
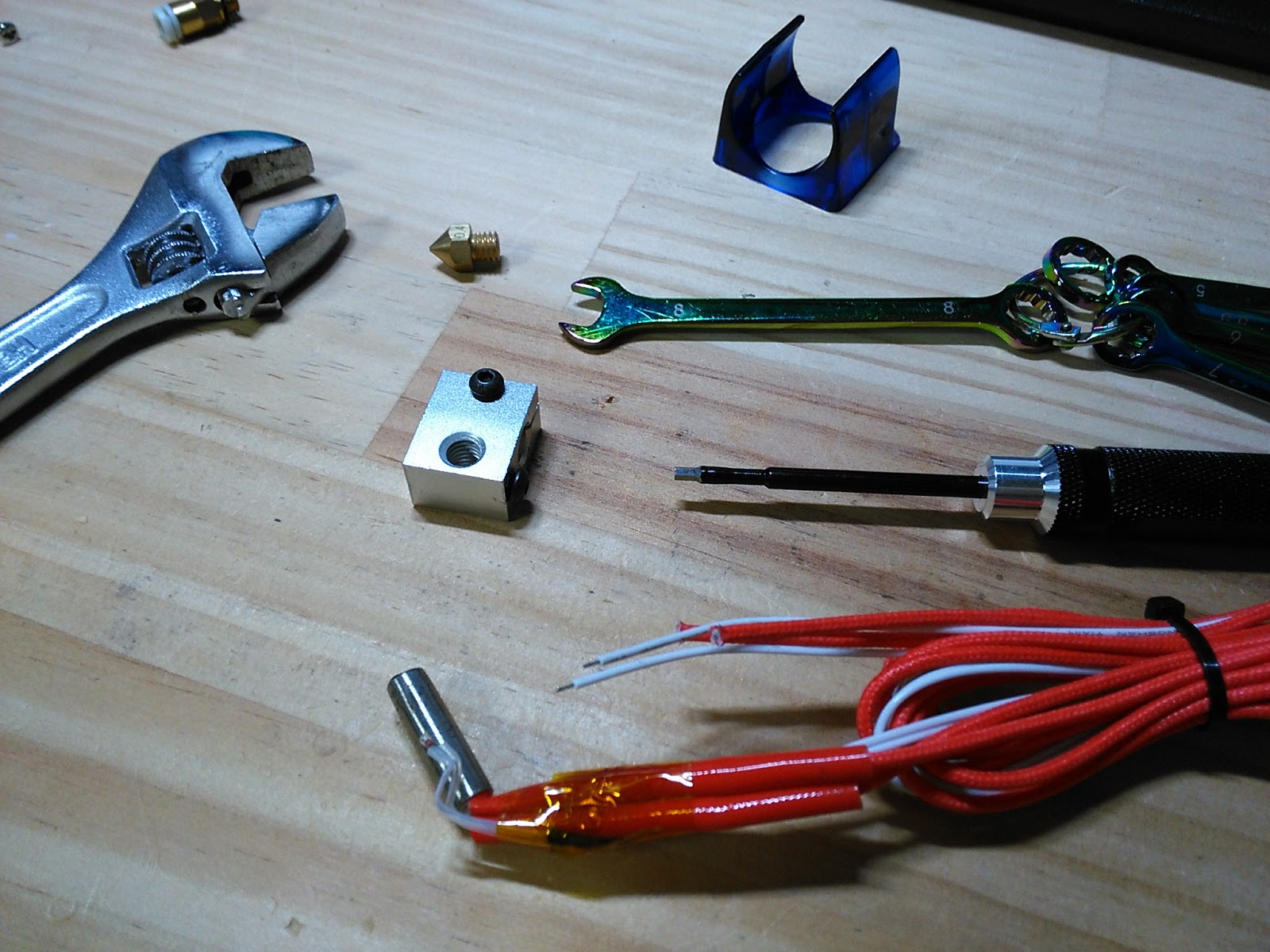
ホットエンド組み立てていきます。
使うのは、このカートリッジヒータと、(小さくてわかりにくいですが)サーミスタ。

アルミブロックと、ノズルです。
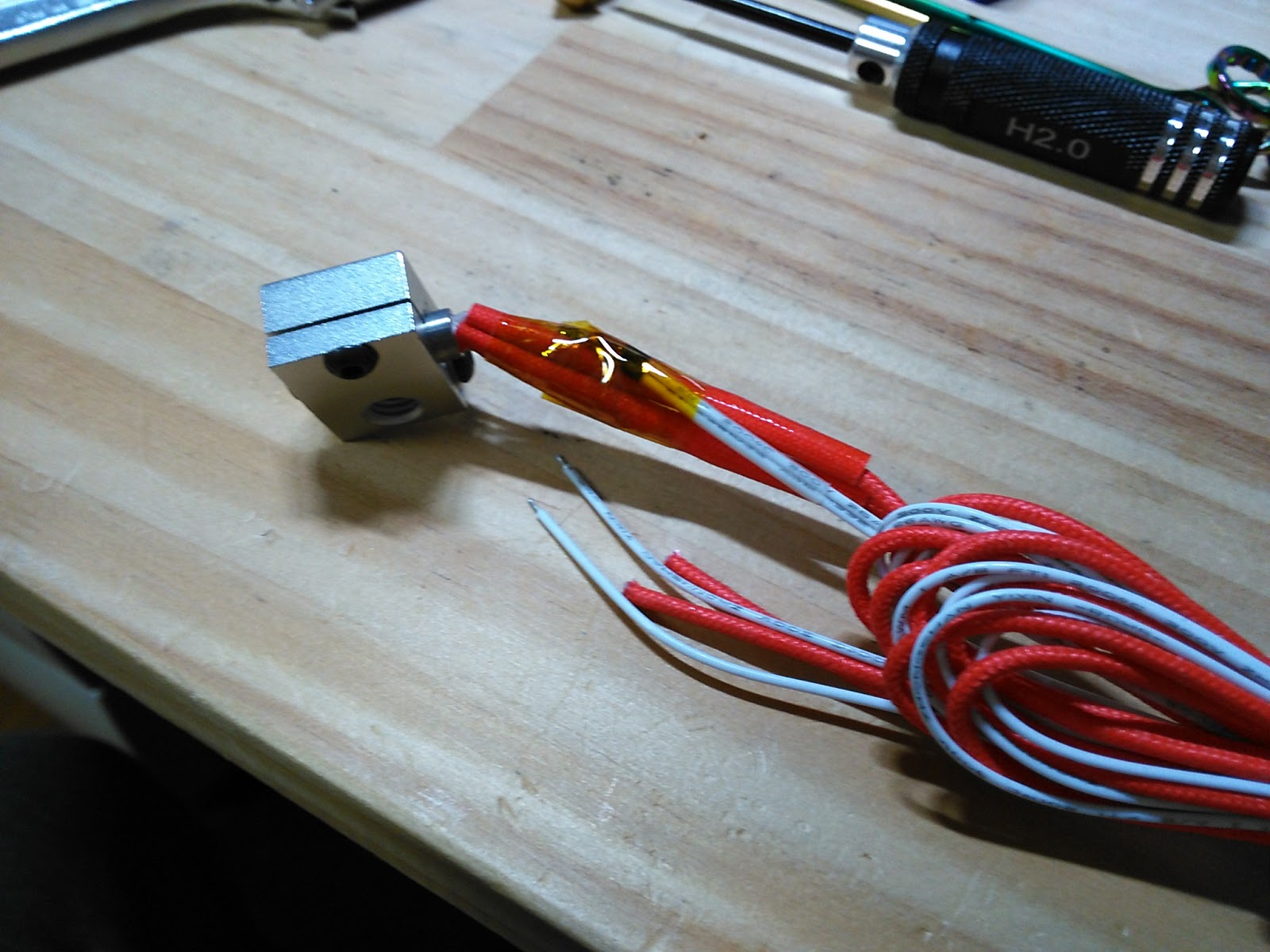
ヒータとサーミスタをアルミブロックに固定。
