それなりに快調に働いているDINレールスライダを使った自作3Dプリンタですが、実はずっと気になっていたことがありました。それはDINレールの摩耗です。
DINレールにはアルミ製とスチール製の二種類がありますが、一般的に売ってあるのはアルミ製です。私もこれまでアルミ製のDINレールだけを使ってきました。
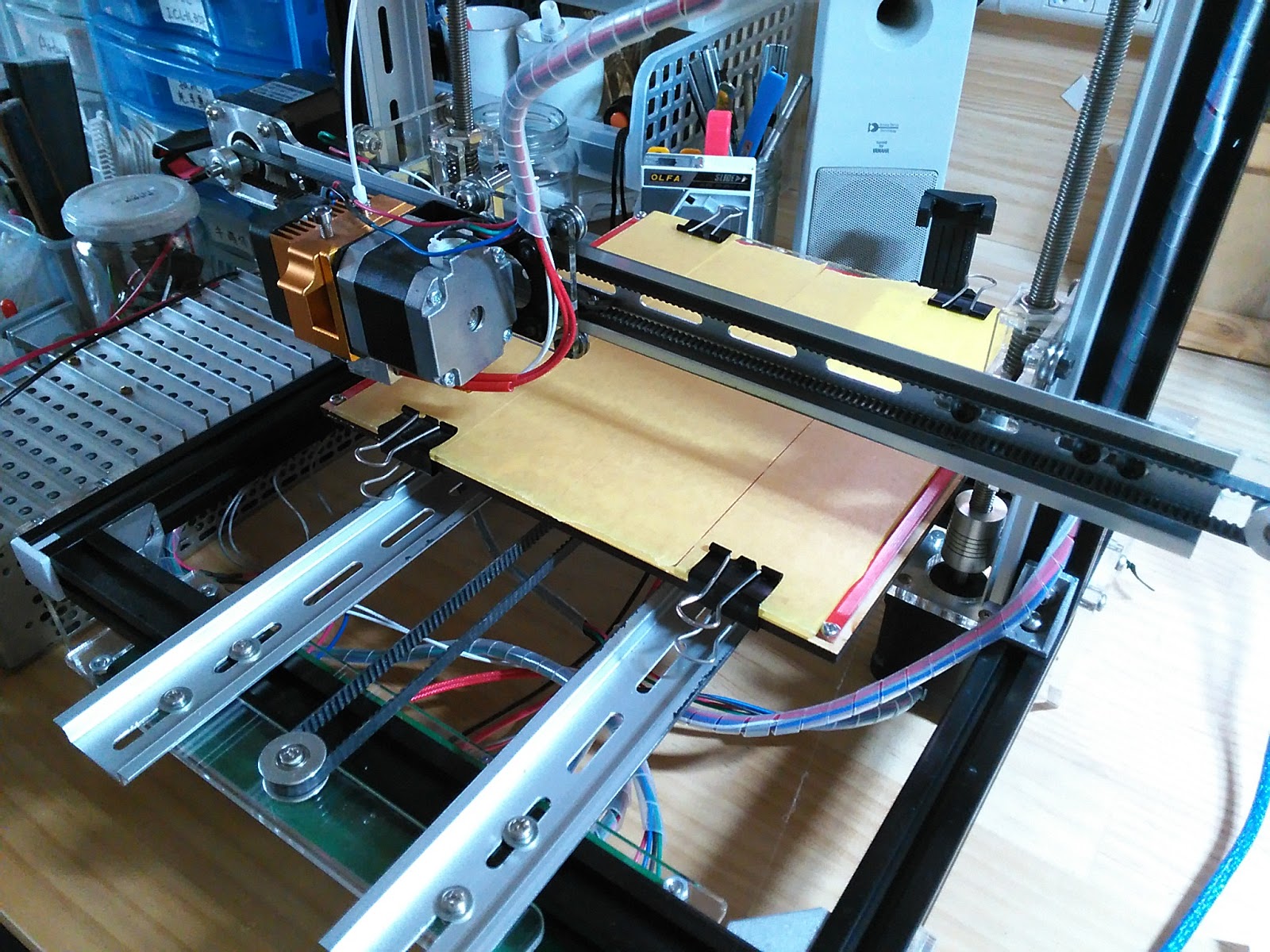
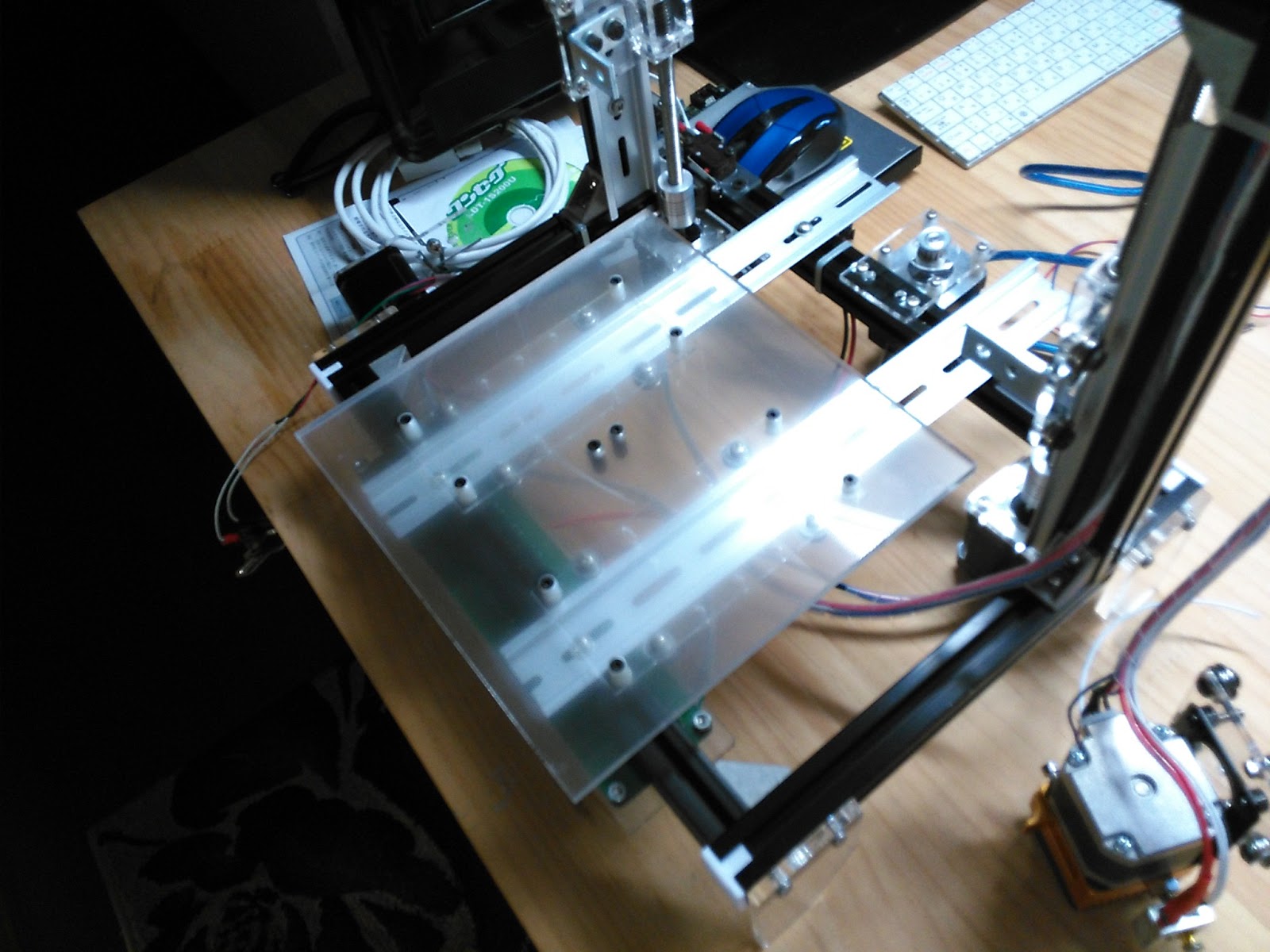
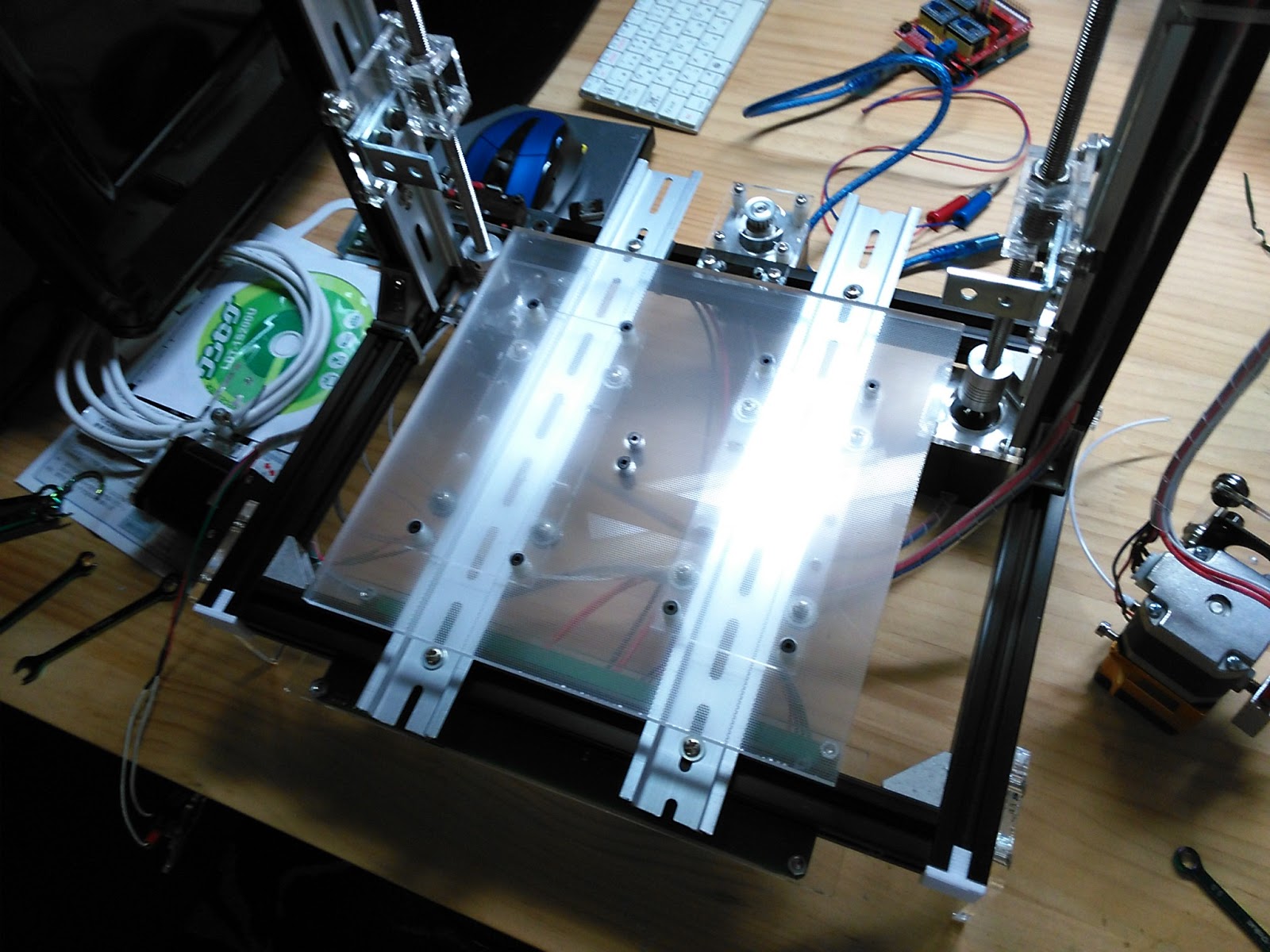
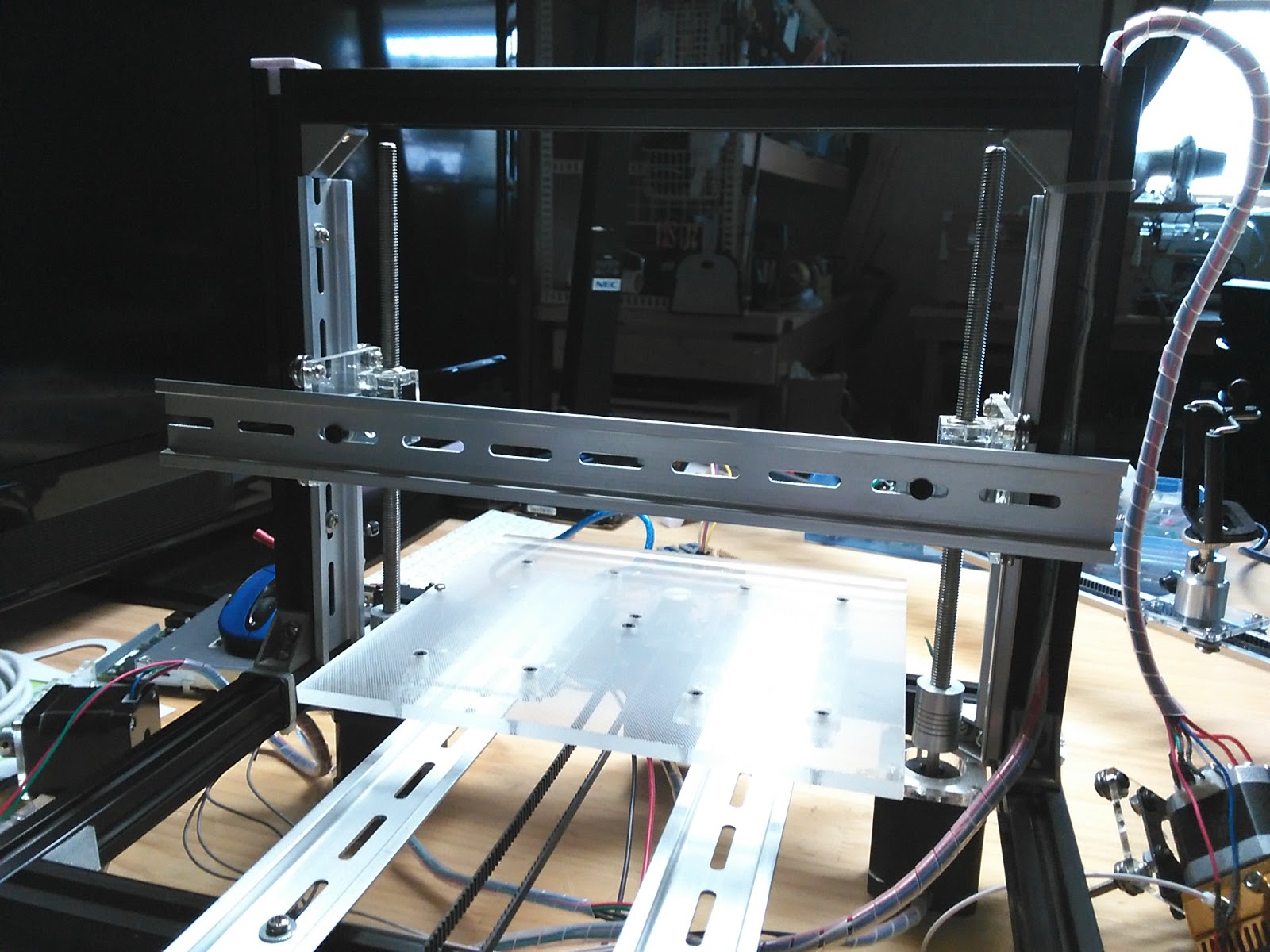
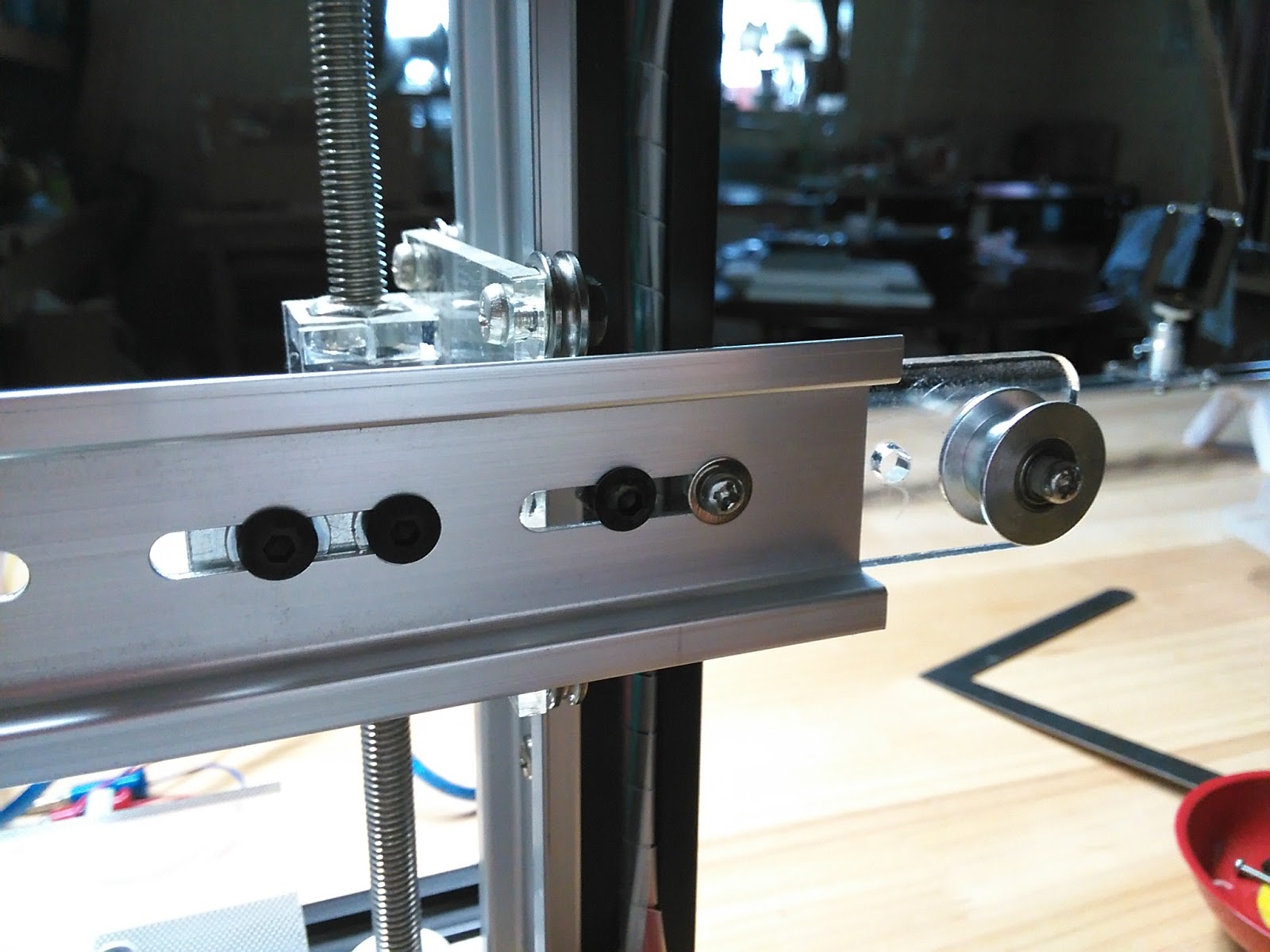
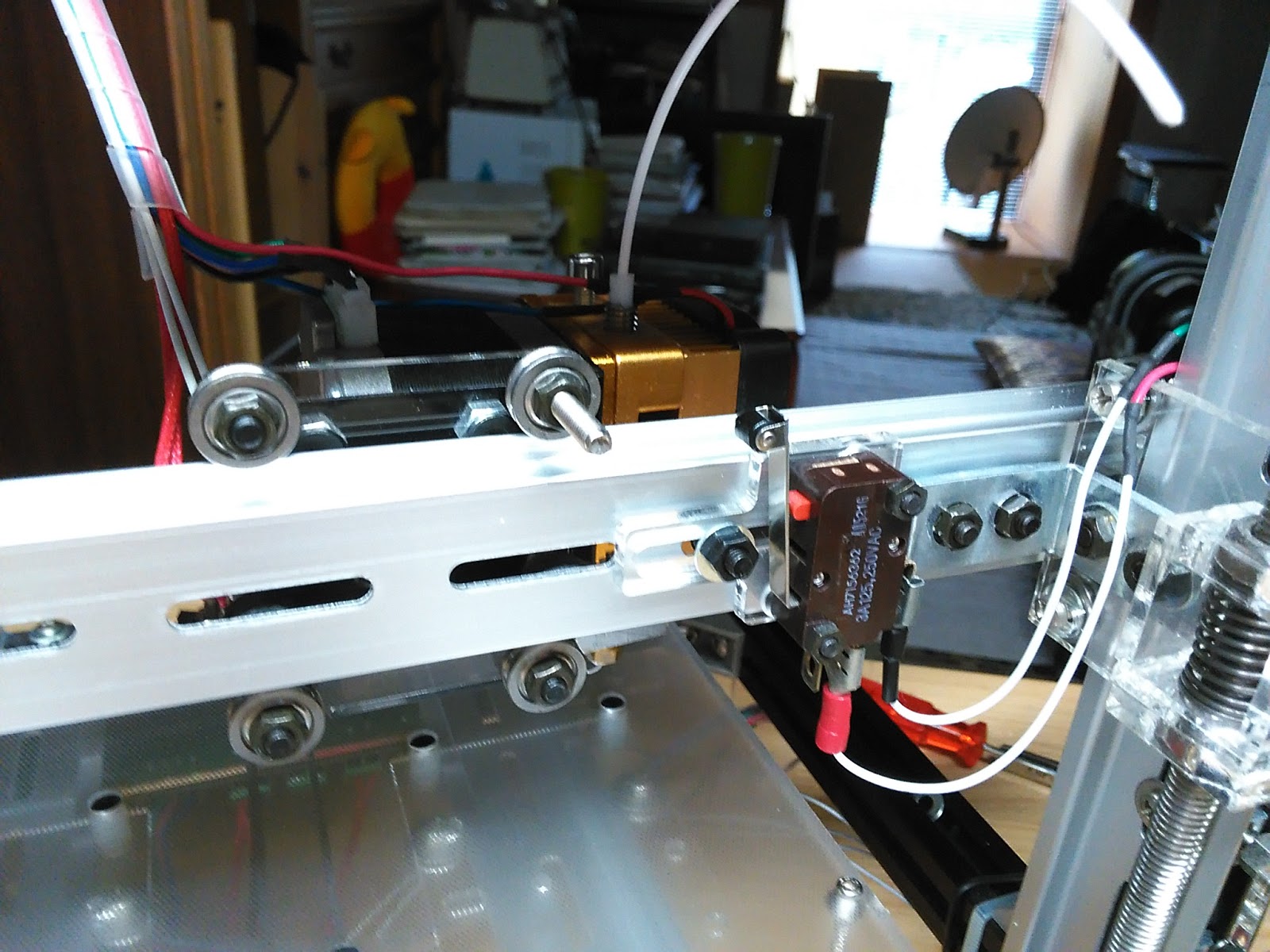
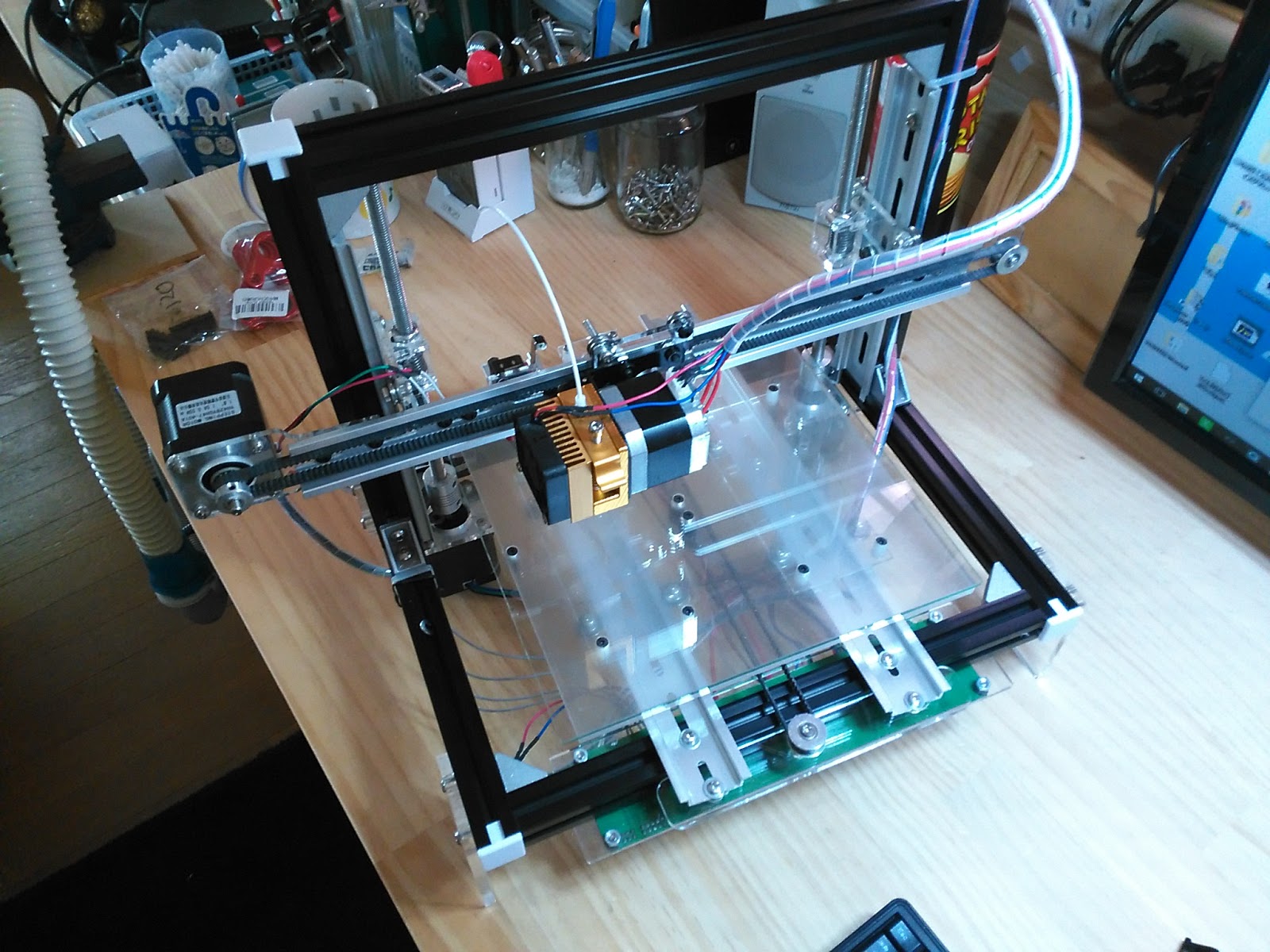
こんな感じに、X軸に1本、Y/Z軸にそれぞれ二本の合計5本のDINレール、すべてアルミ製です。このアルミのDINレールにSUSのU溝ベアリングを噛みつかせたものが私が使っているDINレールスライダです。
この構造では硬いSUSと柔らかなアルミというかなり特性の違う材料が力がかかった状態で接していますので、まあ当然アルミ側が摩耗していくだろうというのは予想できるわけです。
このDINレールスライダを使って3Dプリンタを作った時には「すり減ったら替えればええやん」と思っておりました。
