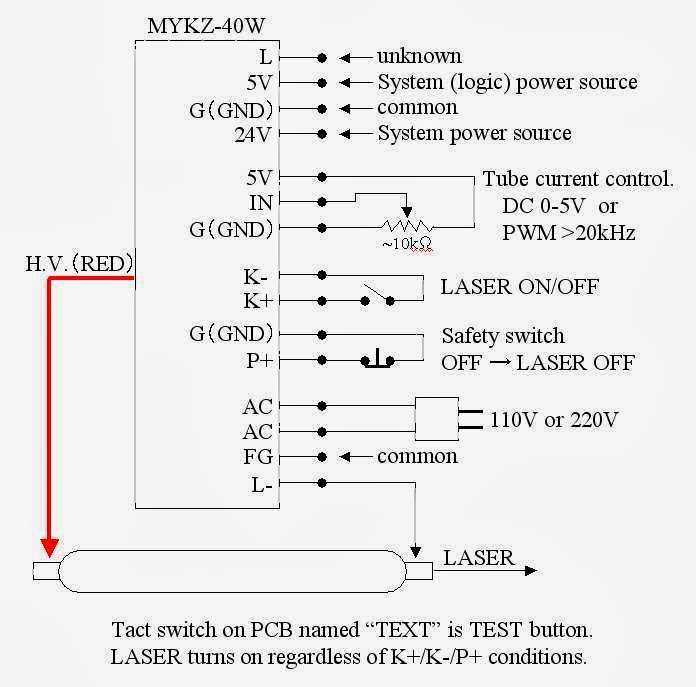
ということで、P+は非常停止スイッチにつなぎ、GNDに落しておきます。そしてK+/K-端子間をON/OFFする事になります。
この電源は印鑑刻印用の電源で、ラスタースキャンをしながら高速でLASERをON/OFFすることが出来ます。このときにK+/K-をトランジスタかFETのスイッチで高速断続すると良いと思われます。
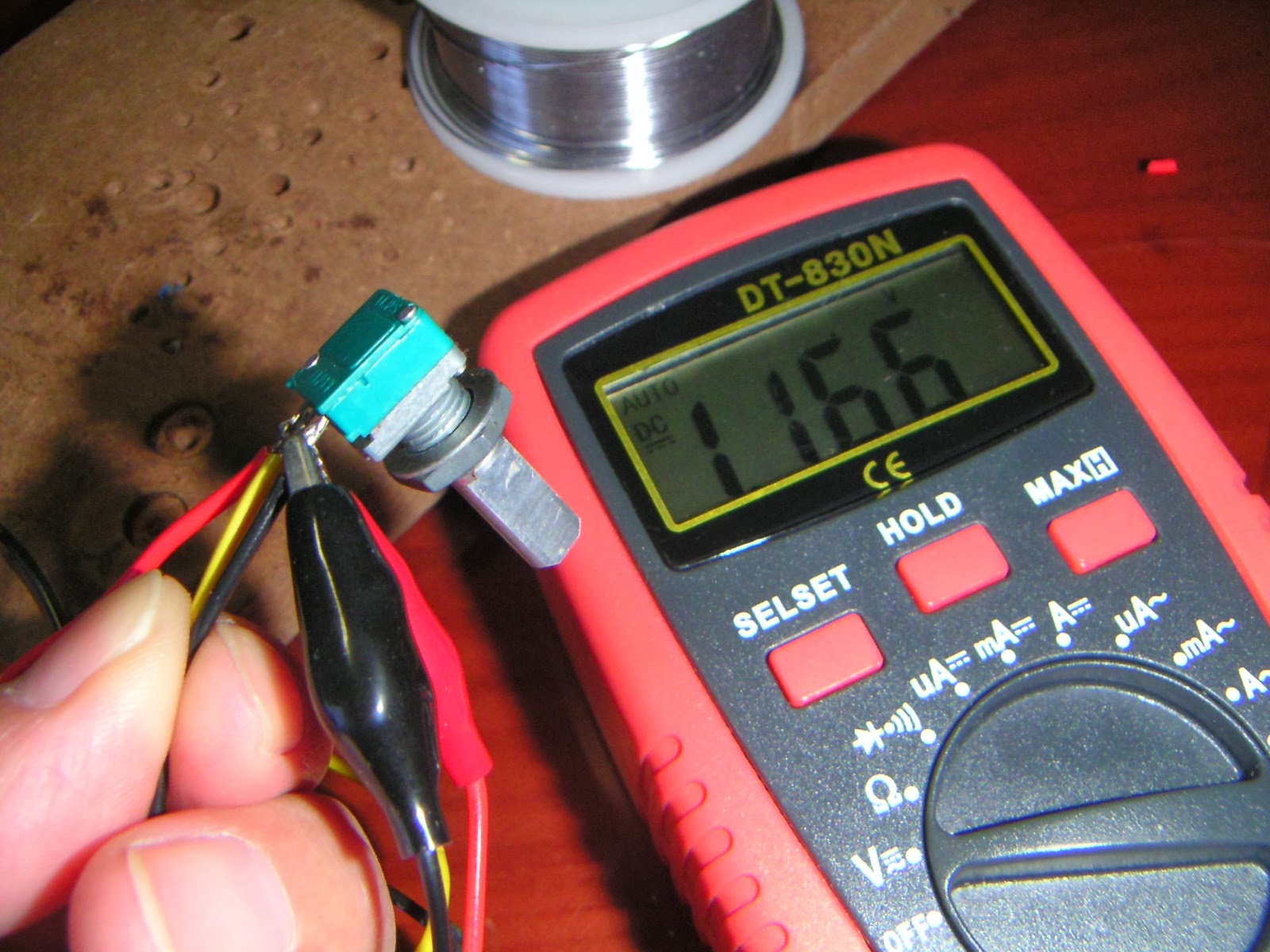
G/IN/5V はLASERの出力コントロール用です。この電源は最高電圧30kVの定電流電源として動作すると考えられますので、電流出力値を電圧の形でIN端子に入れてやれば良いのです。マニュアルで動かす場合は上図のように5-10kΩ位の可変抵抗をつないでやって5Vを分圧してINに入れてやります。実験したところ、私の購入したレーザ管では0.6V付近から出力が出始めました。
このIN端子は外部からコントロールする事も出来ます。もちろんボリュームをモータで回すなんて事はしません。PWMを使います。
PWMは電圧パルスを高速でIN端子に印加し、Duty比を変化させることでIN端子にかかる平均的な電圧を変える方法です。たとえば5Vのパルスを使うとすると、Duty比50%でIN端子の平均電圧は2.5Vとなります。気をつけないといけないことは、パルスの周波数が低いと電源が5Vと0Vのパルスにそのまま反応してONとOFFを繰り返してしまうということです。この電源がどの程度の周波数でパルスを平均値としてしか認識できなくなるかはわかりませんが、他の電源の説明を見る限り下限は20kHz程度のようです。これ以上の周波数でPWMコントロールをすれば外部からレーザ管の電流値、すなわちレーザ出力をコントロールすることが出来る様になります。うまく制御をしてやればIN端子のPWMとK+/K-端子のON/OFFで階調コントロールをしながら写真を刻印するなんてことが出来るはずです。
ということで、動作確認の記録です。
まず、コネクタの配線を作ります。2PのものはたまたまPCB上のハウジングに合う物を盛っておりました。

圧着ペンチを使ってカシメていきます。
P+/G用、K+/K-用に二本作ります。
IN端子に入れる電圧を作るための可変抵抗です。レーザディスクをばらして取り出したジャンク品です。ジャンク万歳!