ノズルとスロートをアルミブロックの中で上下から対向させて締め付けることで固定します。

スロート中にはテフロンチューブを入れて、

アルミブロックの中でこんな感じにノズルと対向させます。
こうすることで、フィラメントはノズルの直近部分までテフロンチューブの中を通ってくることになります。テフロン(というかテフロン系の樹脂)は耐熱性が高く、表面張力が非常に小さいので多くの物質と相互作用ません。つまりくっつかないということです。
これは溶けたフィラメントがホットエンド内壁と接するFDM方式ではだいじなポイントです。

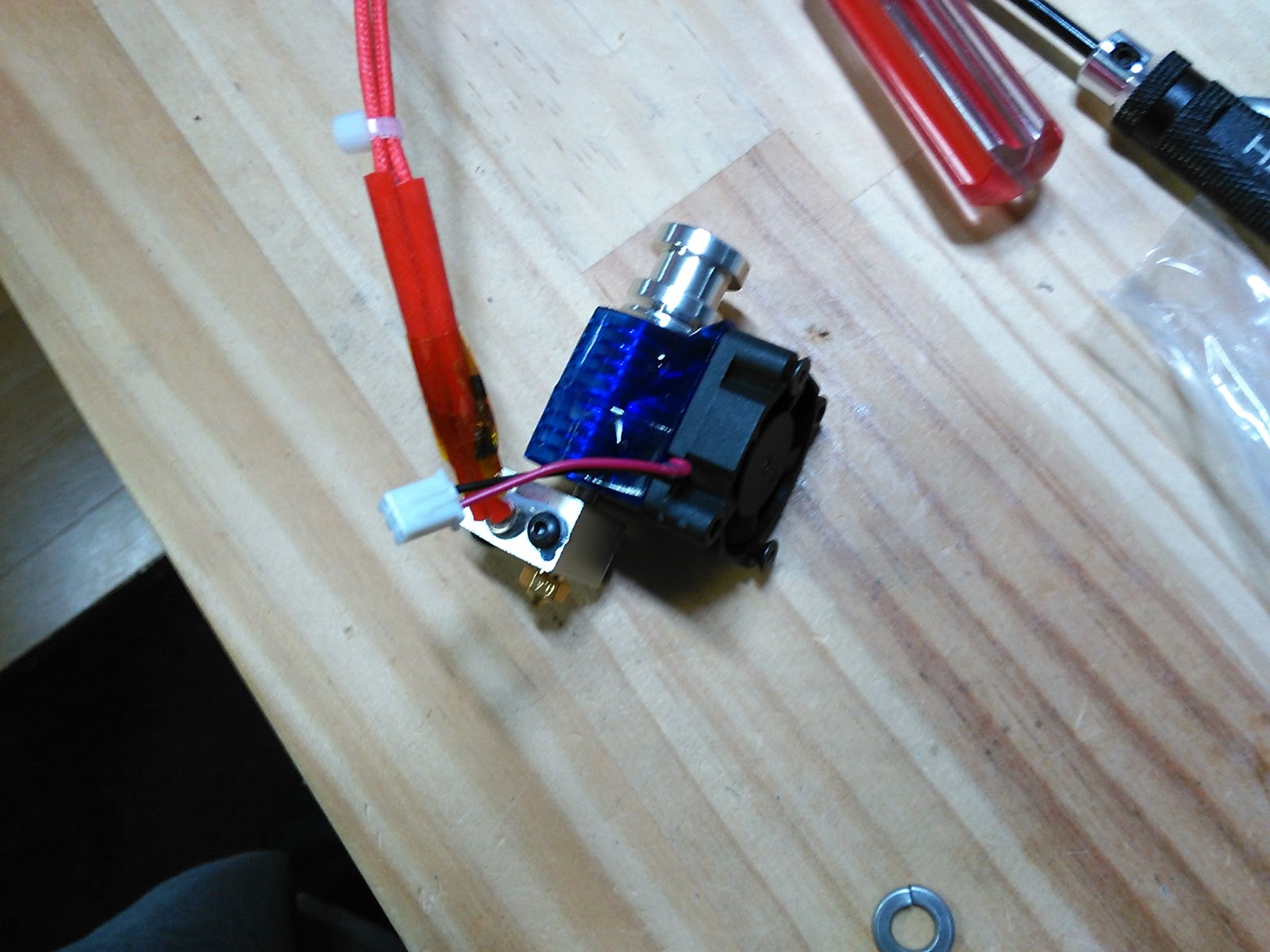
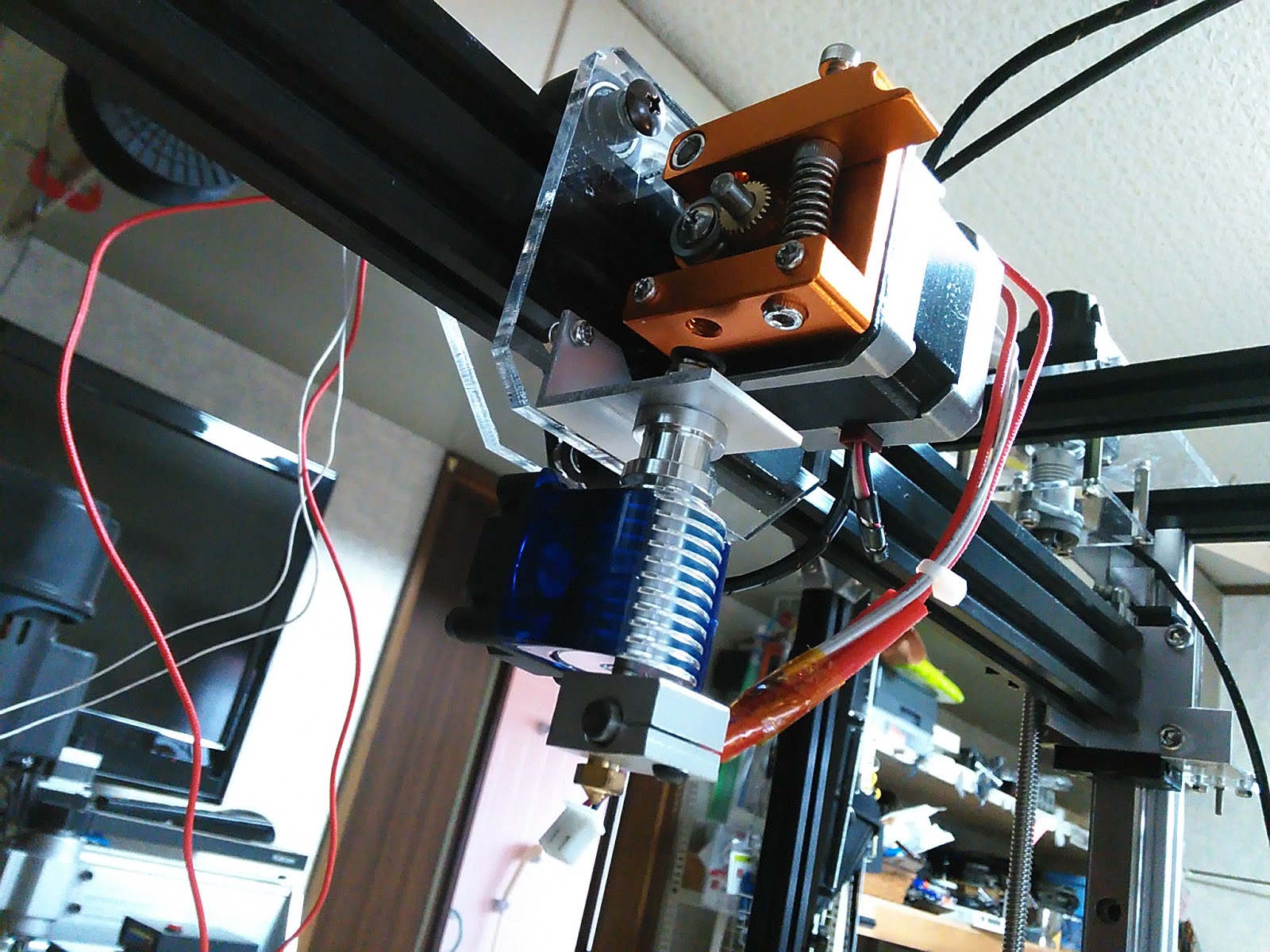