で、そろそろ変えようかと思って今回作業した次第です。
まずどんくらい摩耗しているかというチェックです。これわかりますかね。

これならどうだ。

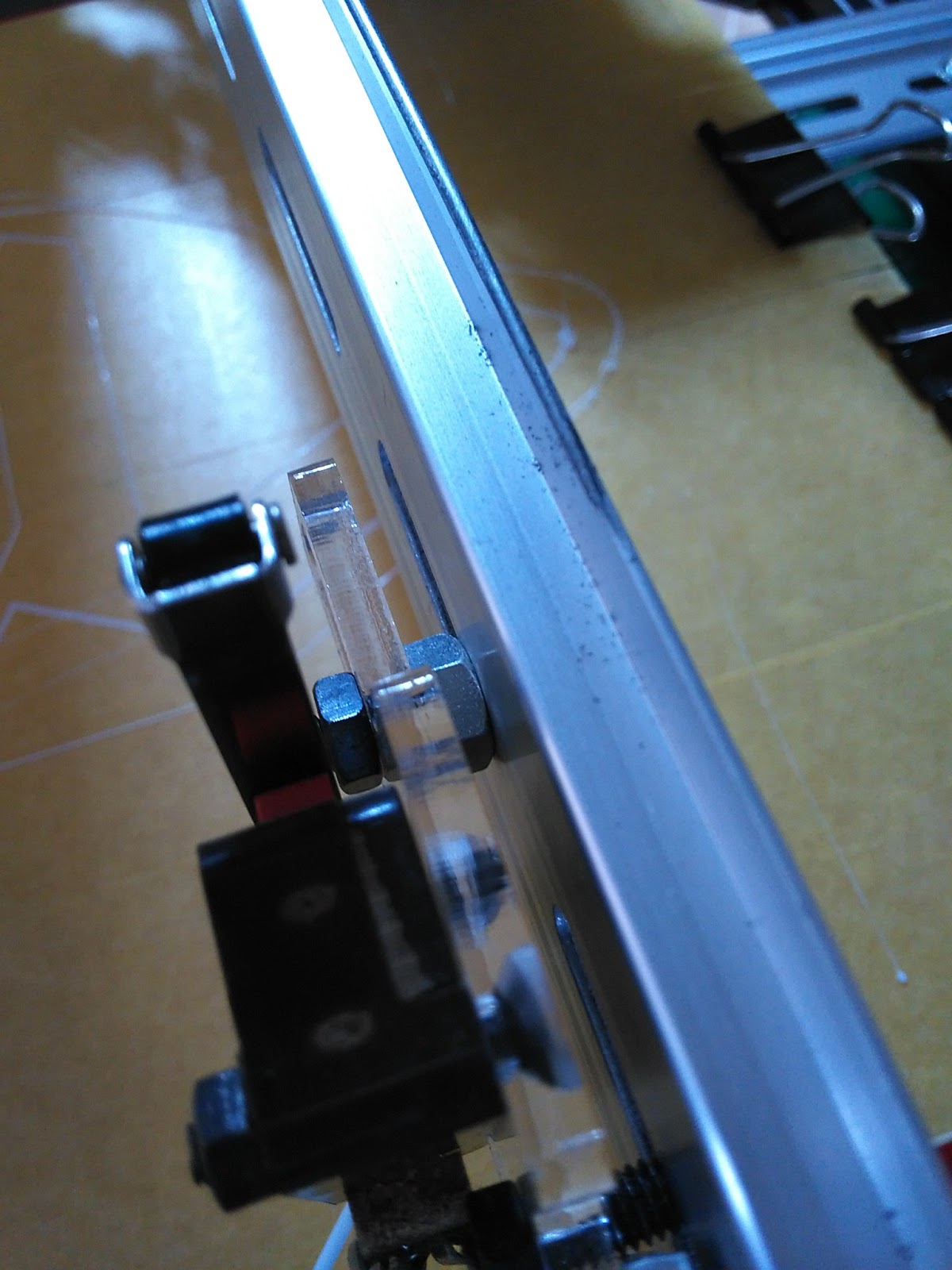
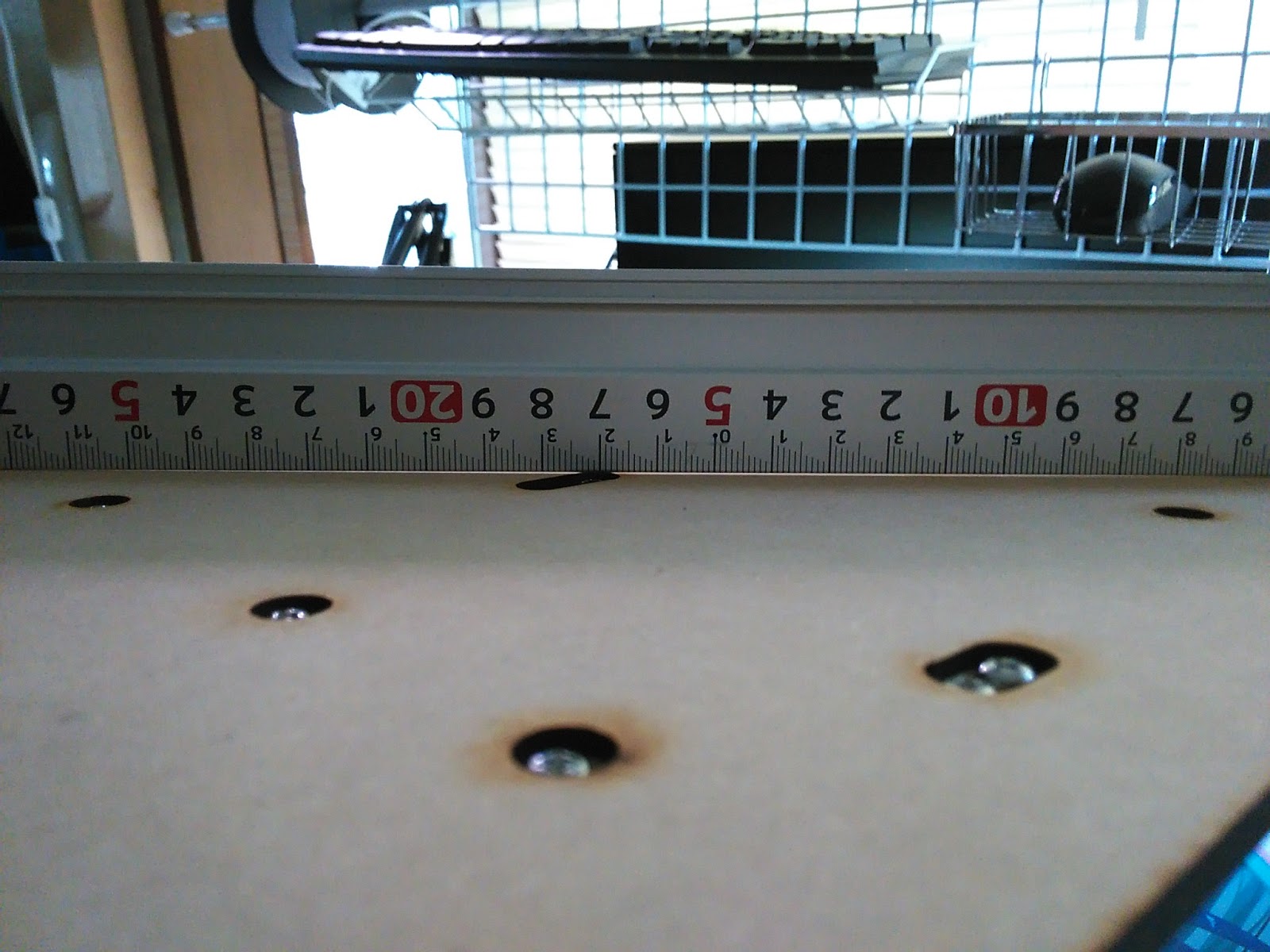
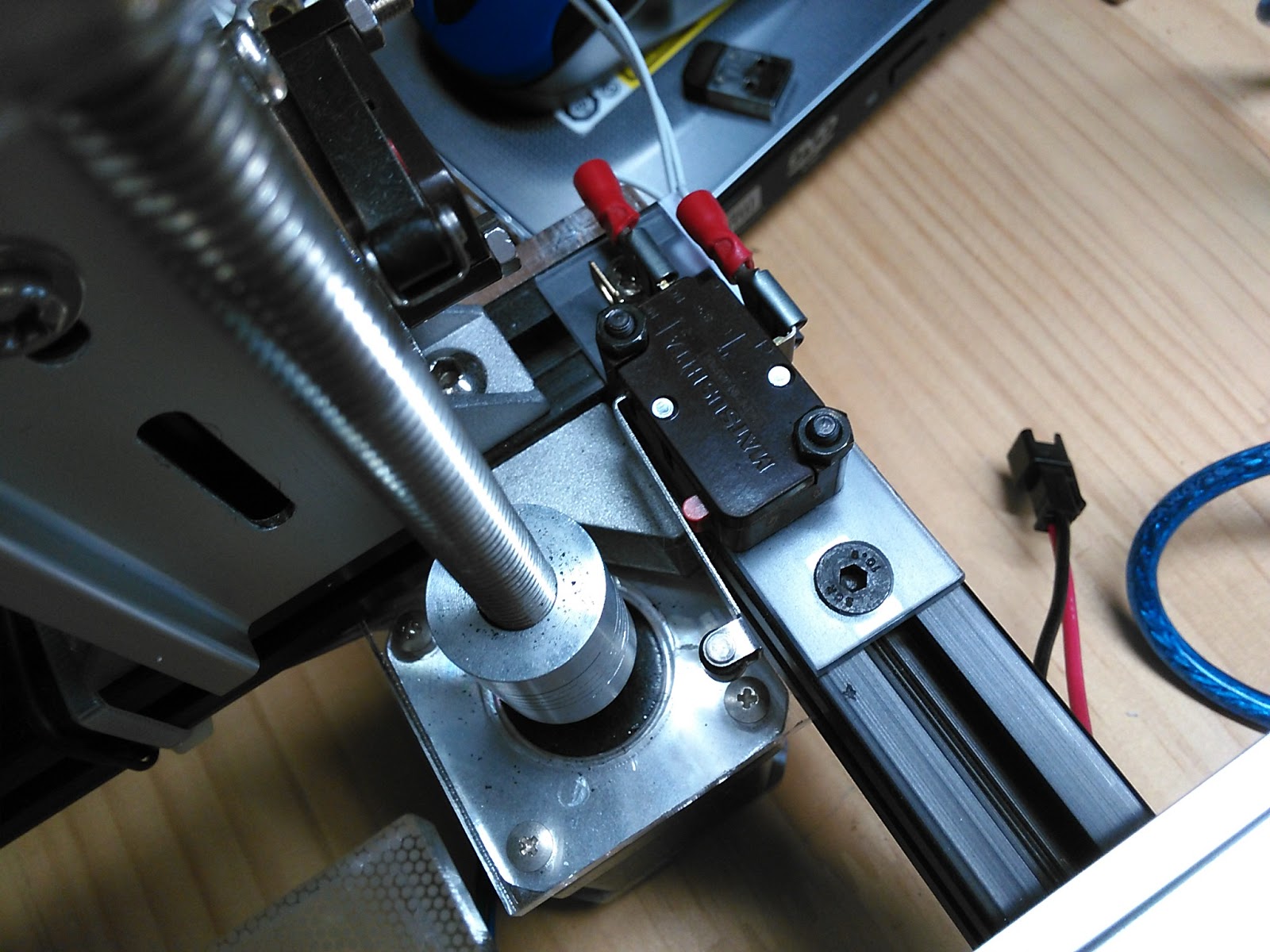
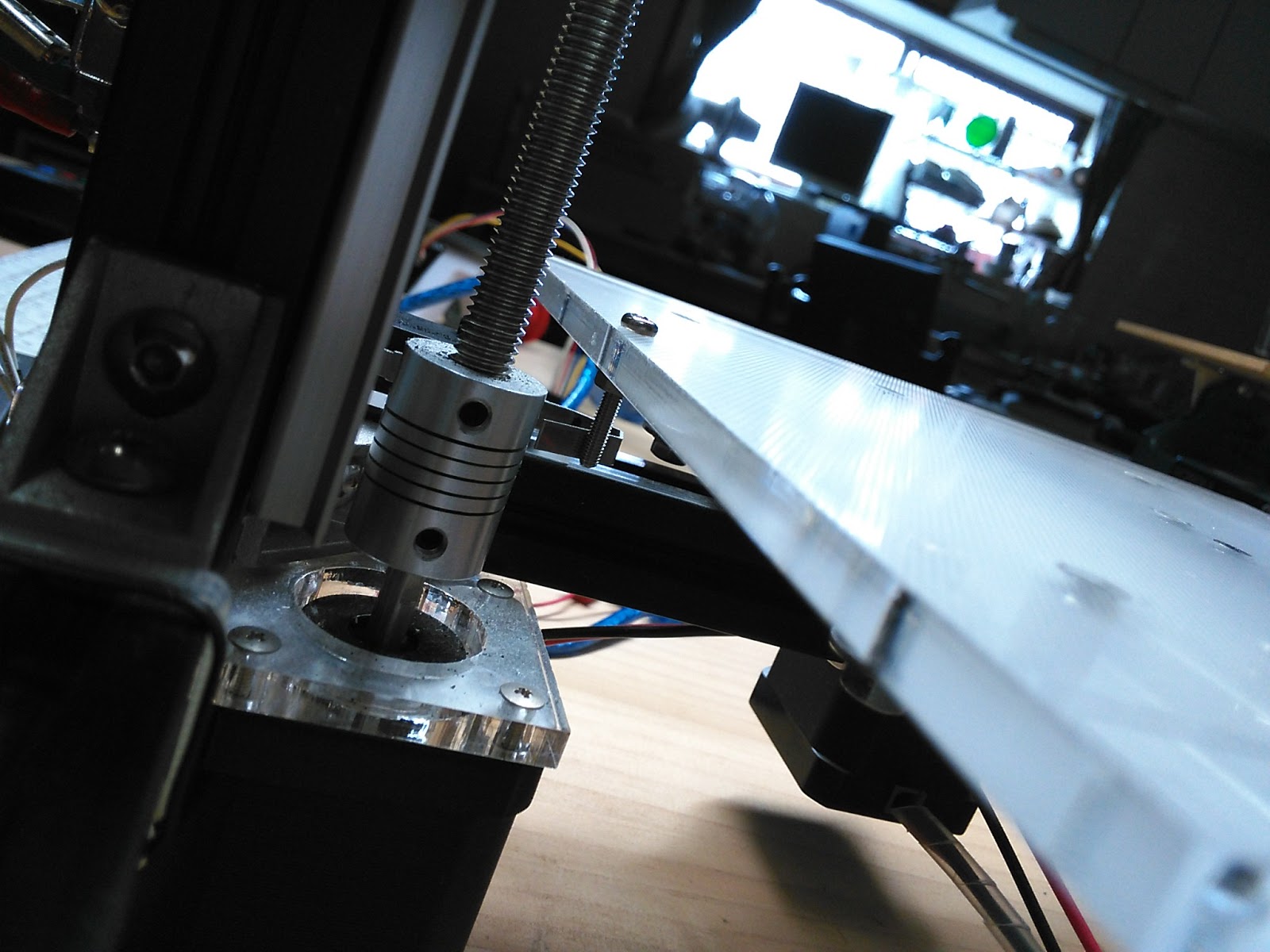
さらに寄ってわかりやすくスケールを傾けてみます。スケールとDINレールの間にわずかな隙間があるのがわかりますかね。
おそらく20umくらいじゃないかと思います。セロテープ1枚分は無いと思われます。コピー用紙よりも薄いハトロン紙みたいなものが通るかどうかという極めてわずかな摩耗です。
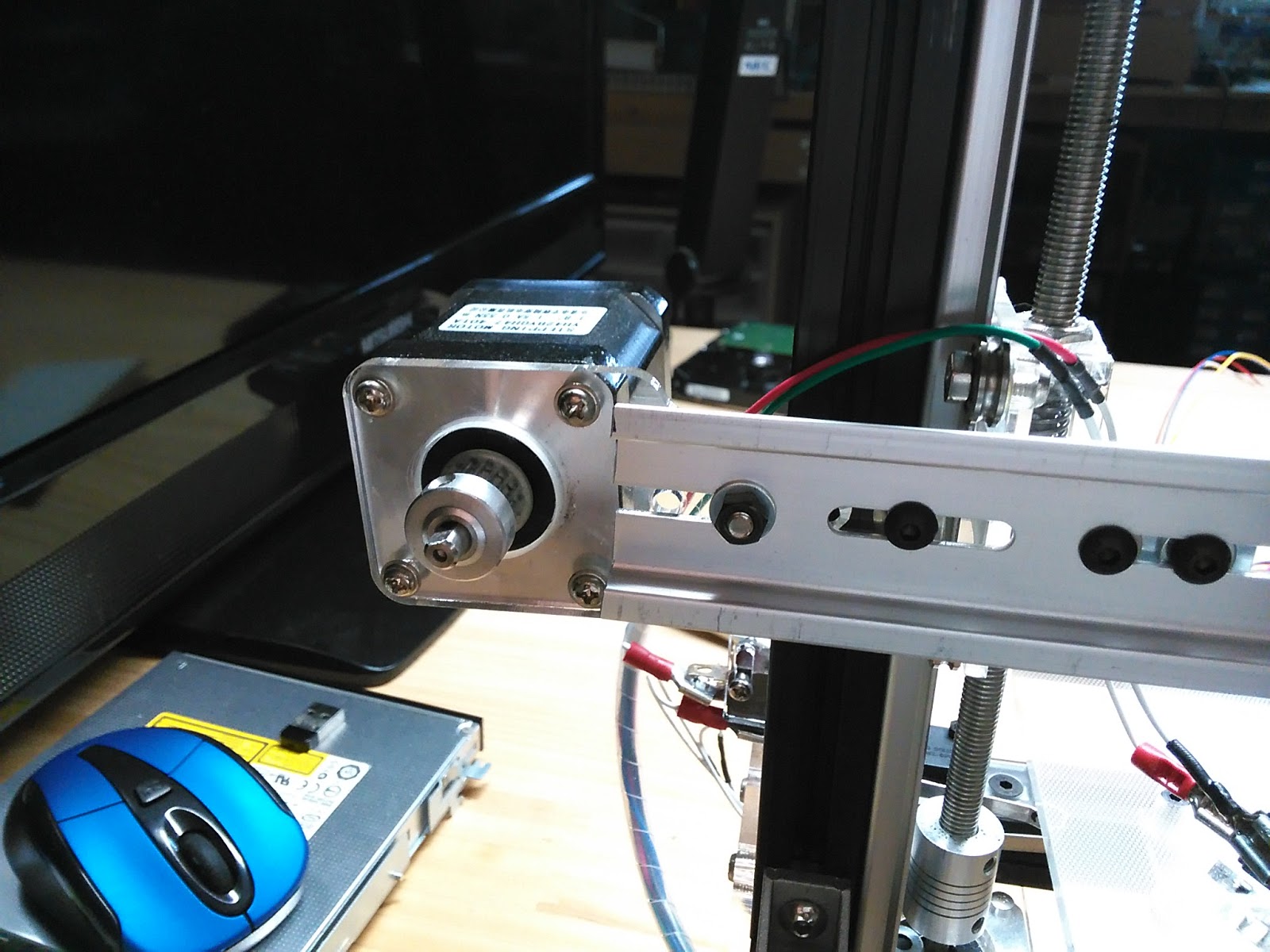
合計300時間くらいは動かしたと思いますし、このレールは3軸の中で最も動きが激しく、また荷重がかかるX軸です。X軸はステッピングモータが乗ったヘッドを片持ちで支えるという構造的にはなかなか厳しい状態ですので摩耗は最も激しいのですが、それでもこの程度と言えるかとも思います。
つまり、実質的には問題ないレベルだと思われます。FDMの精度なんて知れてますからね。
でも、そんなこと言っていてはレベルの向上は望めませんし、