目論見どおりに動いていることを確認します。
3Pのコネクタは持っておりませんので、直接ハンダ付けします(笑
IN端子は3Pの真ん中にあり、両側のGND/5Vと近くてハンダ付けしにくかったので、GNDと5Vは右側のシステム電源のところから配線しました。これらはそれぞれPCB上でつながっていますのでどこにつないでも同じです。
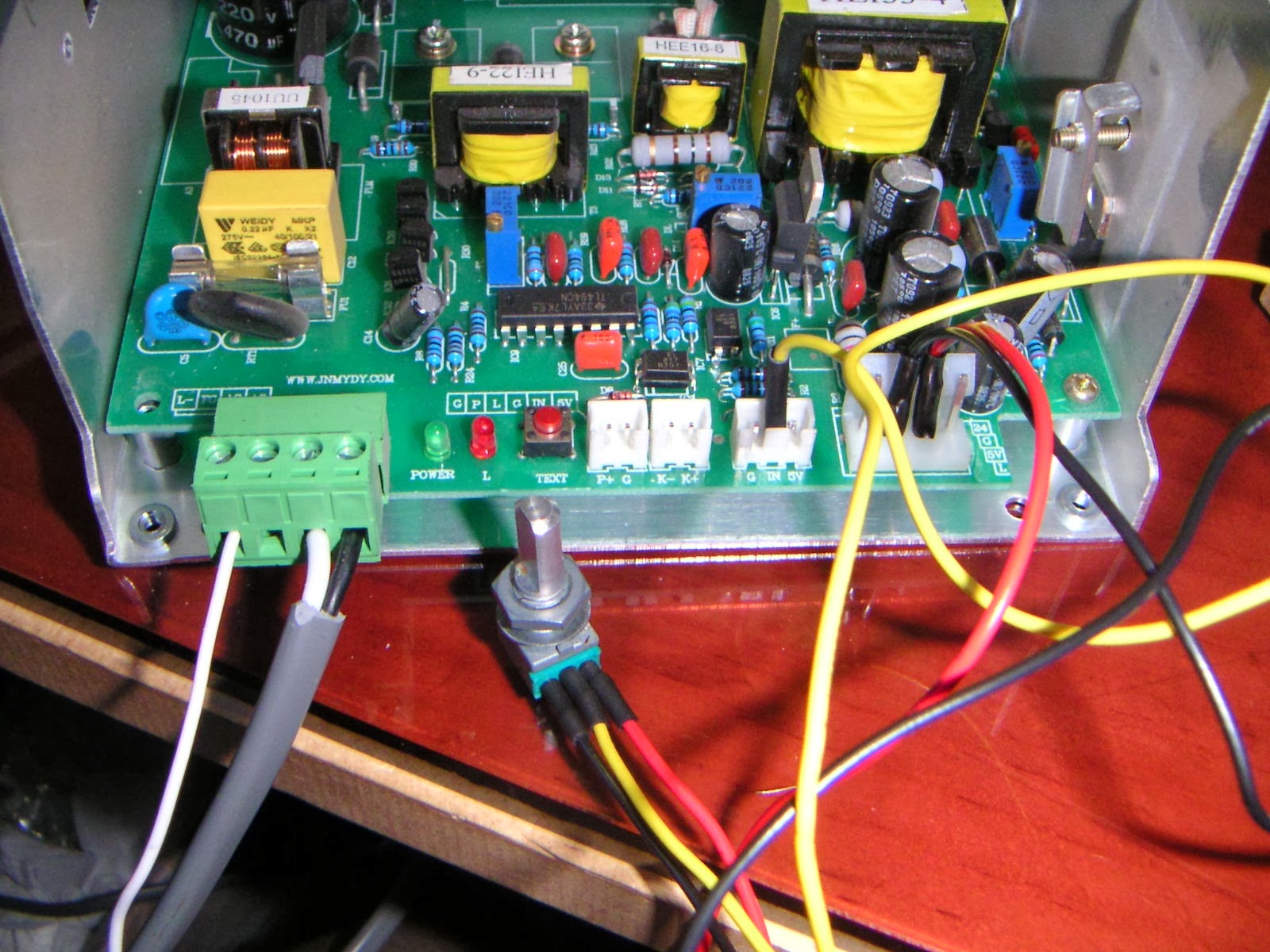
んで、2Pのコネクタをつなぎます。あとは電源とレーザ管への配線をすれば終わり。ここらは簡単。
動かしてみました。動画をどうぞ。
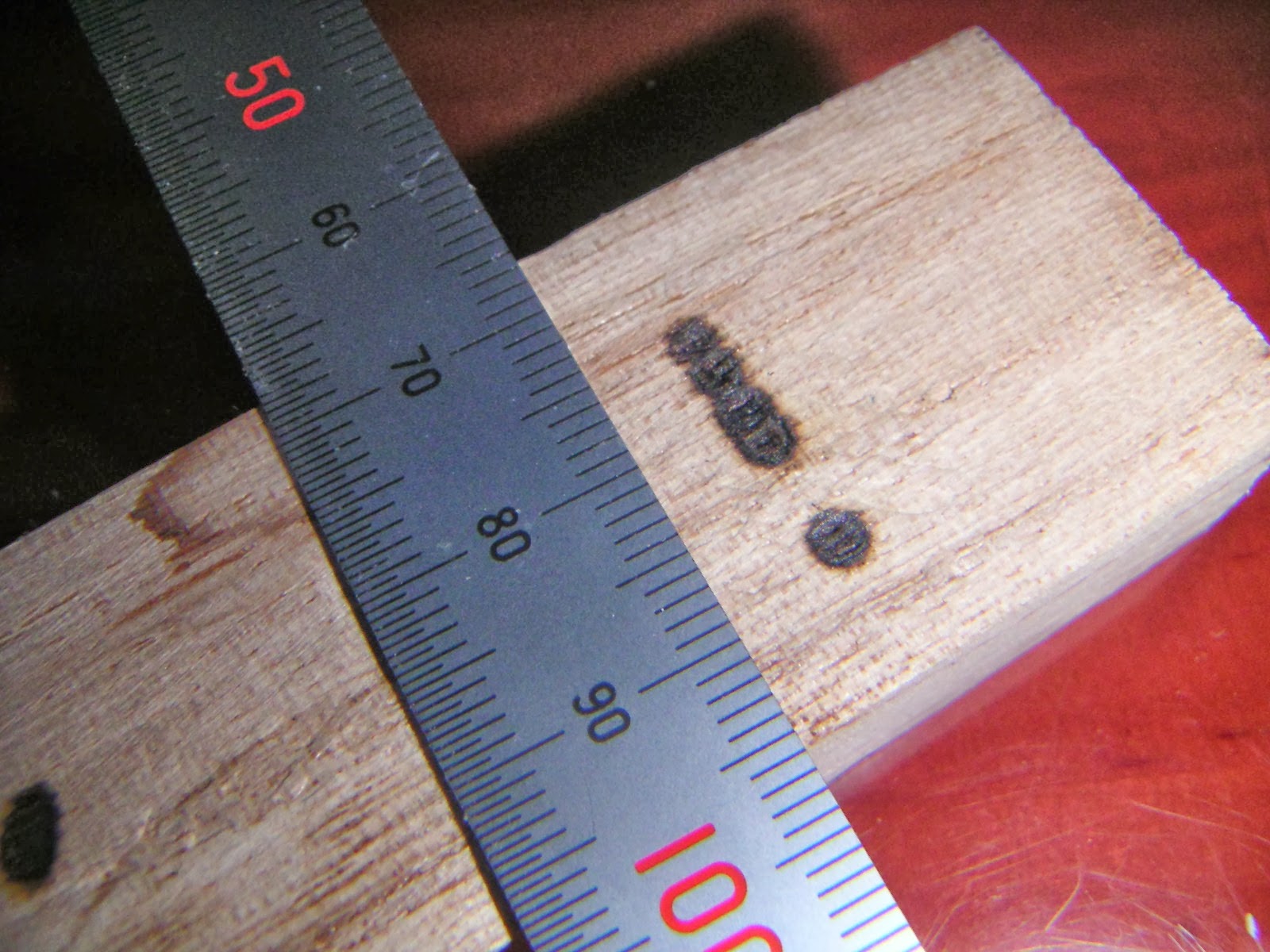
やっぱりちゃんとした管は違いますね。一撃で木片が焦げます。
これでも5mAくらいしか流しておりません。レーザ出力は電流にリニアに比例するはずですので、製品が仕様通りの動作をしているならば10Wの出力しか出していない事になります。10Wで、しかも集光もせずしてこの威力。さすがです。

いやあ、加工機を作るのが楽しみになってきました。
部屋に木が焦げるいいにおいが立ちこめております。
ということで、動作確認は完了しました。P+端子をGNDに短絡するコネクタ(危険ですね)を作って挿しておく事に事にします。
さて、次はステージの設計です。
正月休みの間に何とかカット動作までこぎつけたいですね。
がんばります。