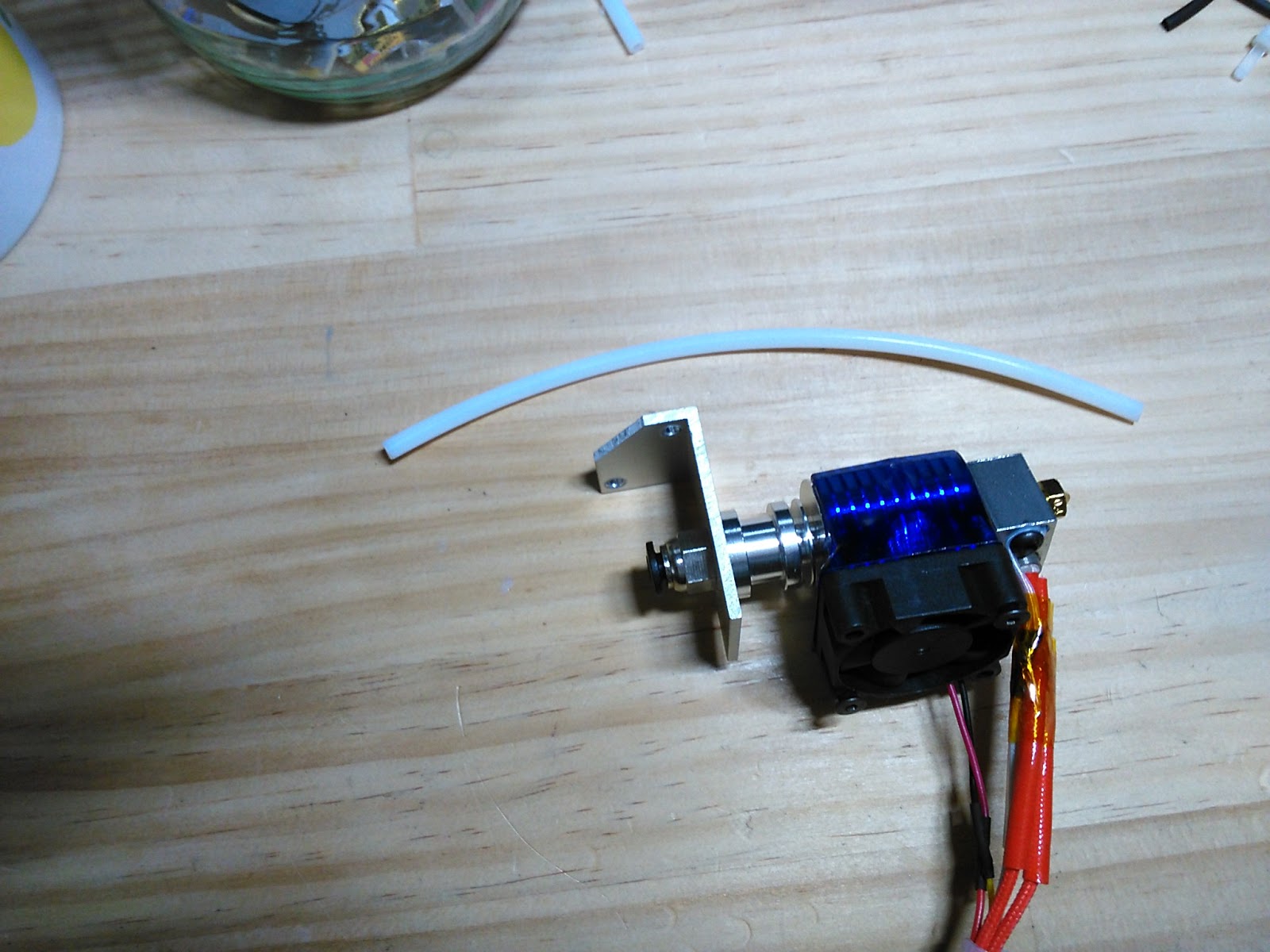
ホットエンドを接続するボディのフィンにはファンがつけられるようになっています。
フィンの部分を空冷することでボディよりも上に熱が上がらないようになっているのです。

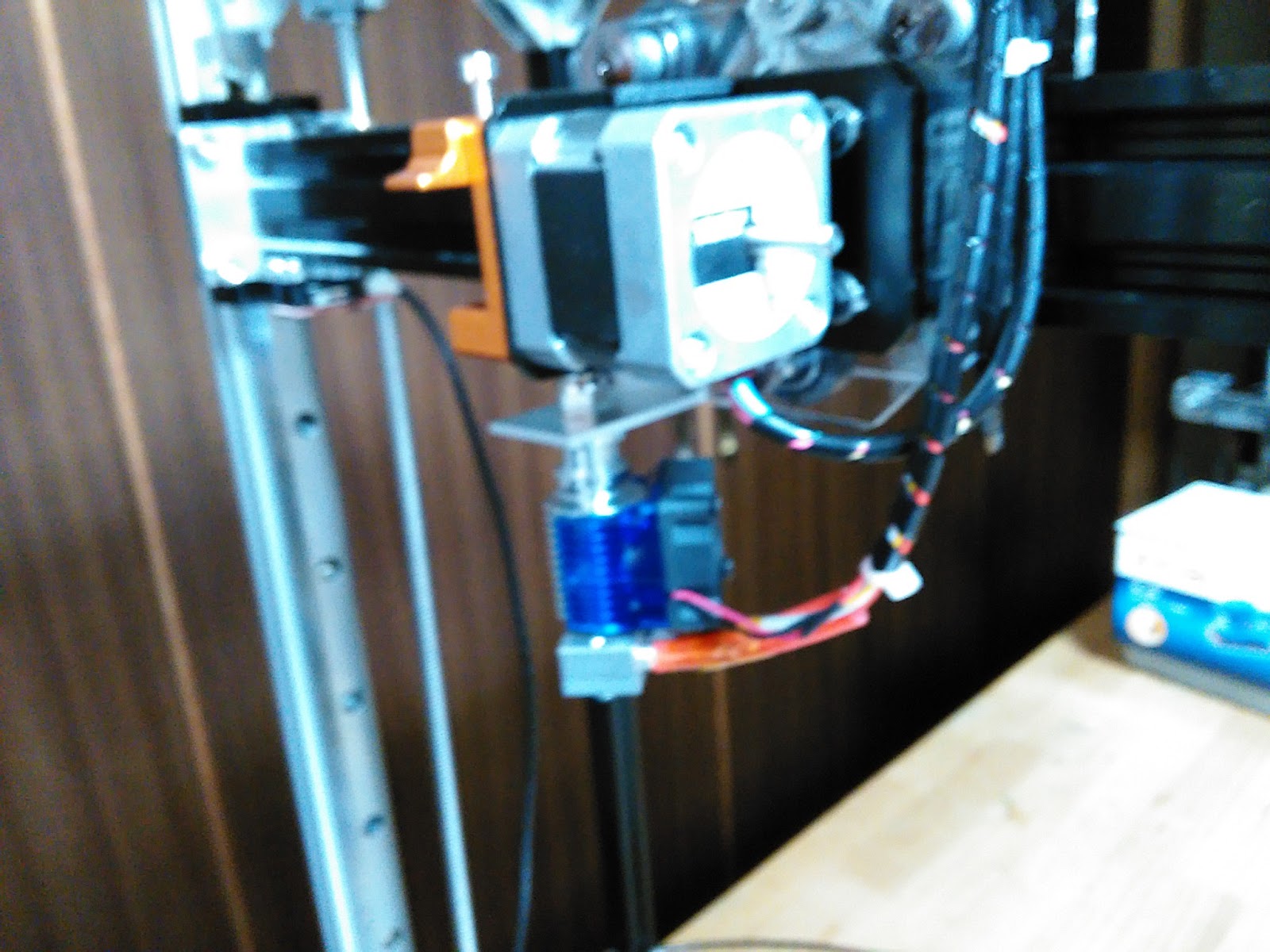
ファンをアタッチメントに固定して、