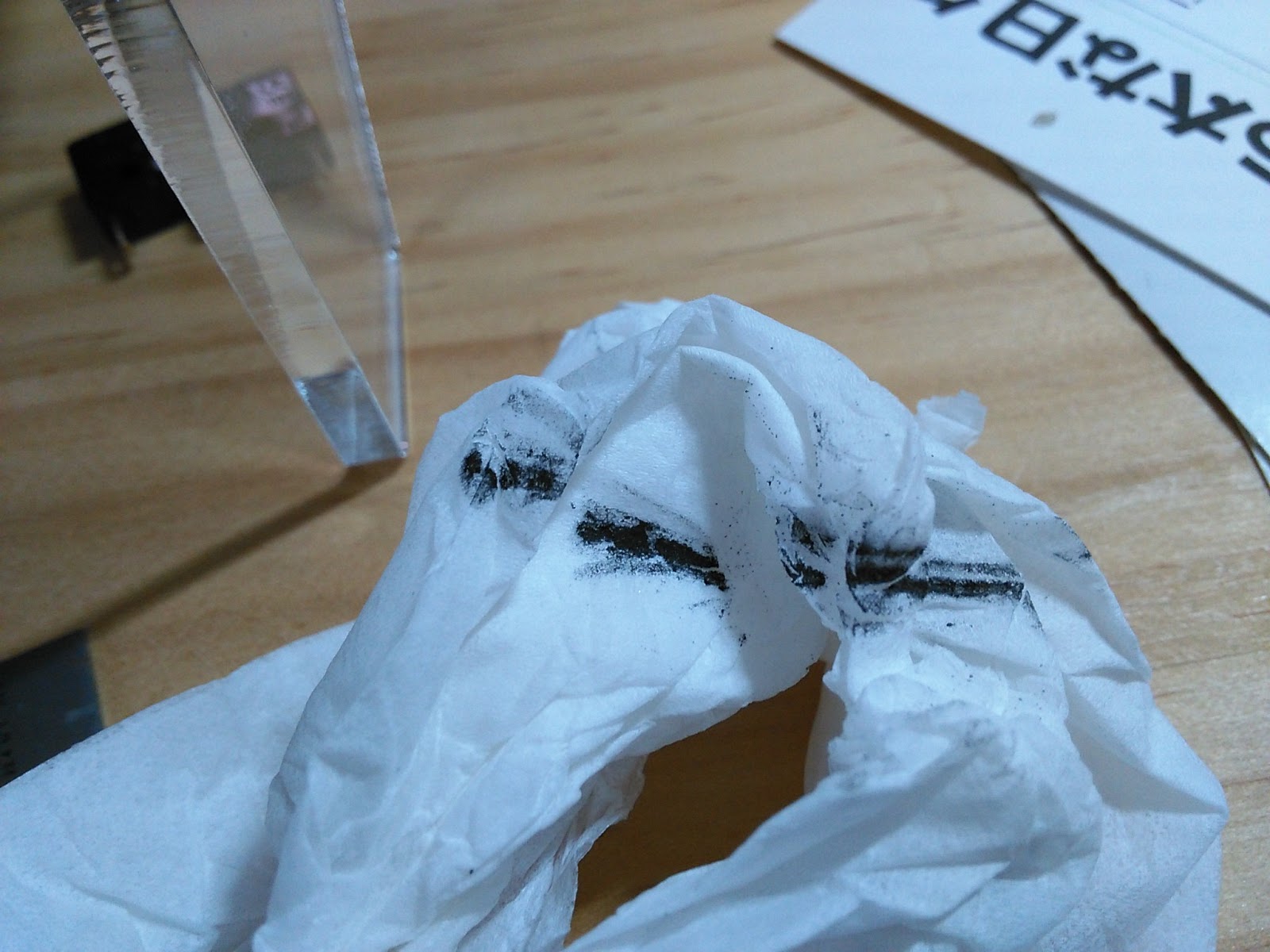
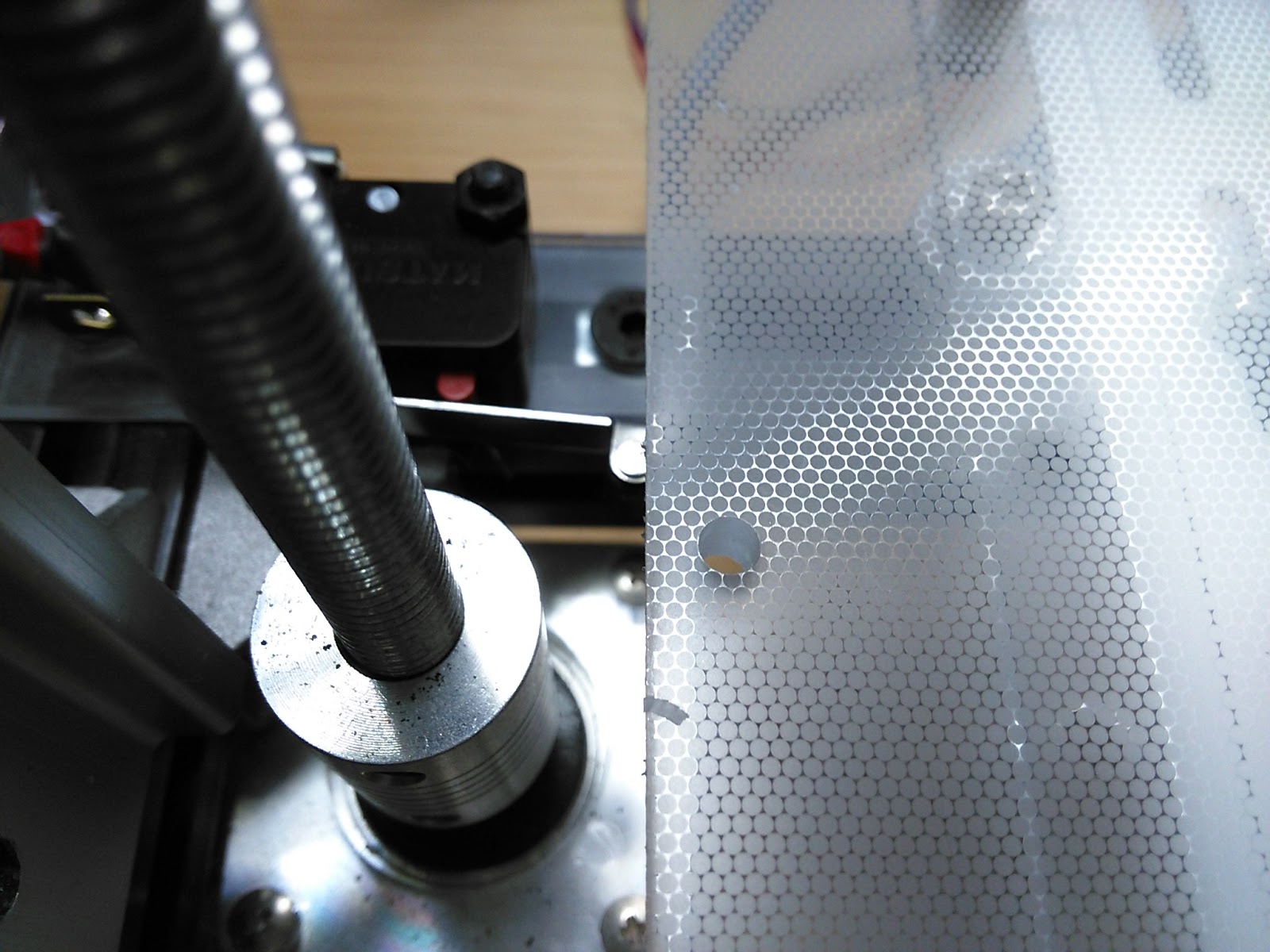
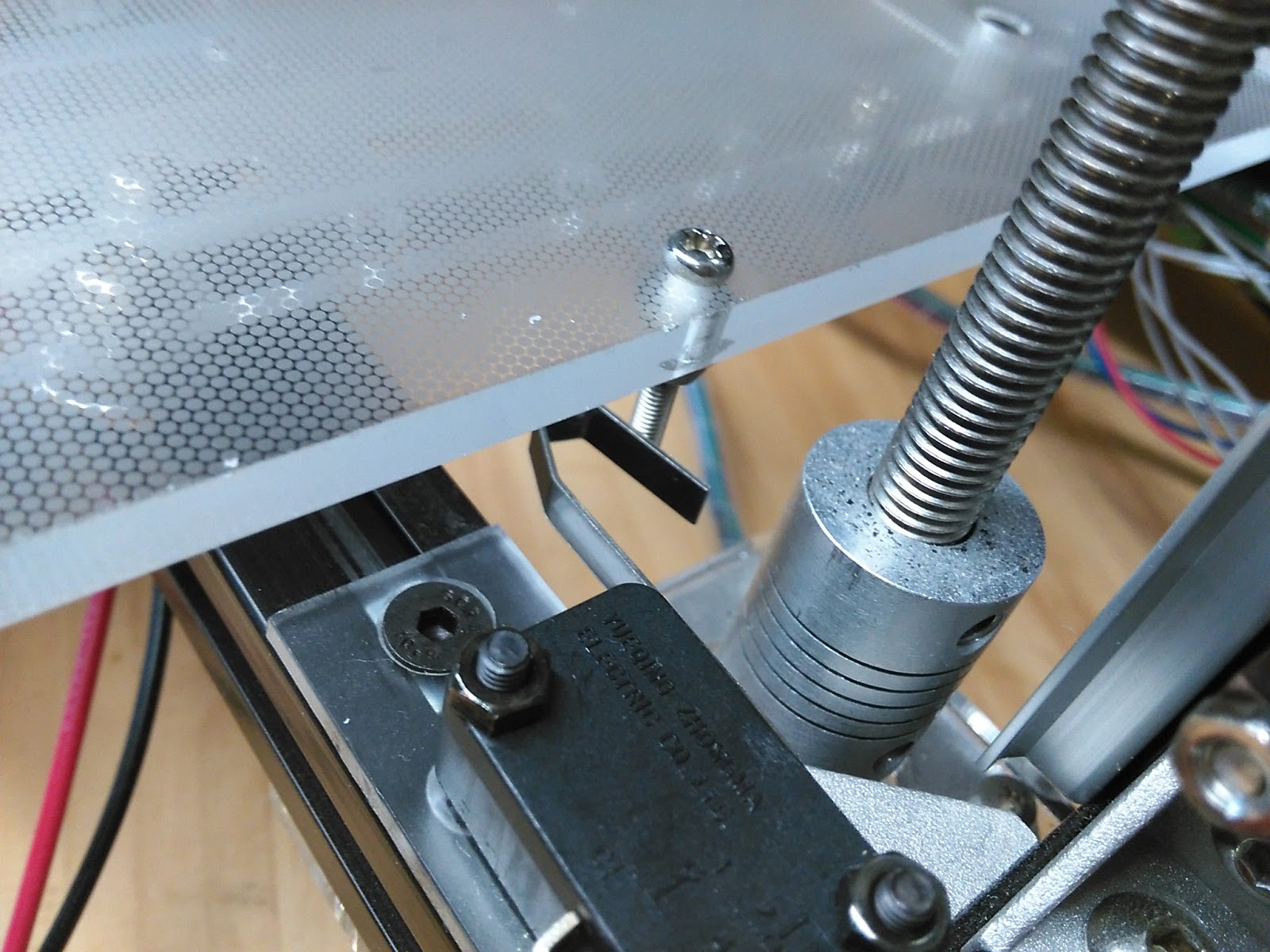
第一これがきもちわるいのです。わかりますかね。DINレールが削れてアルミの黒い微粉がレールの上に積もっています。

ティッシュペーパーで拭き取ってみると、この通り。あんまり気持ちよくないですよね。

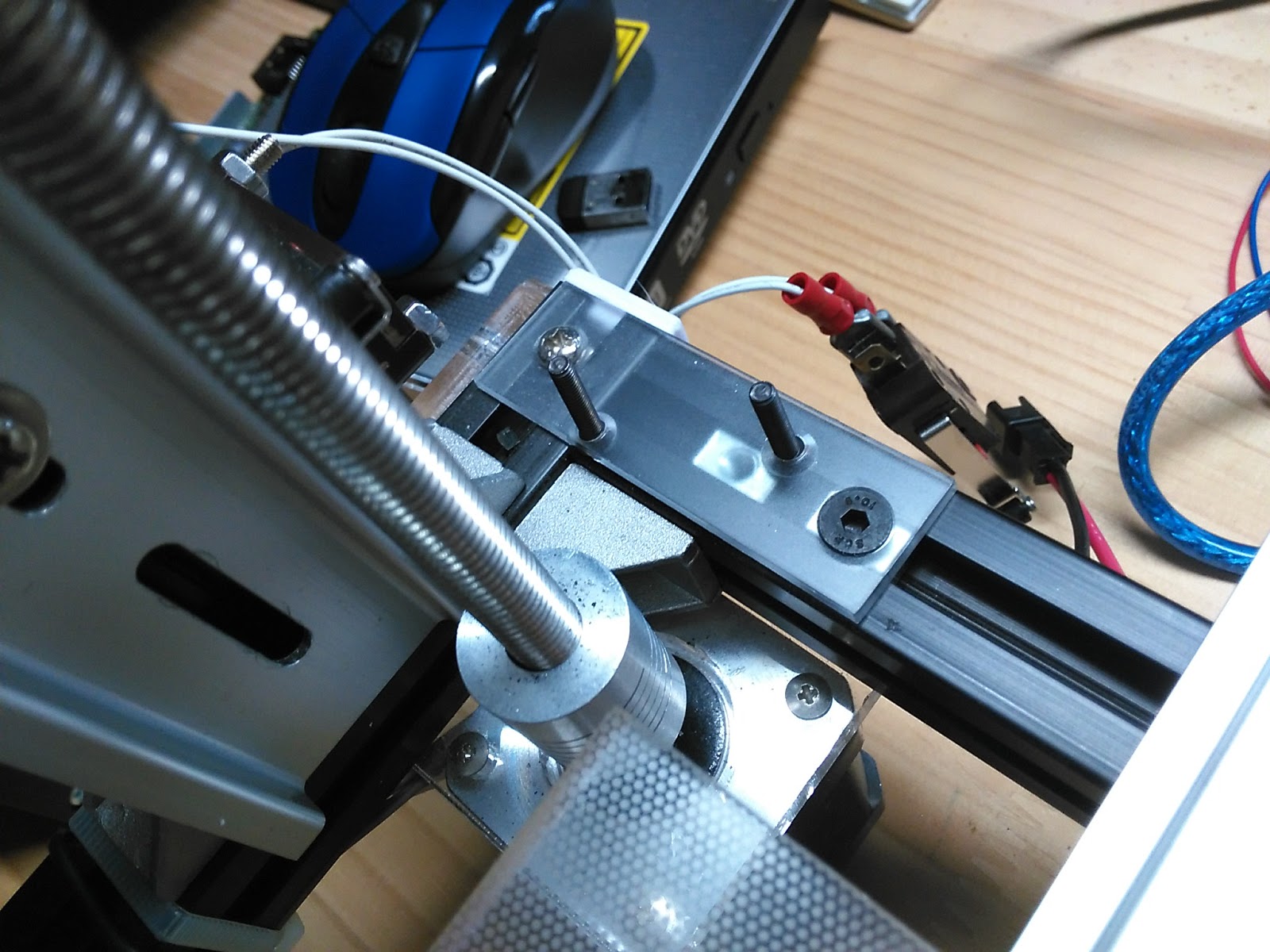
X軸の稼働部分でベアリングと接するところはこの状態です。
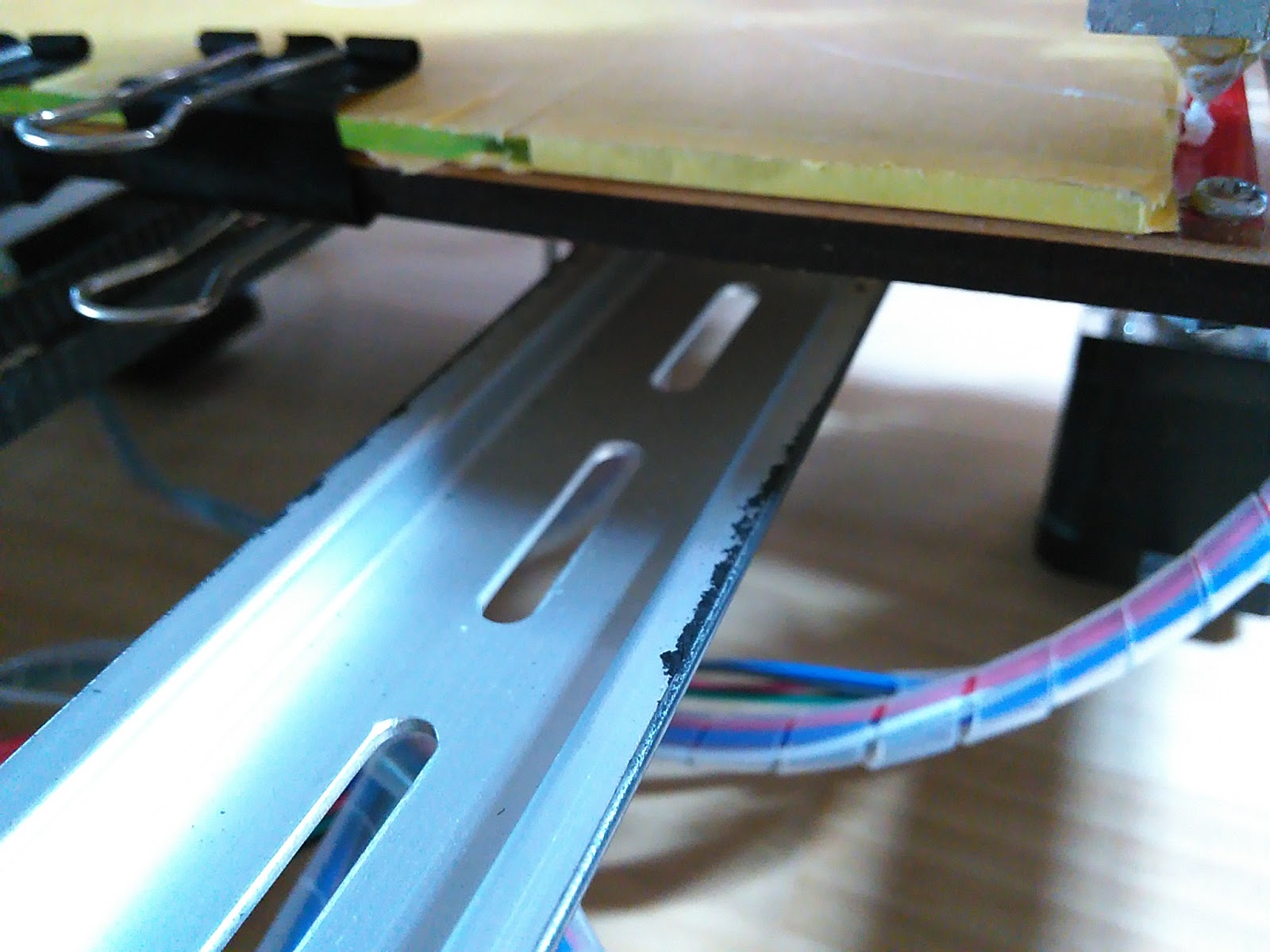
下の写真では半分から上側が削れている部分、下側はリミットスイッチの手前なのでベアリングが来ないところです。色で見ればはっきり違いが判ります。
Y軸側についてもこのように同じです。
ちなみに、この削れ粉は作ってから一度も掃除していません。これを多いとみるか少ないとみるかです。
でもやっぱり気になりますね。ね。
つくると!5に出展し、皆様に見ていただくこともありますので、この機会に摩耗が気になるX/Y軸のレール交換をすることにしました。またさらに、せっかく分解しますのでステージの改造も一緒にやってしまうことにしました。
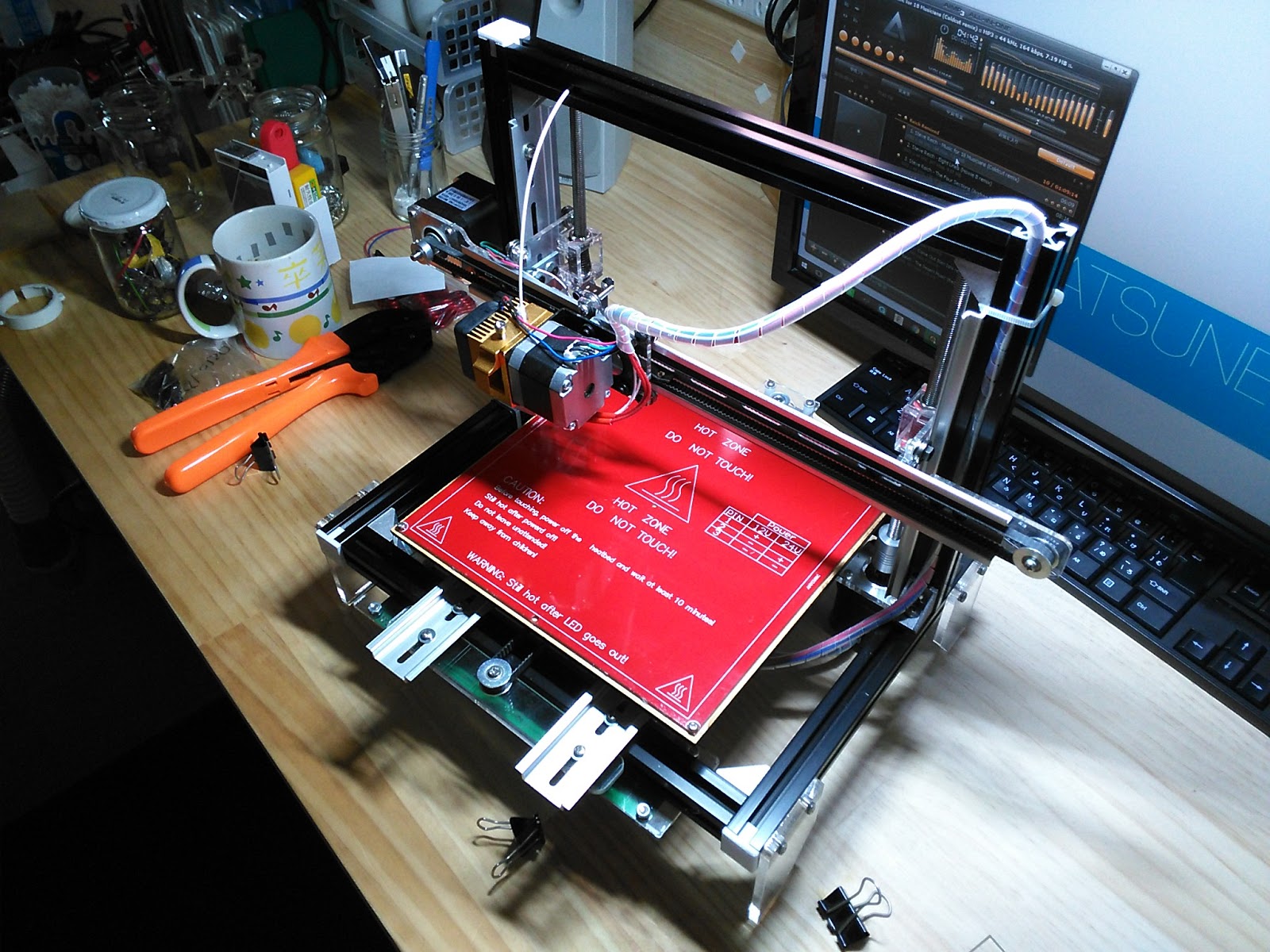
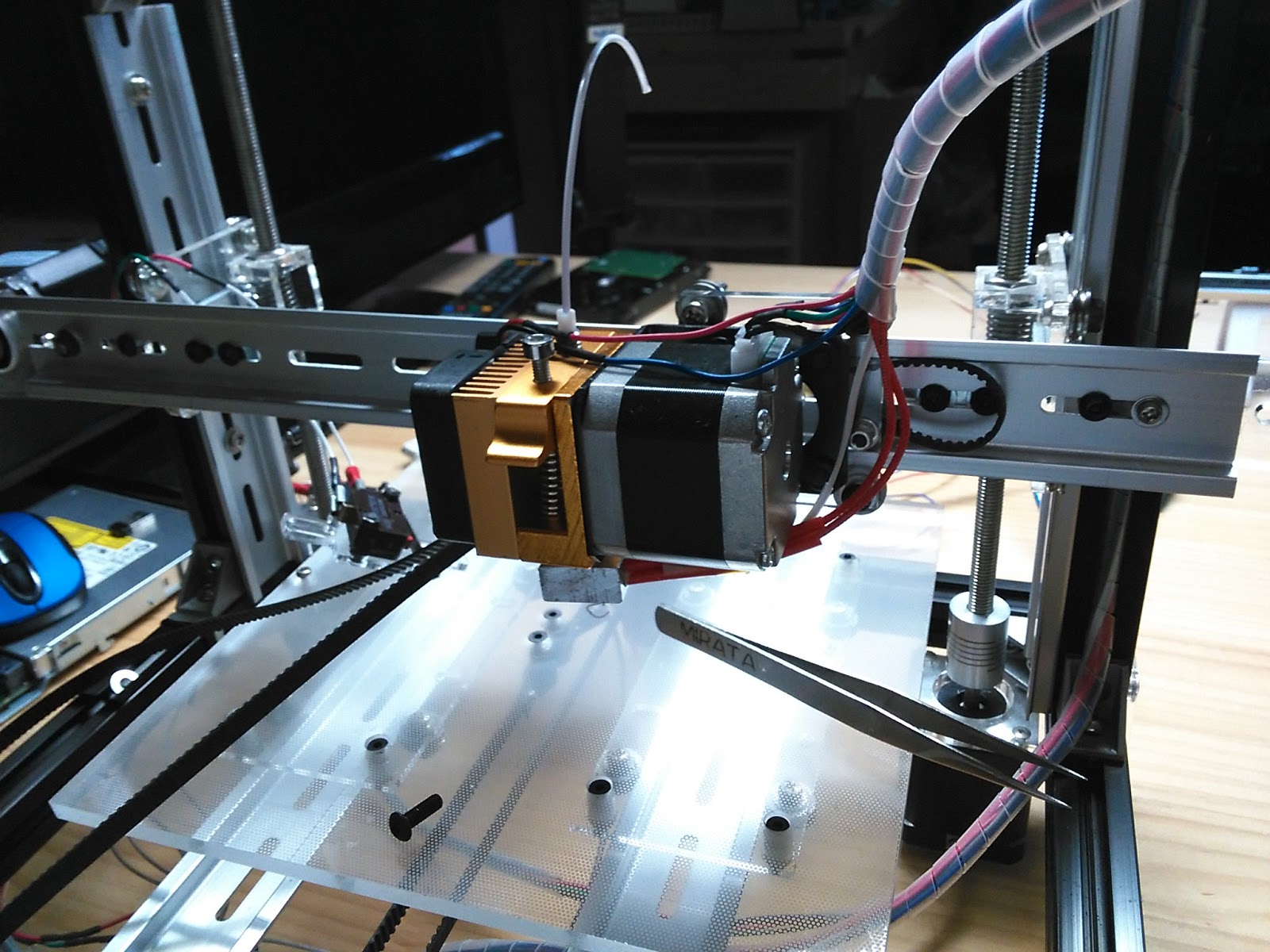
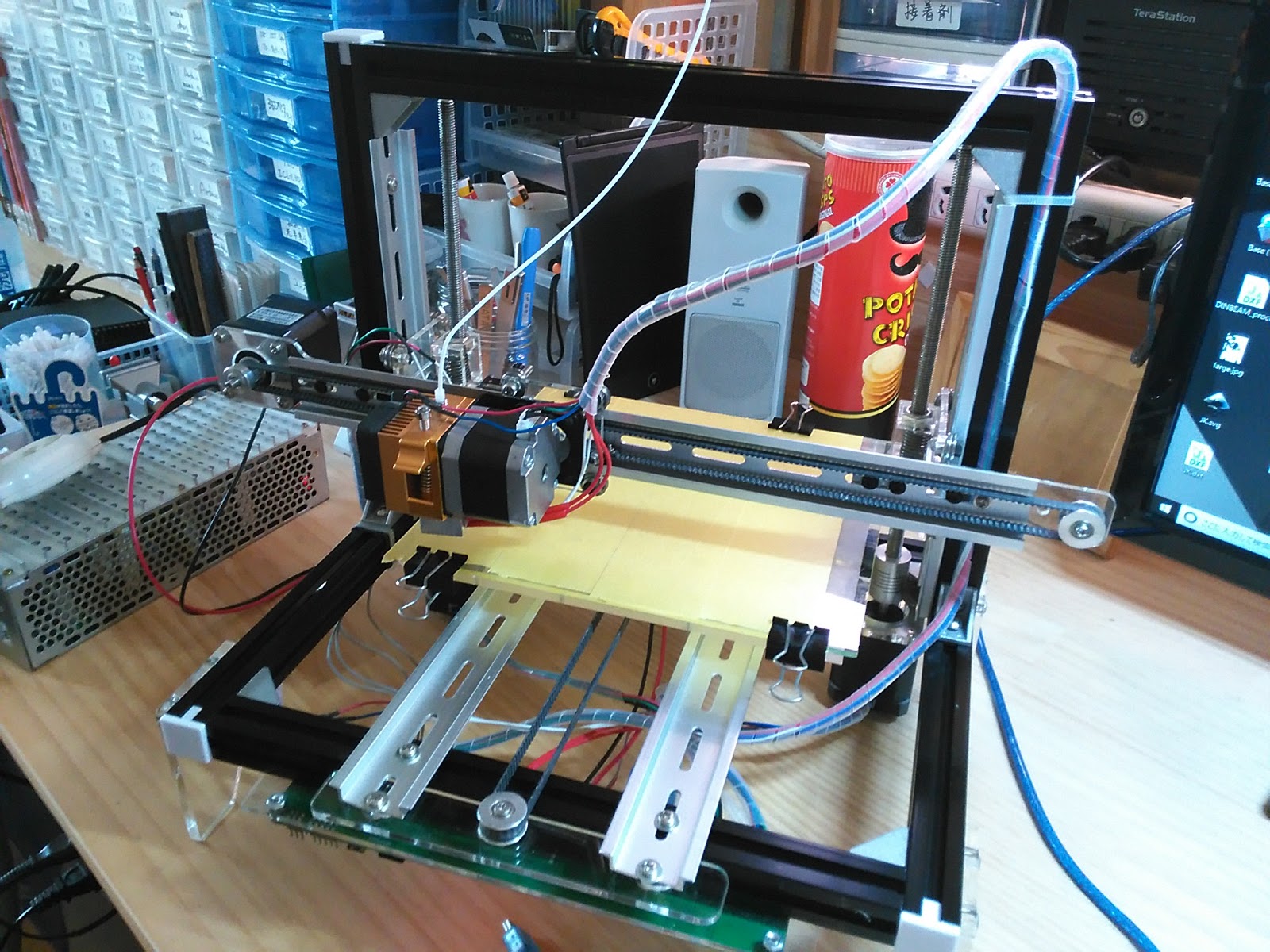
現状こんなです。3Dプリンタご存知の方はすぐにお分かりと思いますが、ステージにはヒーターがついております。が、これ実は一度も使ってません。というか配線すらしておりません(笑
いずれABSやるときのために乗せたのですが、今のところ機会が無いまま、というかこのまま当分使いそうになりです。ので、このヒーターを下して、MDFで出来ているステージをアクリル板で作り直すことにしました。
では行きます。
まずX軸外します。
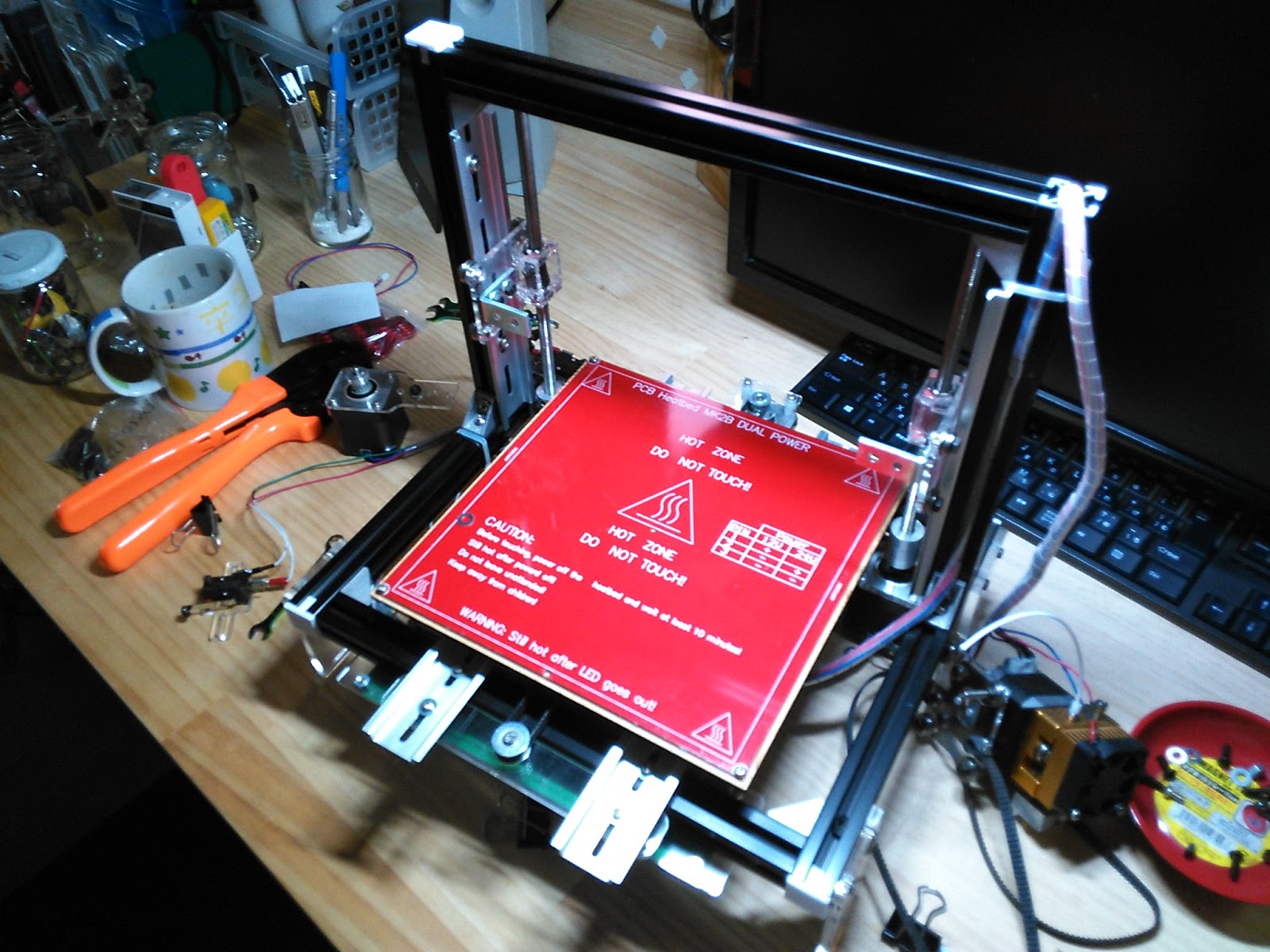
ステージ外します。
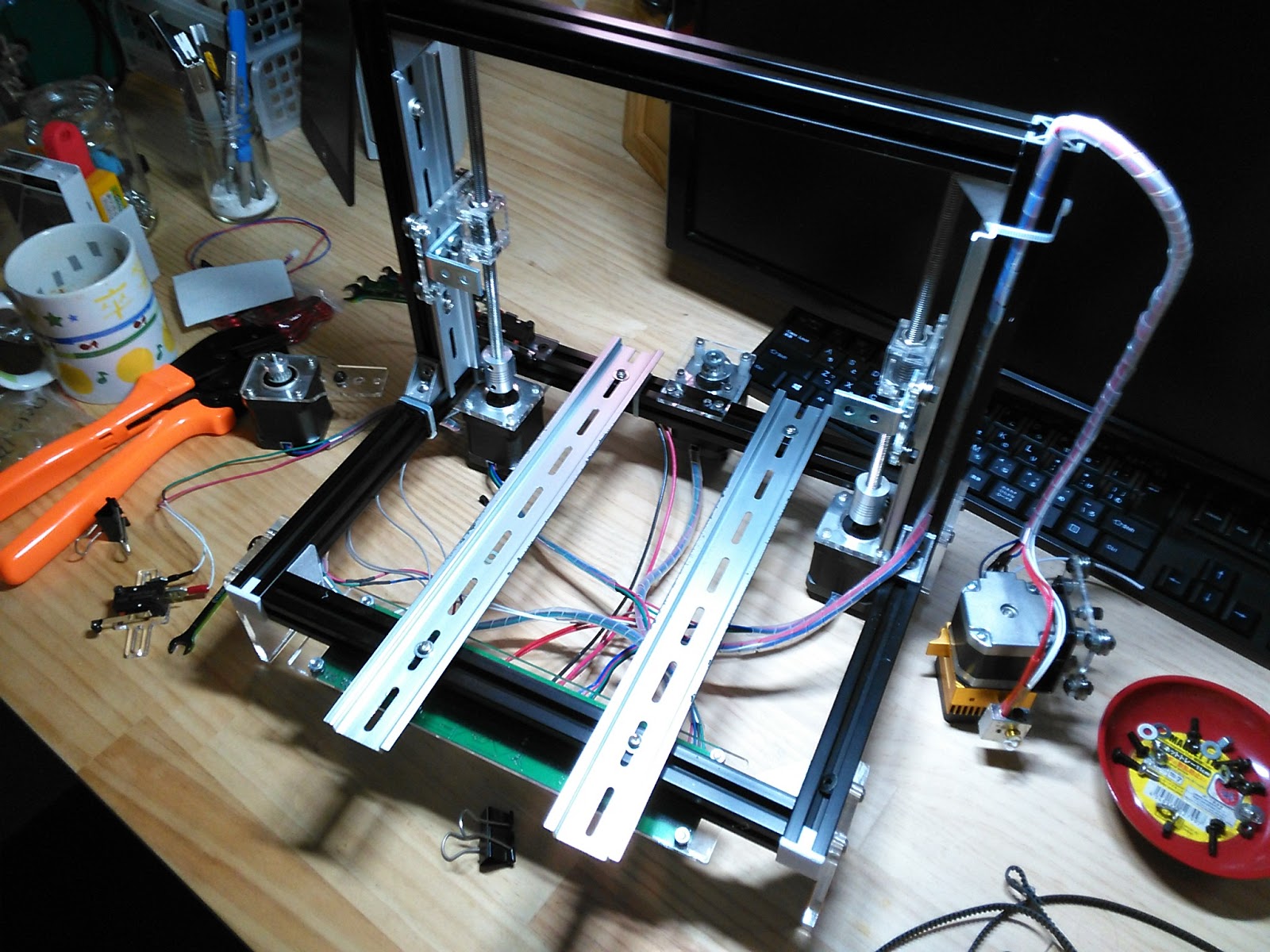
ステージからヒーター外します。
DINレールよりもこのステージの反りの方がよっぽどひどい(笑
これを硬い6mm厚のアクリル板に換装します。
このアクリル板はディスプレイを分解して取り出したものです。

まっ平らなええ板であります。

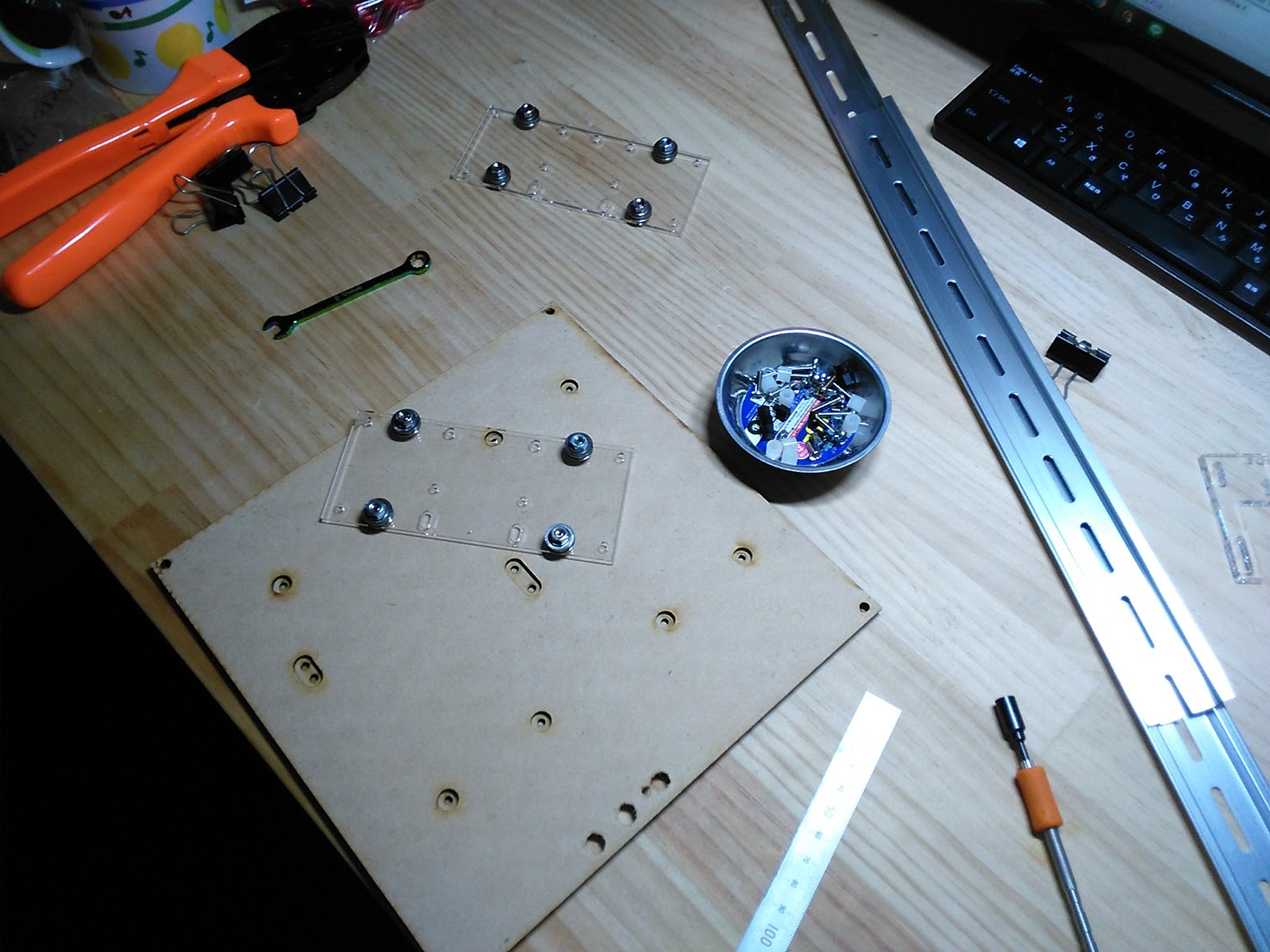
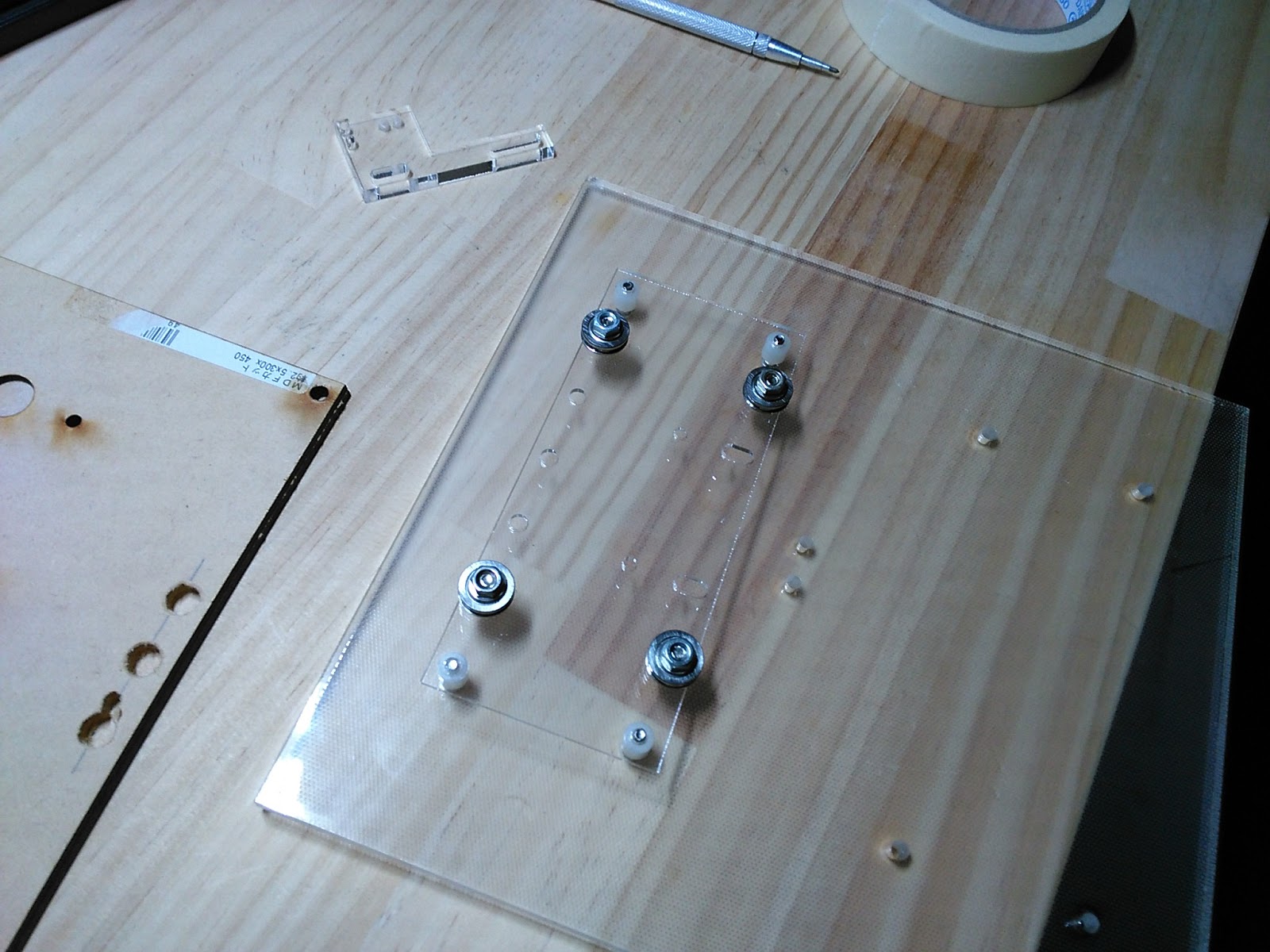
ステージの裏側にはこのようにスライダーのキャリッジやベルトフック、リミットスイッチの押し子など、それなりに部品が取り付けられております。

特にこの2つのキャリッジはきちんと平行に取り付けないとY軸がスムースに動きませんので要注意です。