ボディに抱き着かせます。ホットエンドっぽくなってきました。
キャリッジに仮固定して具合を見ます。
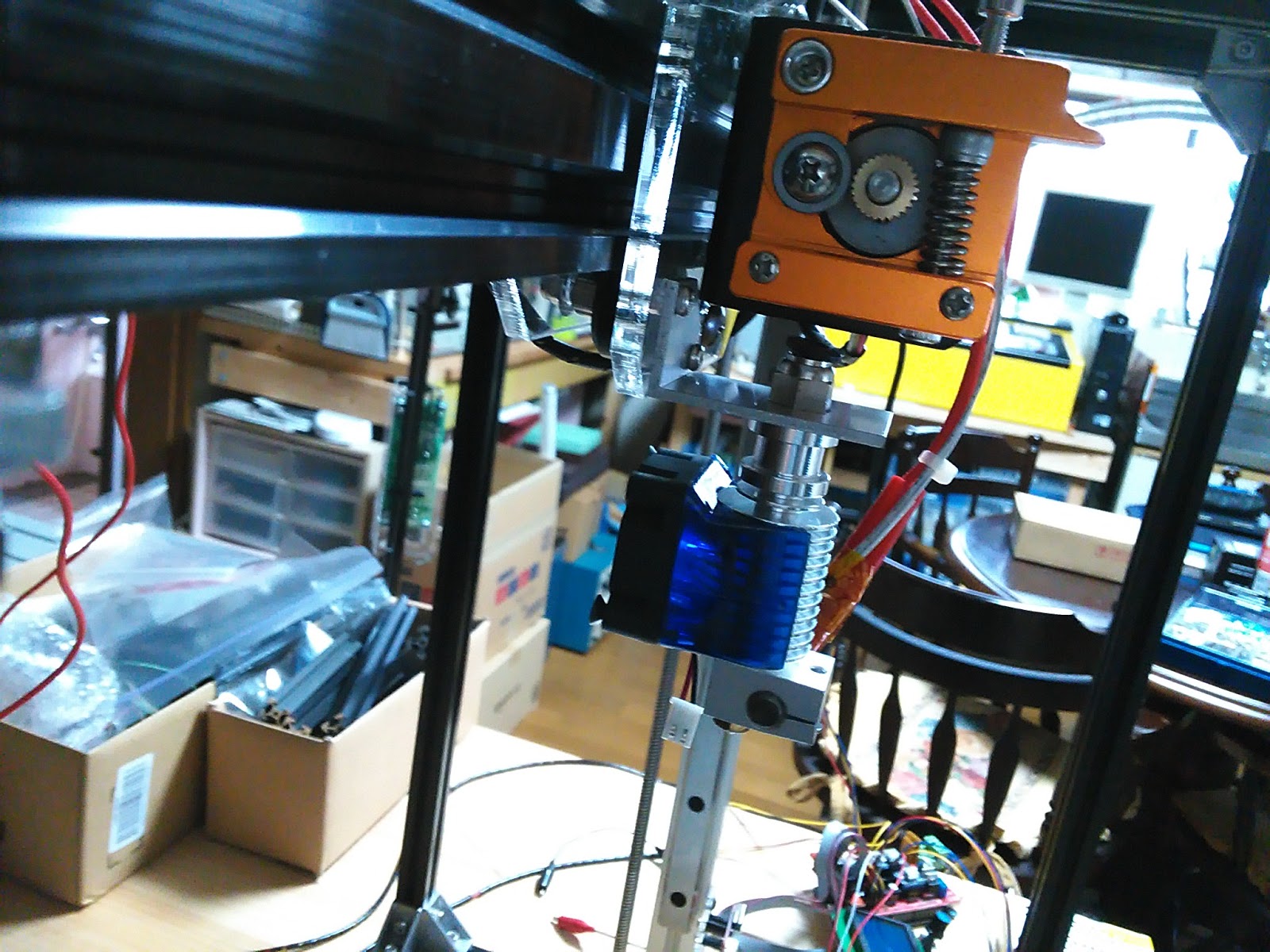
ええ感じです。
ファンとヒータの配線を作っていきます。
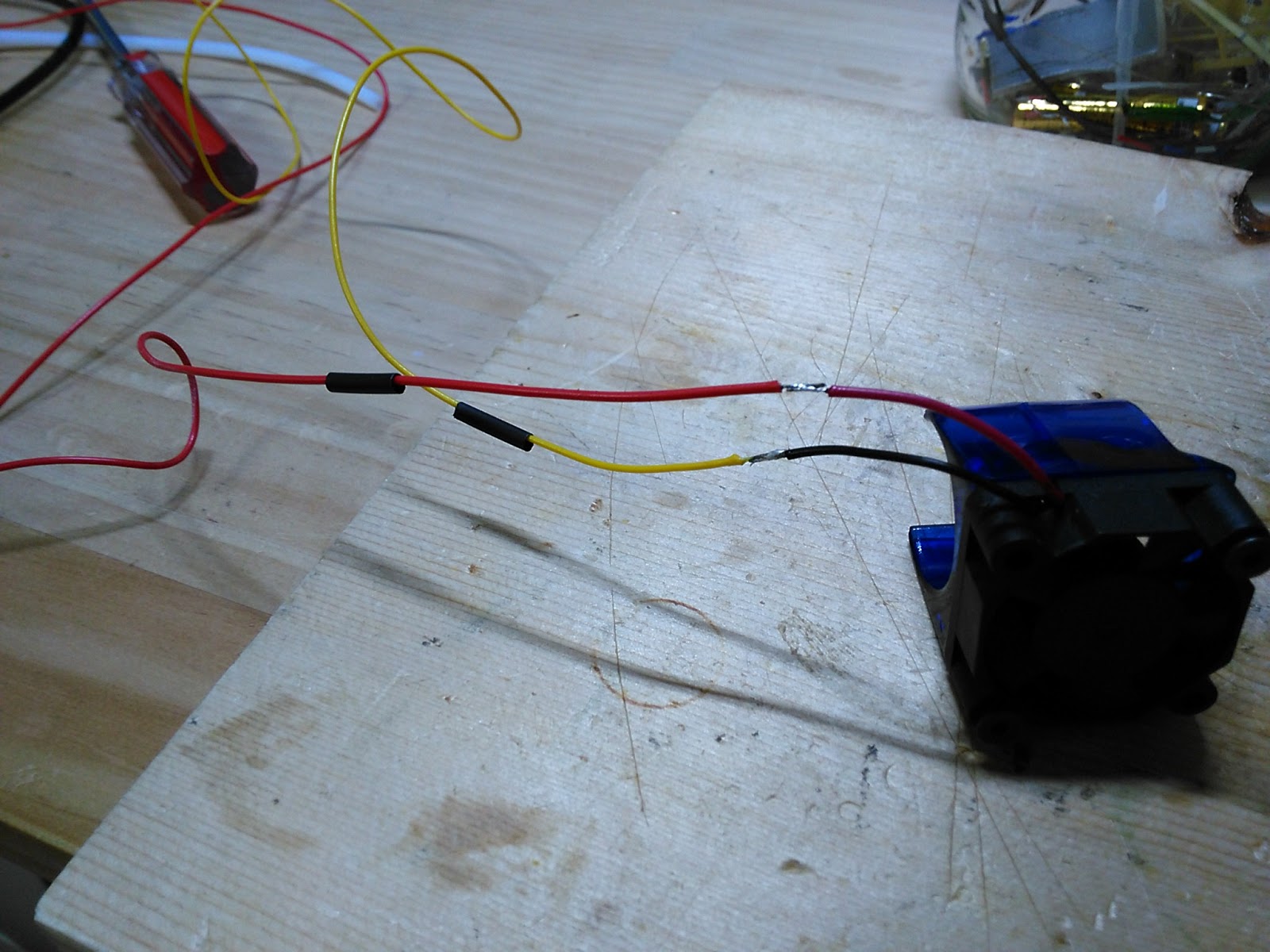