ということで、ここは手作業で穴あけをせずにレーザ加工機でやってしまいます。
6mm程度のアクリル板なら楽勝で切断できます。作ってよかったレーザ加工機。
では切断から取り出しを動画で。
一発で切ってもいいのですが、板厚が6mmということで、条件がよくわからなかったもので二回に分けて切っています。
レーザの出力は電流値から25W程度ではないかと想像。
二回目を切っております。ここで首の皮一枚残すのがポイント。
最後に早めの速度で仕上げの切断をします。ここは弱いレーザで最後の皮一枚を切り落とします。レーザが貫通するときにパワーが強すぎると板の裏側が気化したガスの再付着で汚れることがあります。これを避けるためのコツという感じですか。
いや、ちゃんとしたハニカムのステージ持ってればこんなこと考えなくてもいいんですけどね。わが家の加工機のステージは換気扇から外したアルミのパンチング板なもんで(笑
いやこれでも進化したんですよ。一号機のステージはバーベキュー用の網でしたから。
さて、完全に切断されてレーザがアクリル板の下に抜けると、下敷きの厚紙が切断されるときの光が見えますので良い指標になります。これをみて切断完了を判断します。
出来ました。(荒っぽい)取り出しの様子(笑
ネジ穴部分の切断片。これがきちんとした円筒形に近ければきれいに切れている証左です。

全体。

ピントが合ってなくて見にくいですが、切断面の傾斜もまあ許容範囲かと。
この辺りは短焦点レンズを使ったレーザ加工機の宿命でもあります。