スパイラルチューブで巻いてまとめておきましょう。
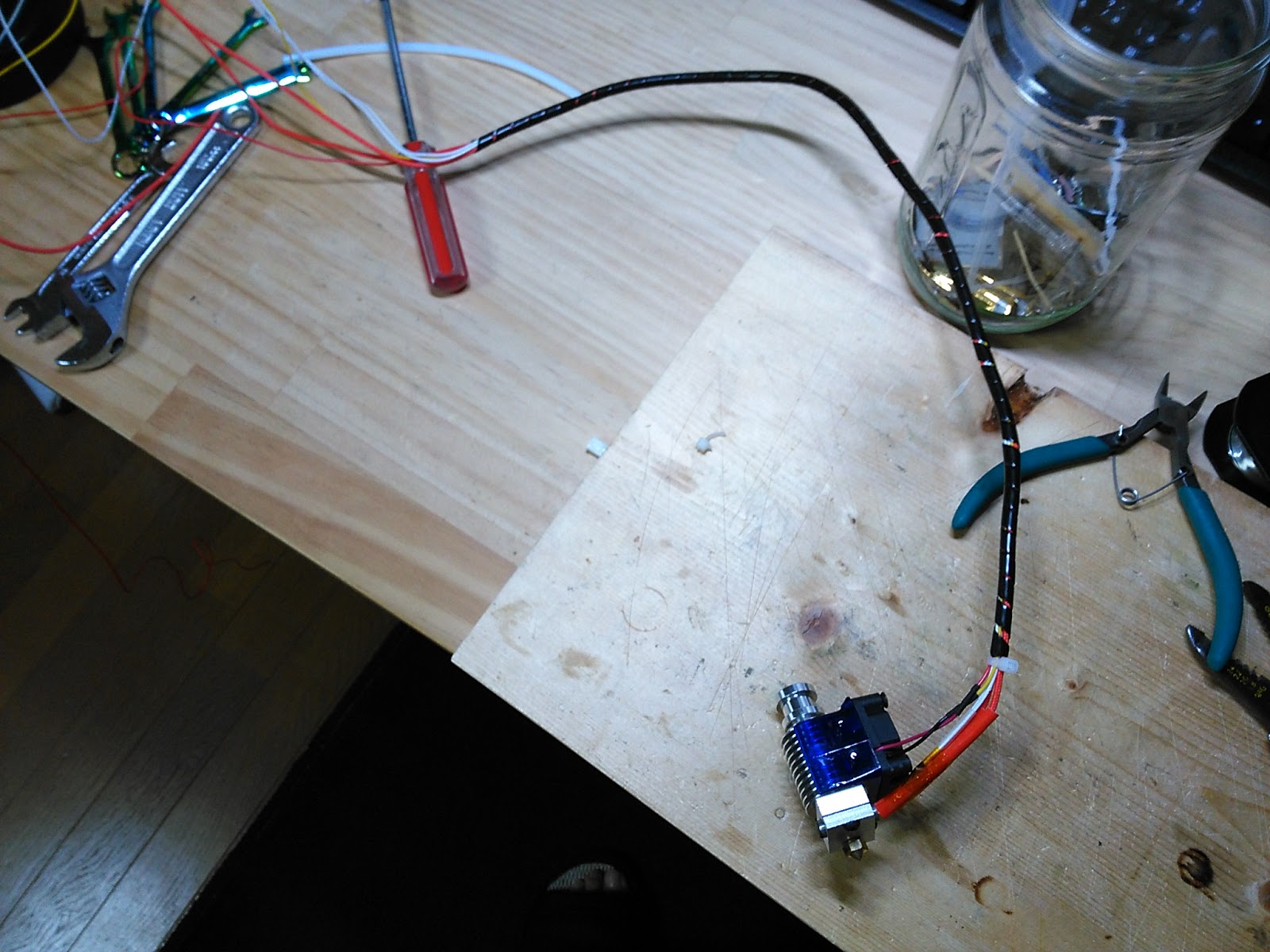
ヒータの引き出し線は十分に長いのですが、今回作っている(大)はZストロークが350mmもあるのでこれでも足りません。ケーブルを付け足します。
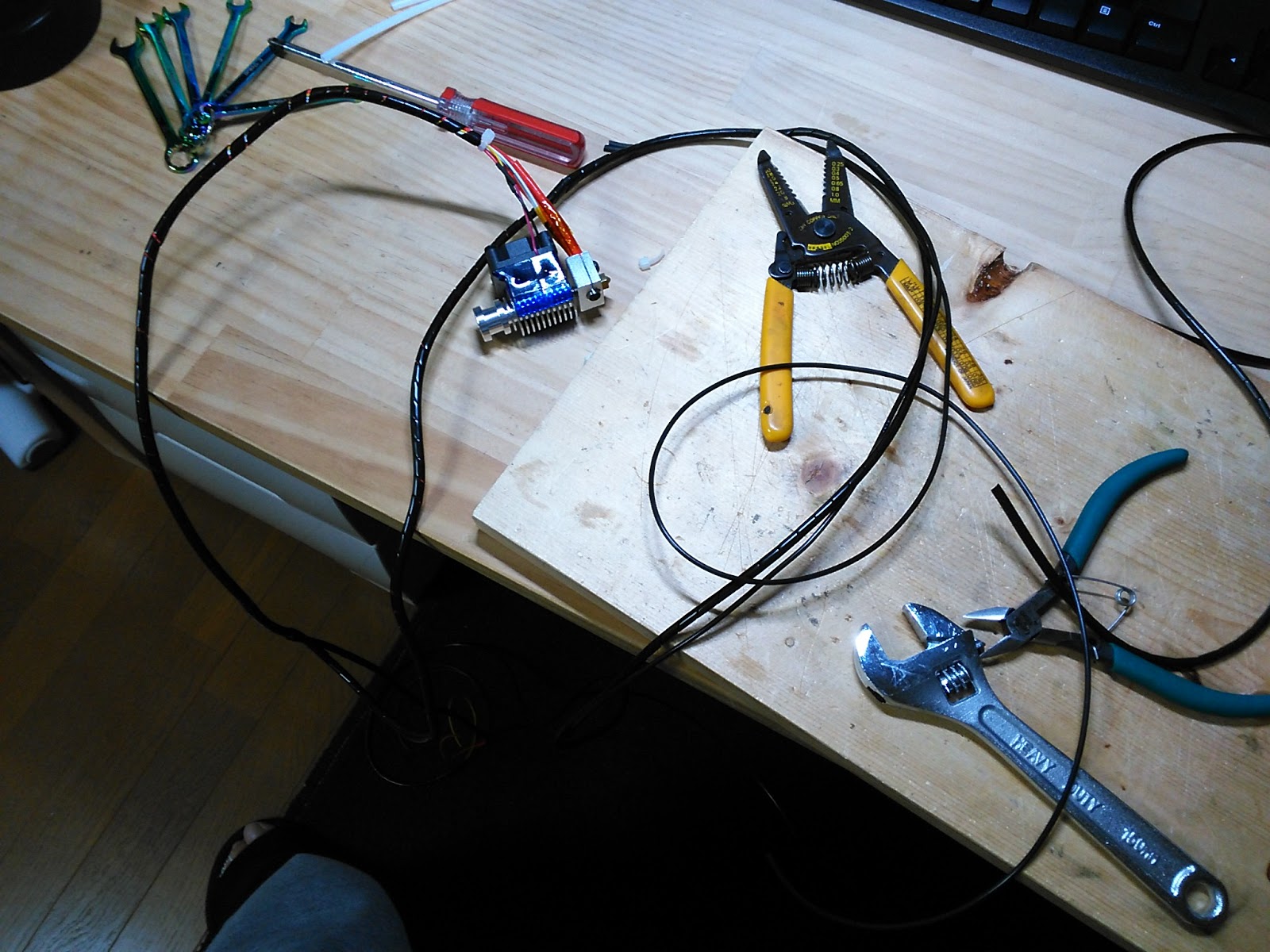