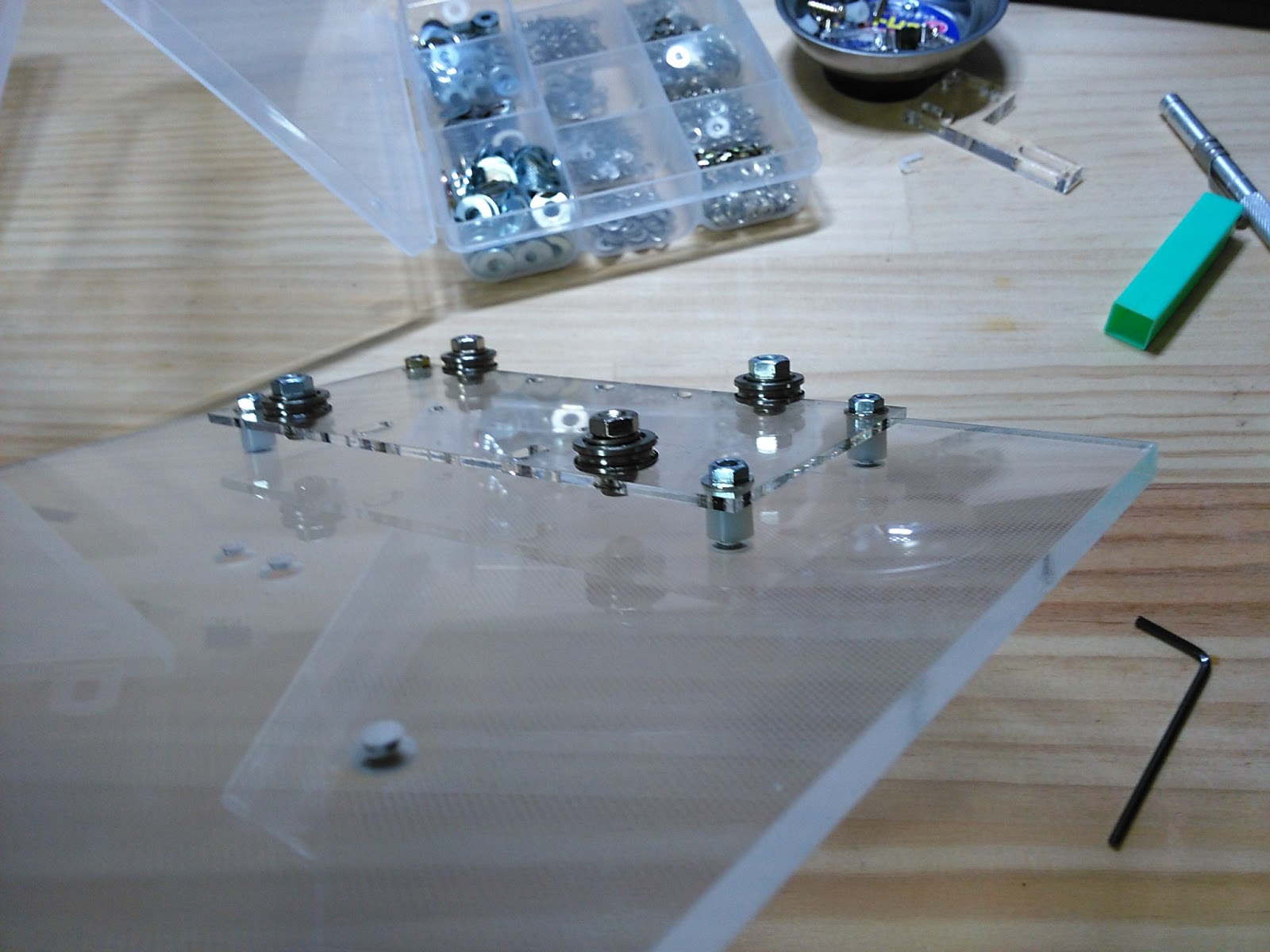
キャリッジをこんな感じで固定していきます。まず穴位置に合わせてみて巨大な勘違いが無いことを確認。大丈夫です。
ステージ上面はガラス板を置きますのでまっ平らである必要があります。
ねじはすべて皿にし、穴はこの面取り刃でざぐりを入れます。
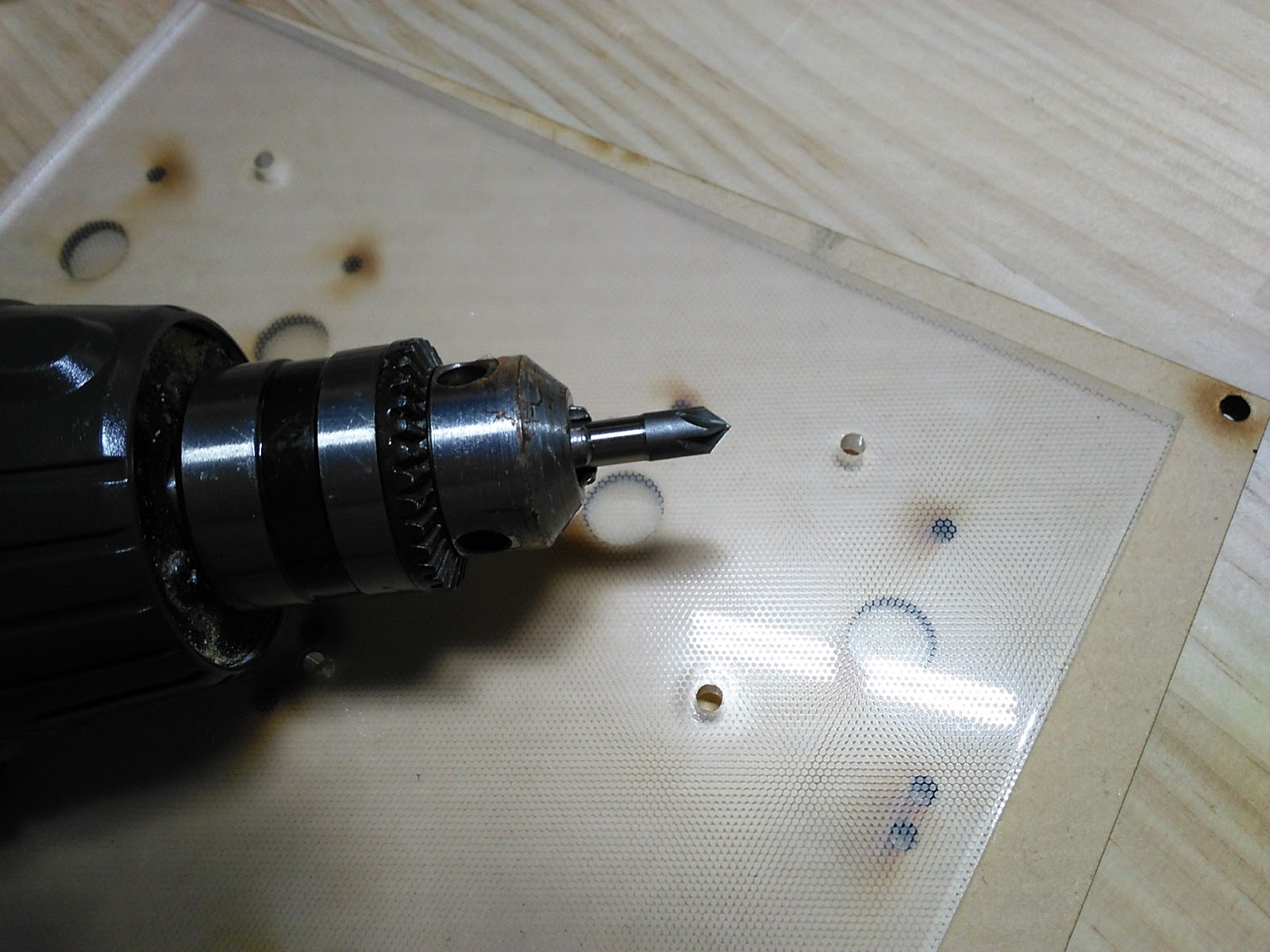
持つべきものは道具ですな。一撃できれいなザグリ加工ができます。
以前は大きめのドリルでざぐったりしていましたが、ドリルのすくい角は皿ネジの90度よりも大きいのでしっくりきません。また接触が点というか円というか、いずれにしろ面ではないので締め付けたときに最悪割れます。
レーザ加工機で開けていますのでネジ穴はきれいに合っています。締めるだけ。
変な力がかかってないことを確認。
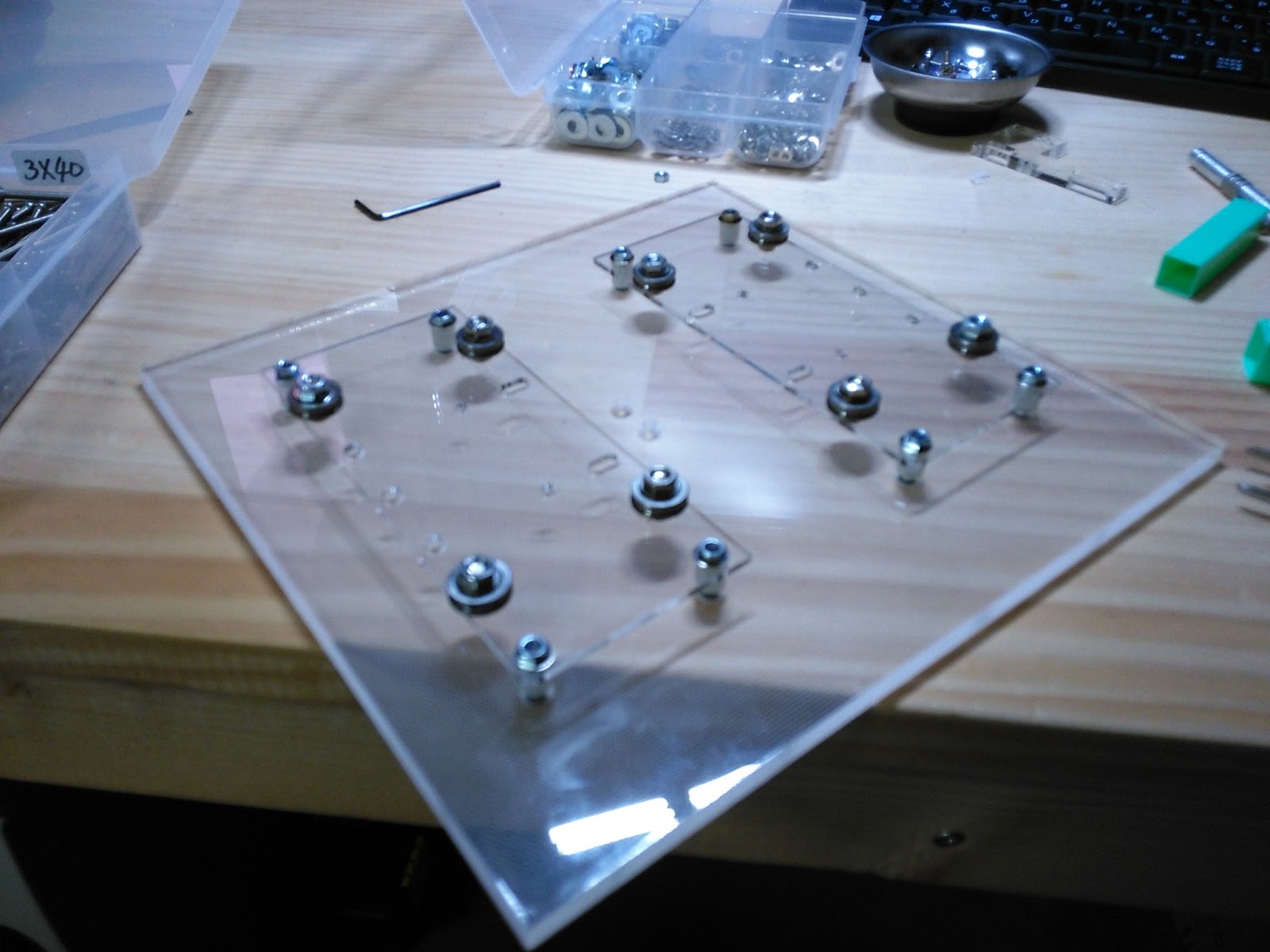
もう一方も取り付けます。
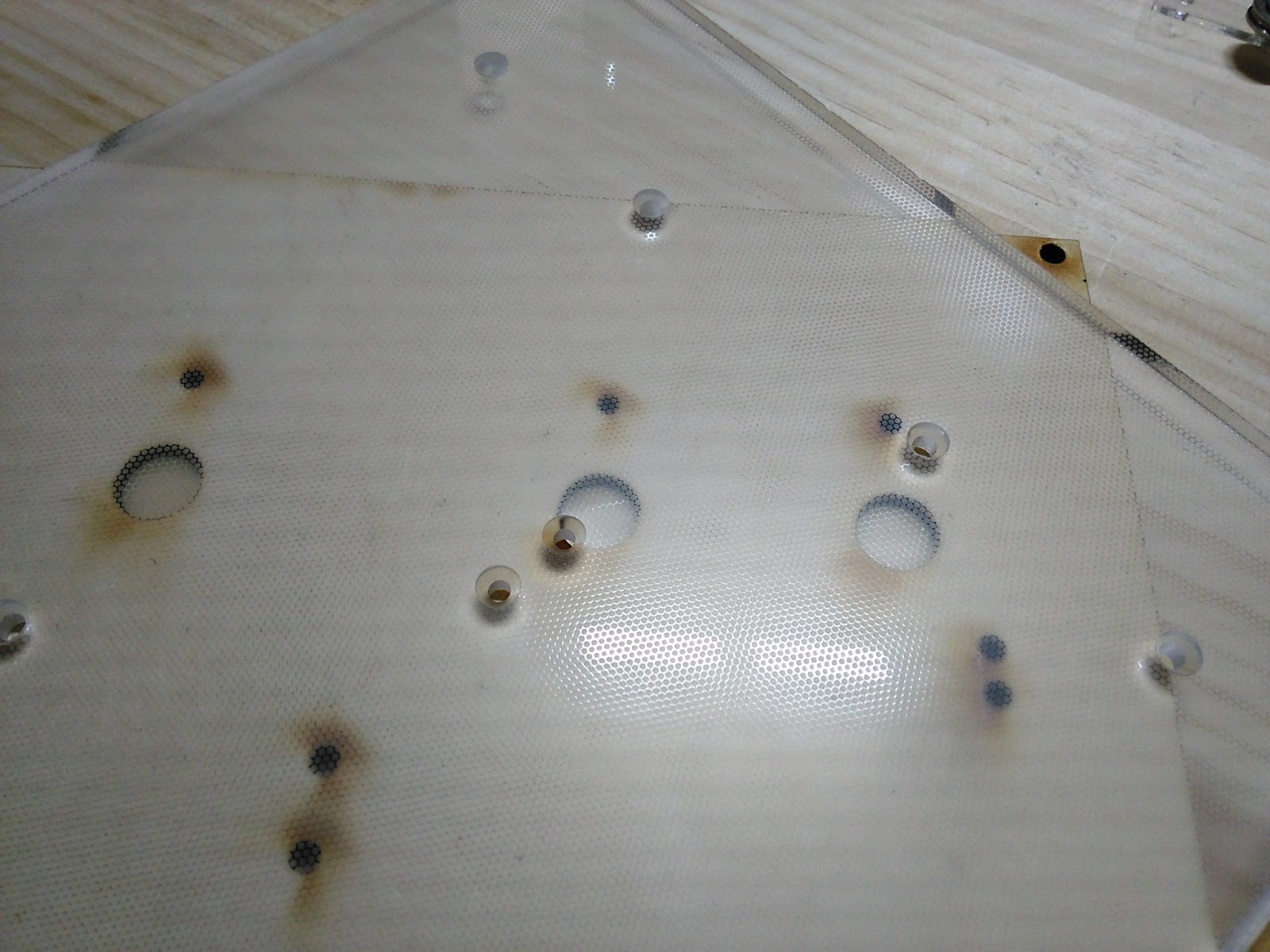
アクリル板は元は導光板なので光を散乱するためのエンボス加工がなされています。
このエンボス面を上にすることでガラスの張り付きを防ぐことができると考えました。いわゆるきさげ加工と同じ考え方です。

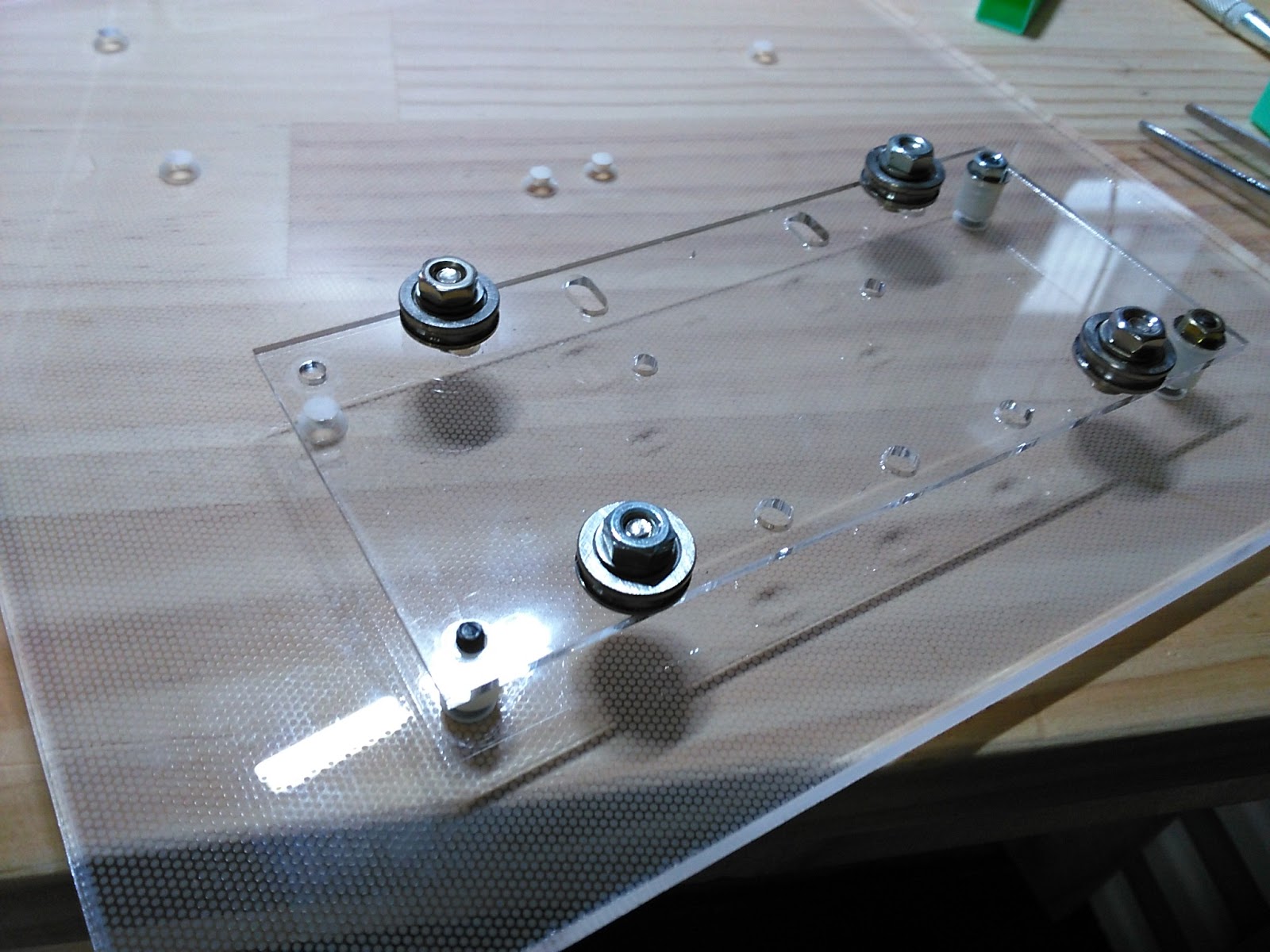
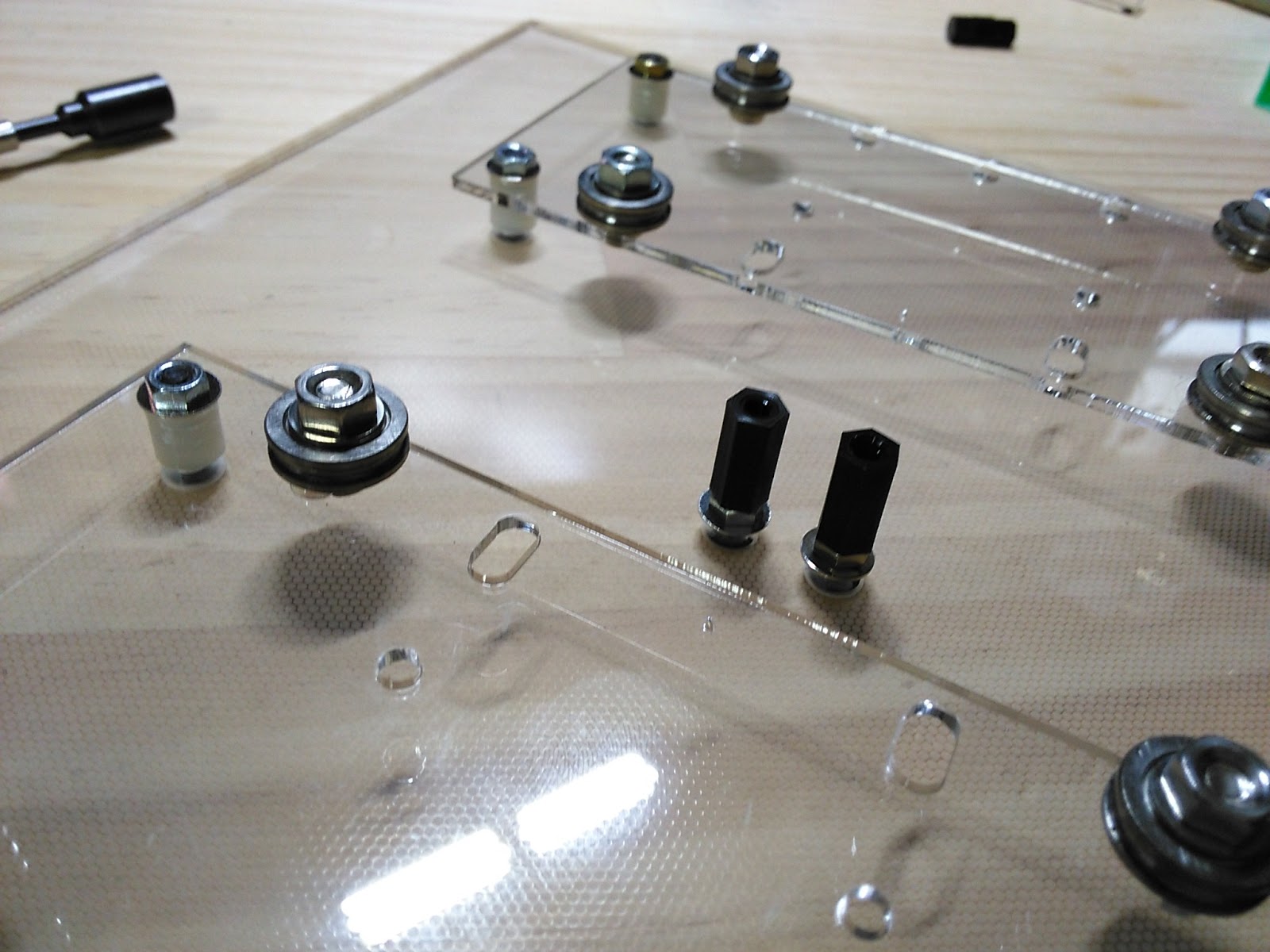
ベルトフックを取り付け。M3ナットと12mmのスペーサの組み合わせがいい感じに収まりました。
とりあえず移築完了。リミットスイッチの押し子はステージ乗せてから現物合わせする予定。

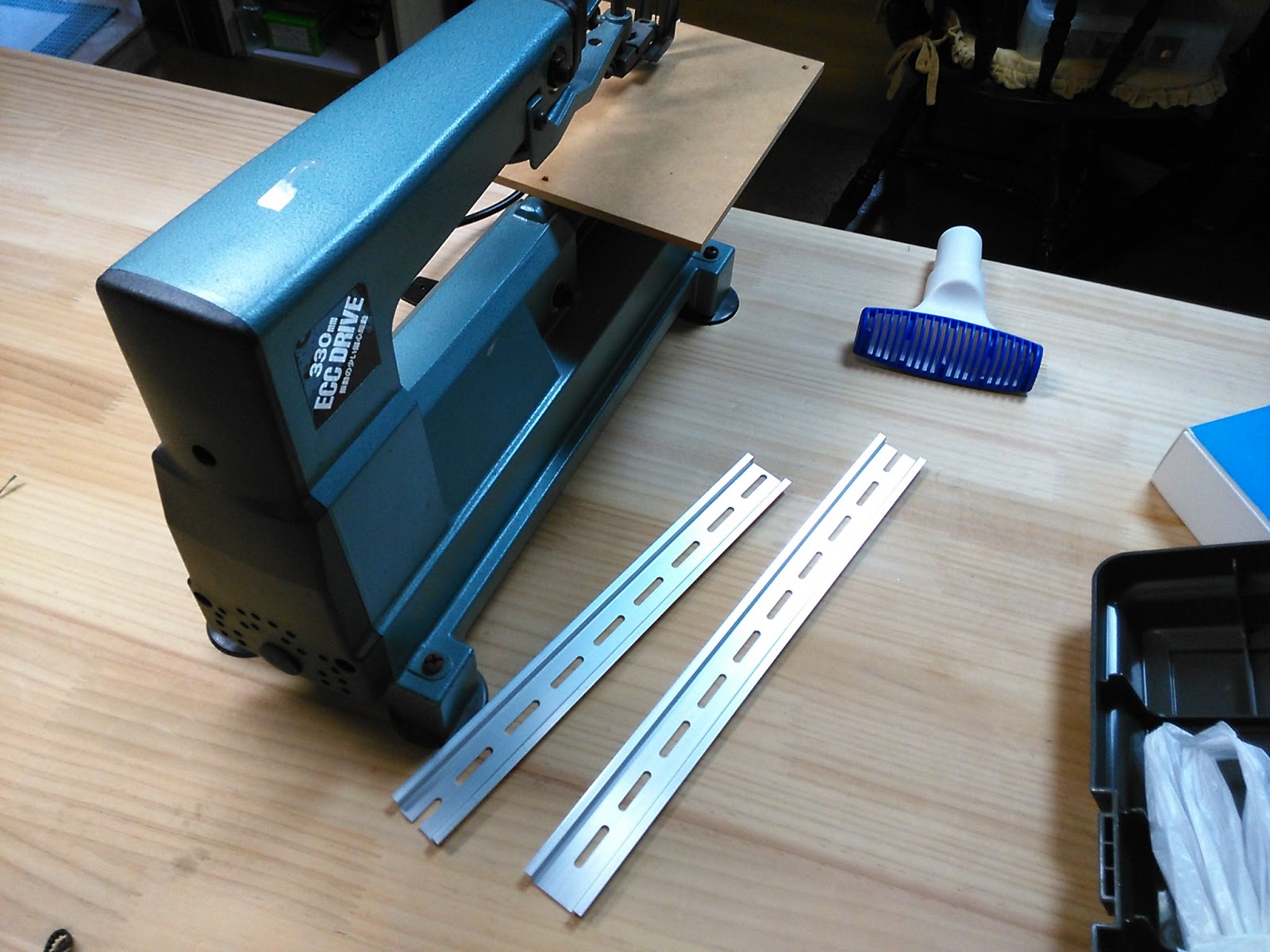
糸のこ盤でDINレール切ります。真っ直ぐ切れない(笑
バンドソーが縁側に置いてあるのですが、掃除が大変そうなのでこっちでやりました。
新しく切り出したY軸のDINレール二本をフレームに仮止めしてキャリッジを噛ませます。
前後に動かしながらレールの位置と並行度を調整します。
しばし調整した結果を動画で。めっちゃスムースでしょ。
ステージ乗りましたのでリミットスイッチ周りを作っていきます。
が、合わせてみると微妙にスイッチのレバーが短くて、かつストローク的にもったいない感がありました。
ので、とりあえず押し子を取り付ける位置だけ見て、そこに穴を開けます。
しばし考えた後、スイッチを取り替えるのが最も簡単との結論を得ました。今ついているスイッチを外します。
押し子として取り合えずM3のネジ仮止めして、
こんな感じのレバーの長いスイッチを採用。レバーは直線でしたが、曲げてちょうどいい形状を作りました。あとは、ベルトを掛けて仮止めしたM3ねじの穴をざぐって皿ネジに付け替えればステージ回りは終わりです。
X軸に取りかかります。こちらも新しいレールを取り付けて仮締めします。
プーリーつけて、
モータつけて、
ヘッドつけて、
ベルト掛けて、
リミットスイッチつければ、