出来ました。長い。
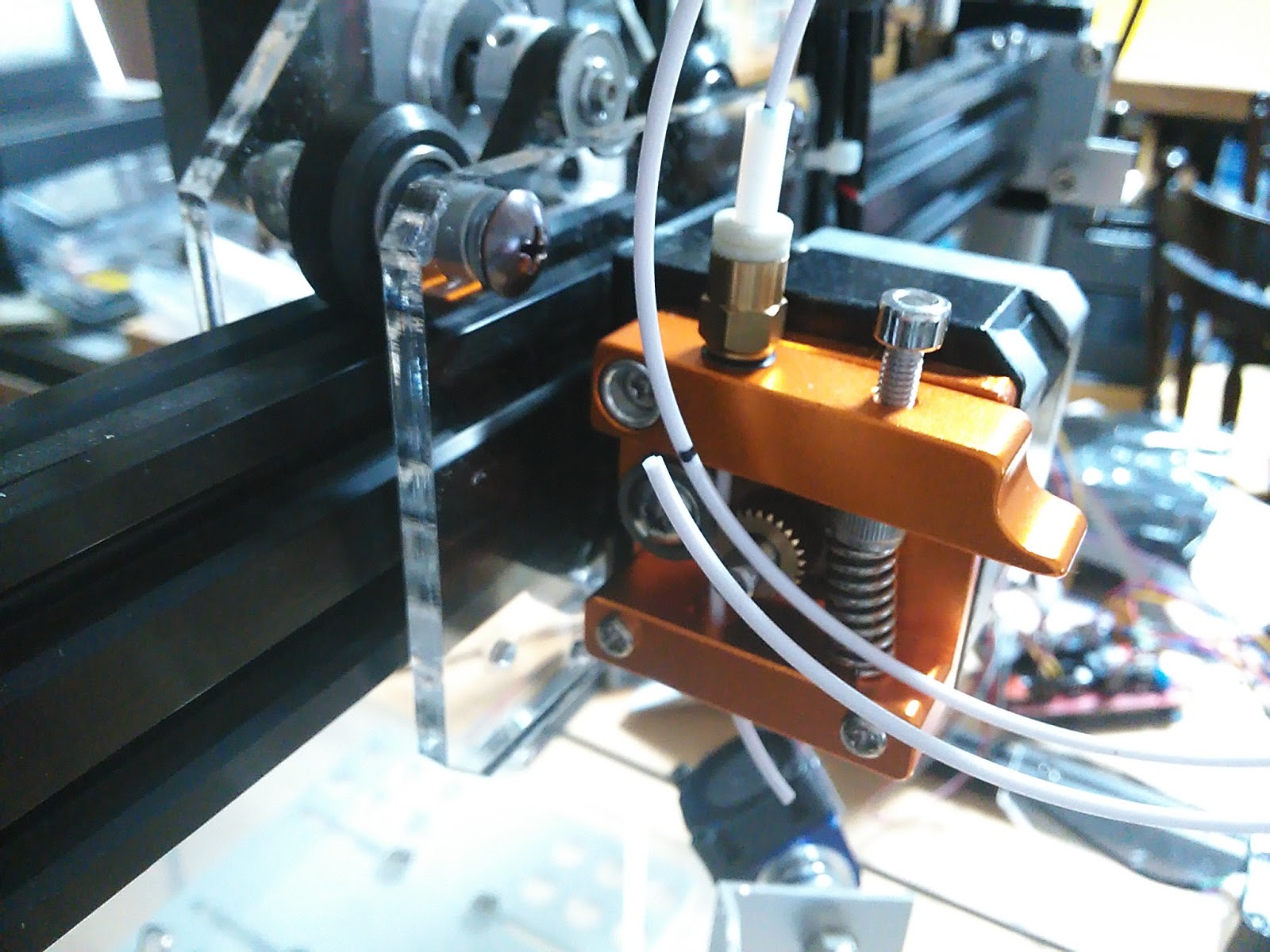
仕上げはエクストルーダからノズルまでのフィラメントをガイドするテフロンチューブの挿入です。
まず、少し長めの適当な長さに切断。アルティメットカッターが活躍。
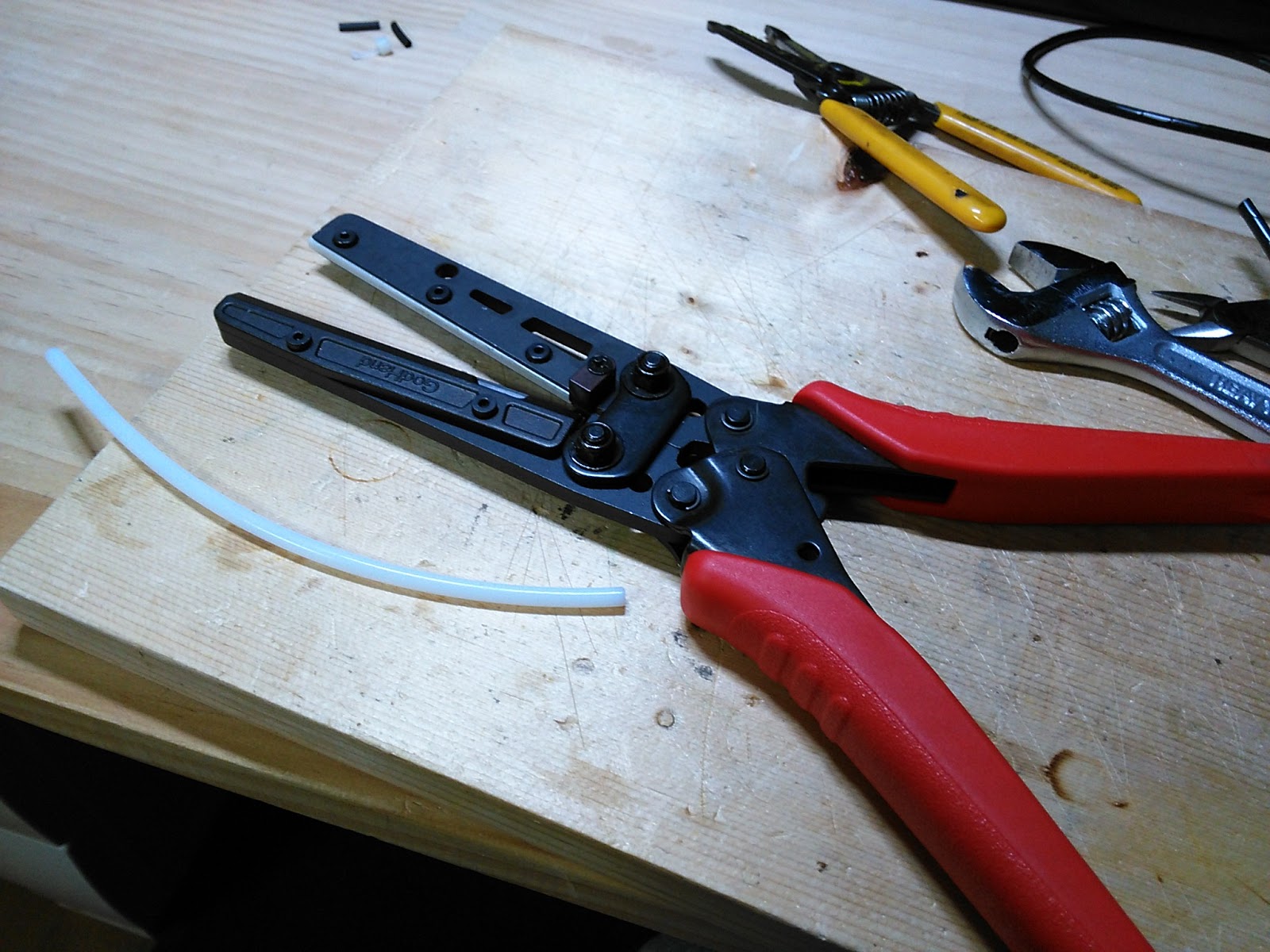