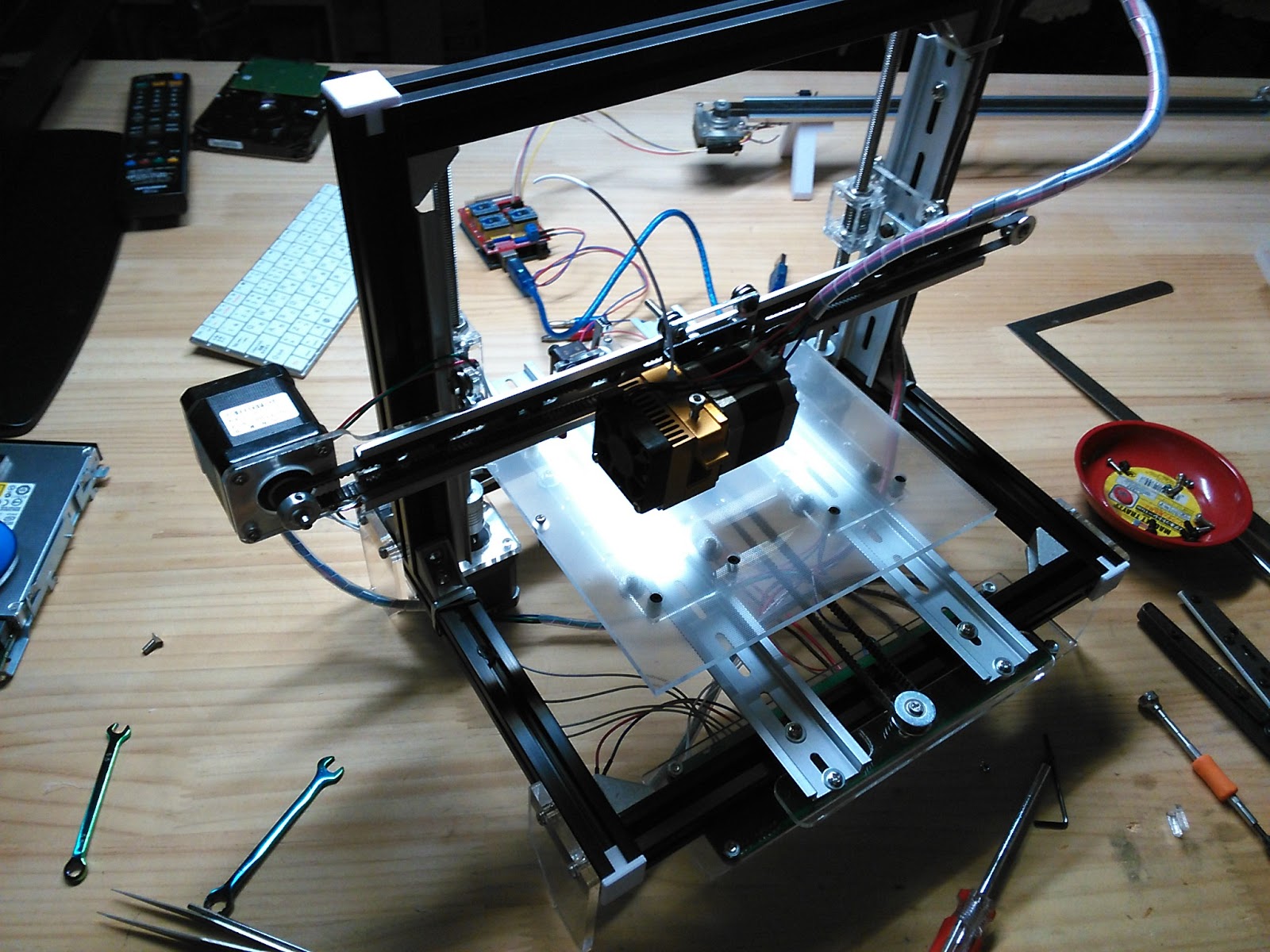
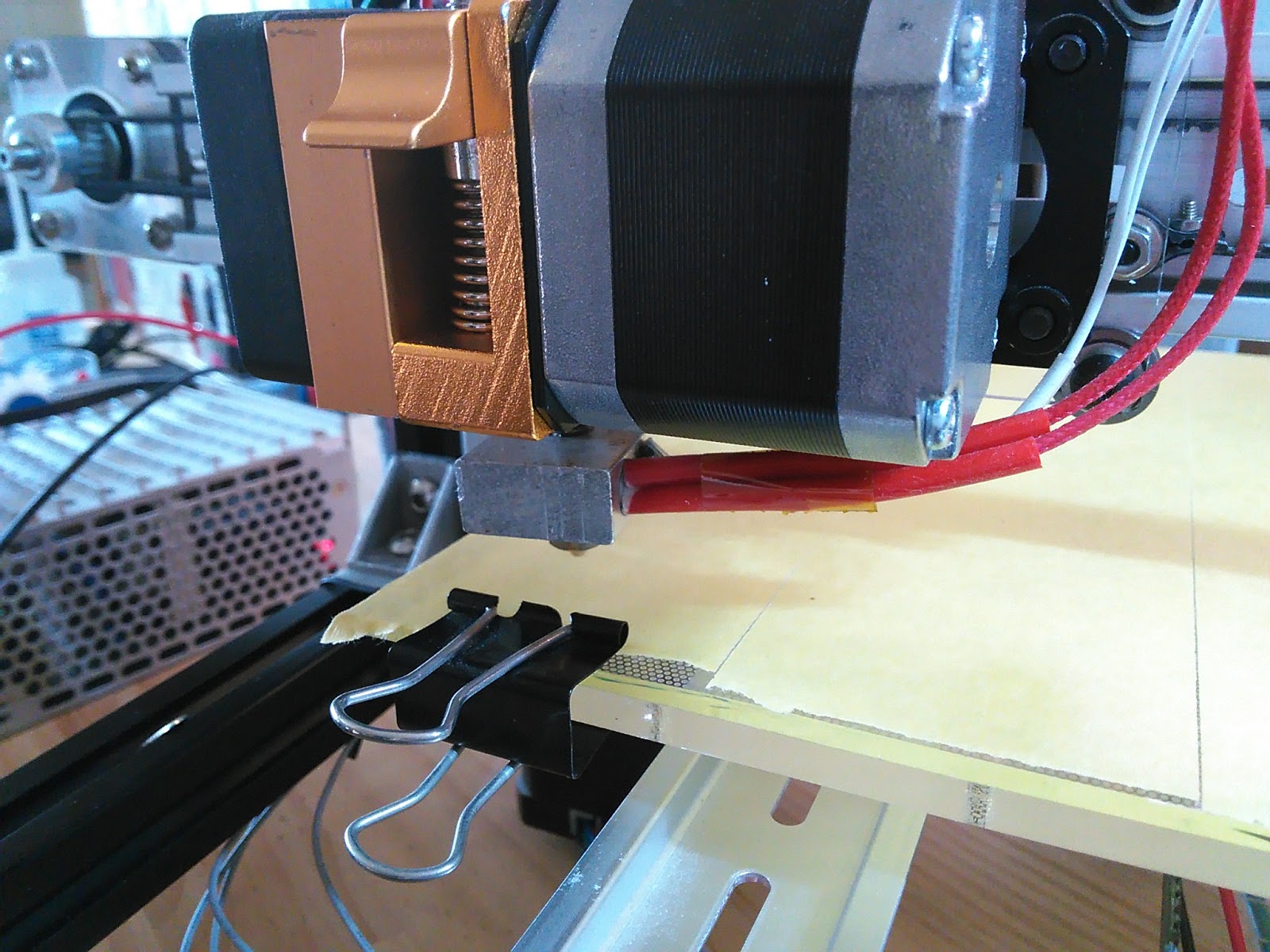
組み立て完了です。ステージが半透明になってかっこいいのか何なのかよくわからんです。
どのみちプリントするときはこんな感じでマスキングテープ貼ったガラス板おくのでなんも見えんくなります。
Z軸調整します。
先週ノズルを0.5mmに変えたのですが、いろいろ考えた挙句、結局0.2mmに戻しました。
テストプリントします。
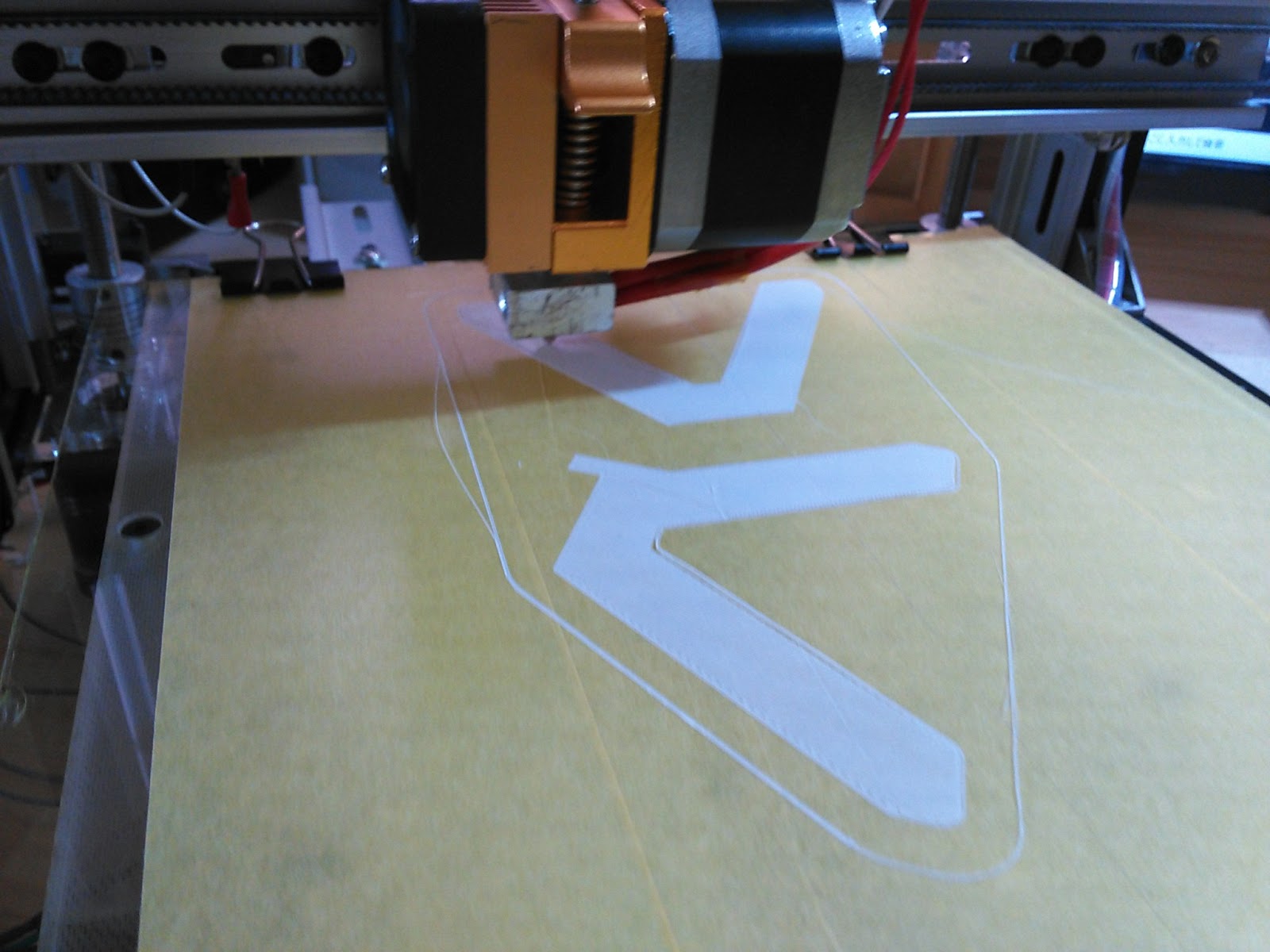
きれいに離陸しました。ステージの平面度もきちんと出ているようです。
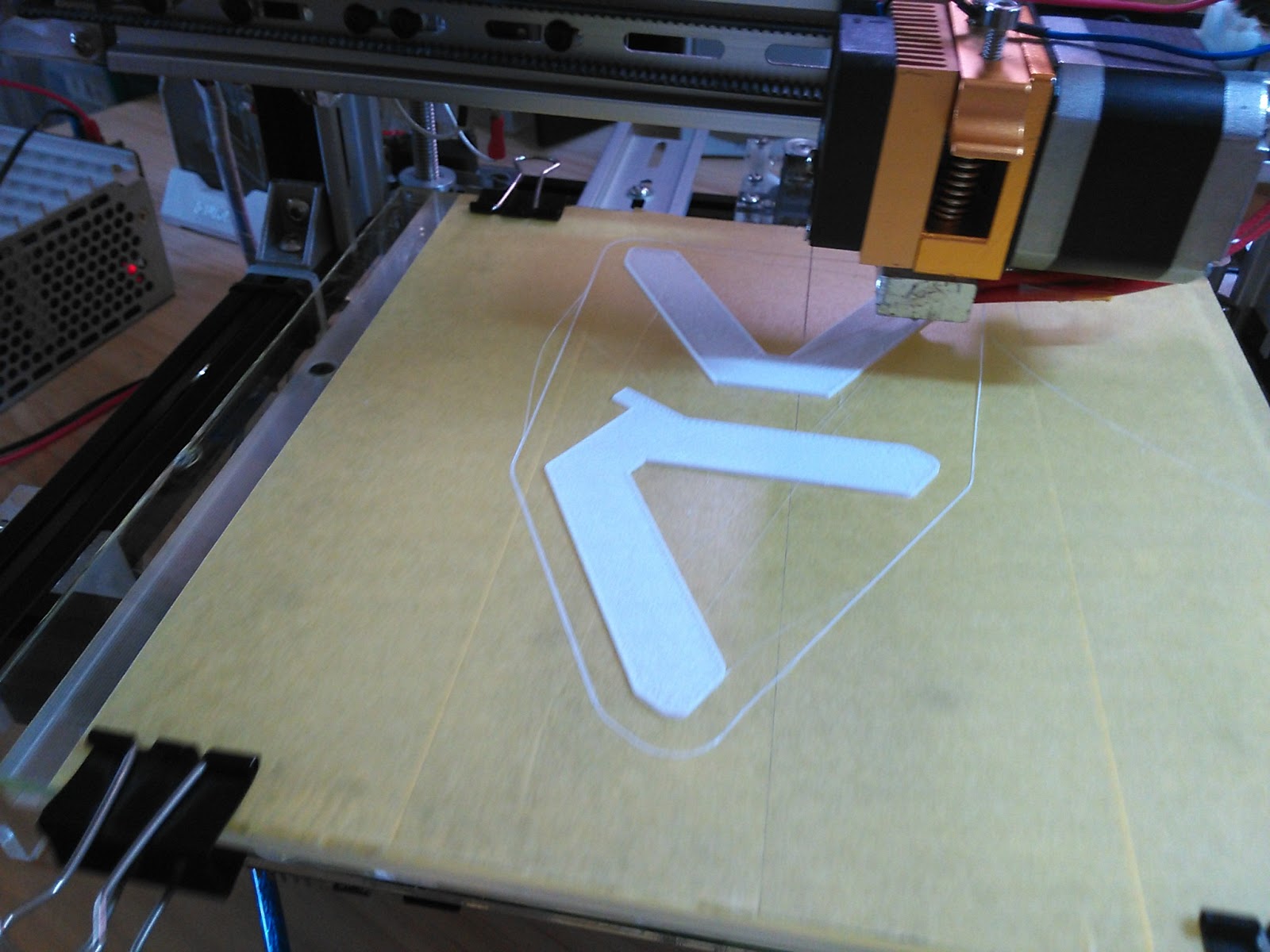
非常にきれいにプリントが進みます。
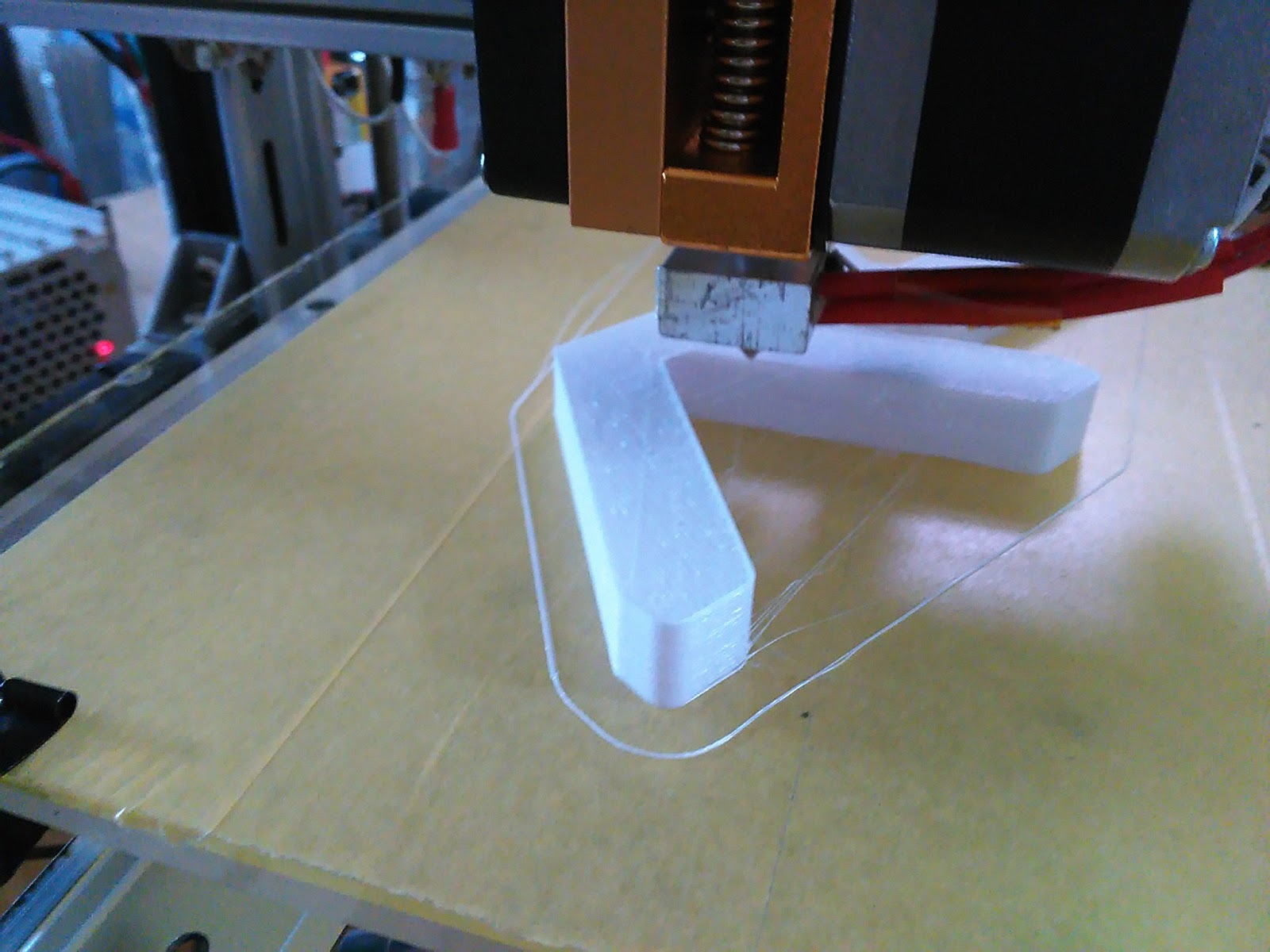
糸引きが多いですね。リトラクトの調整をする必要があります。
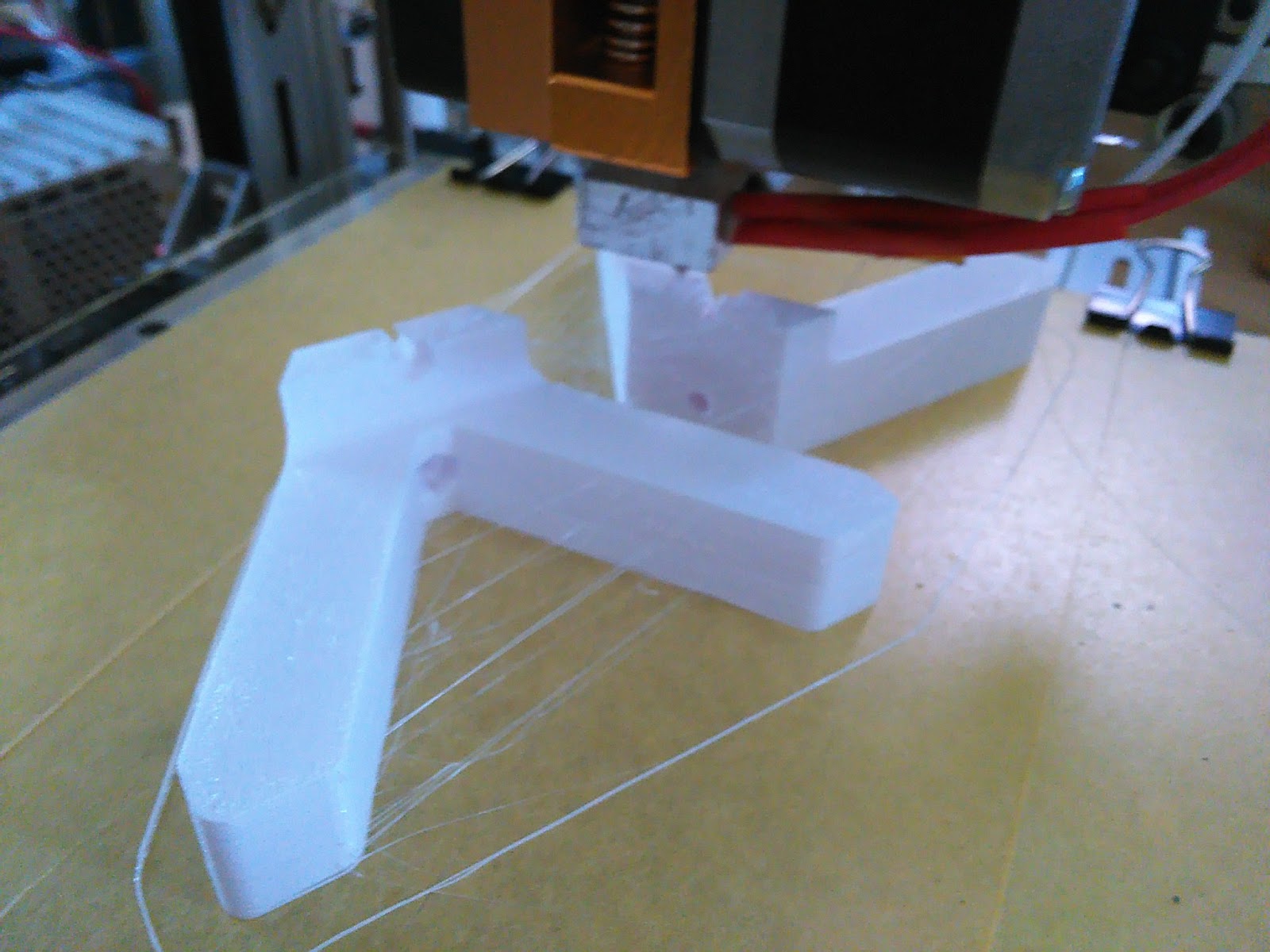
出来ました。
ヤスリで軽く仕上げて掃除機で切った糸掃除して完成。
ということで、3Dプリンタのメンテナンスでした。
レーザ加工機もそうですが、自分でゼロから設計して作っていますので、どこが壊れようが、どこまでばらばらになろうがどうにでもなるという安心感があります。フル自作のメリットですね。
ということで、メンテして一段と動作が安定したこのプリンタもつくると!に持っていきたいと思います。