相変わらずきれいな切り口であります。

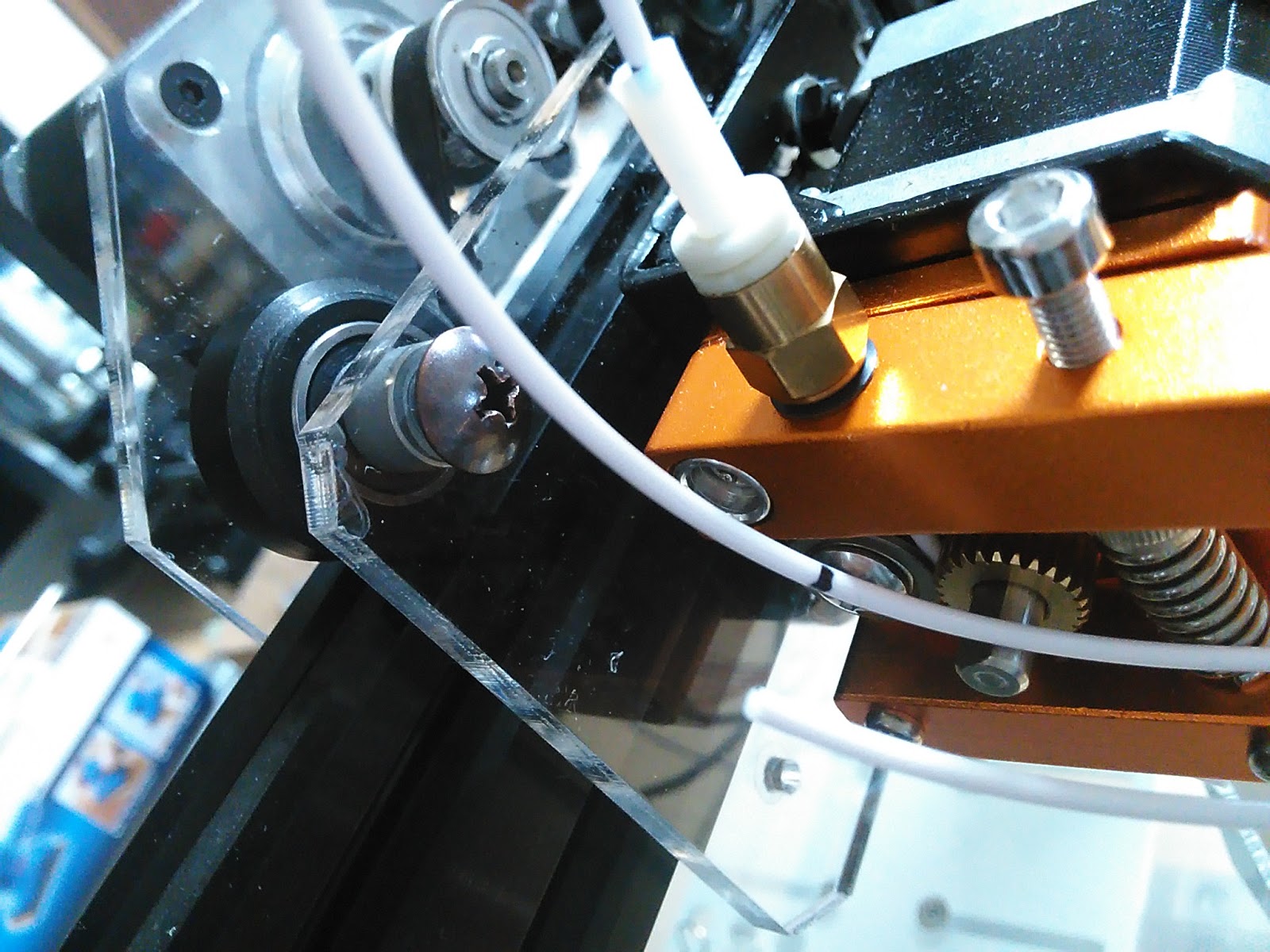
ホットエンドに突っ込みます。入り口はワンタッチジョイントになっていますので、リングを押さない限りチューブは抜けてきません。さすがRepRap。賢い作りです。
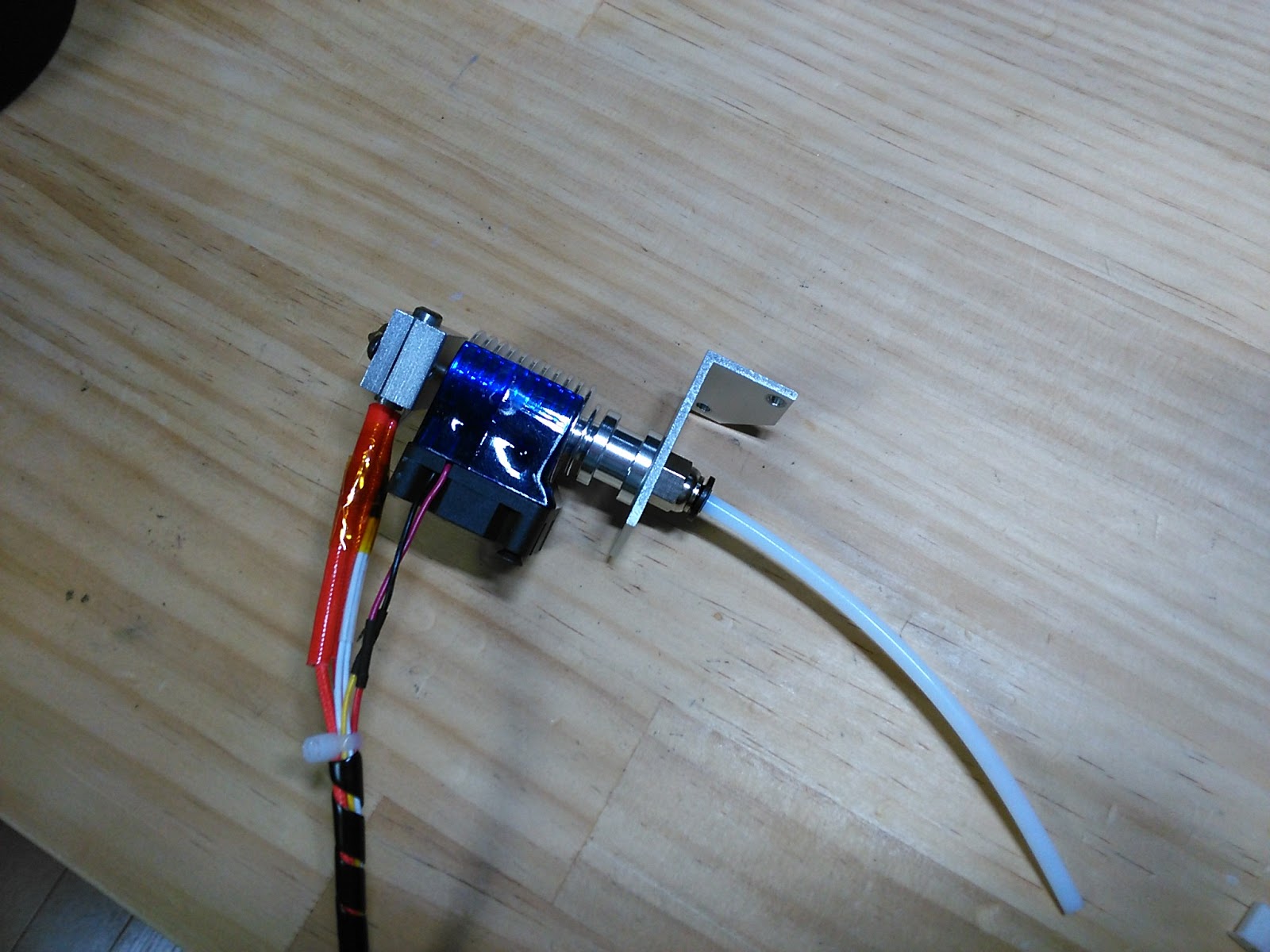
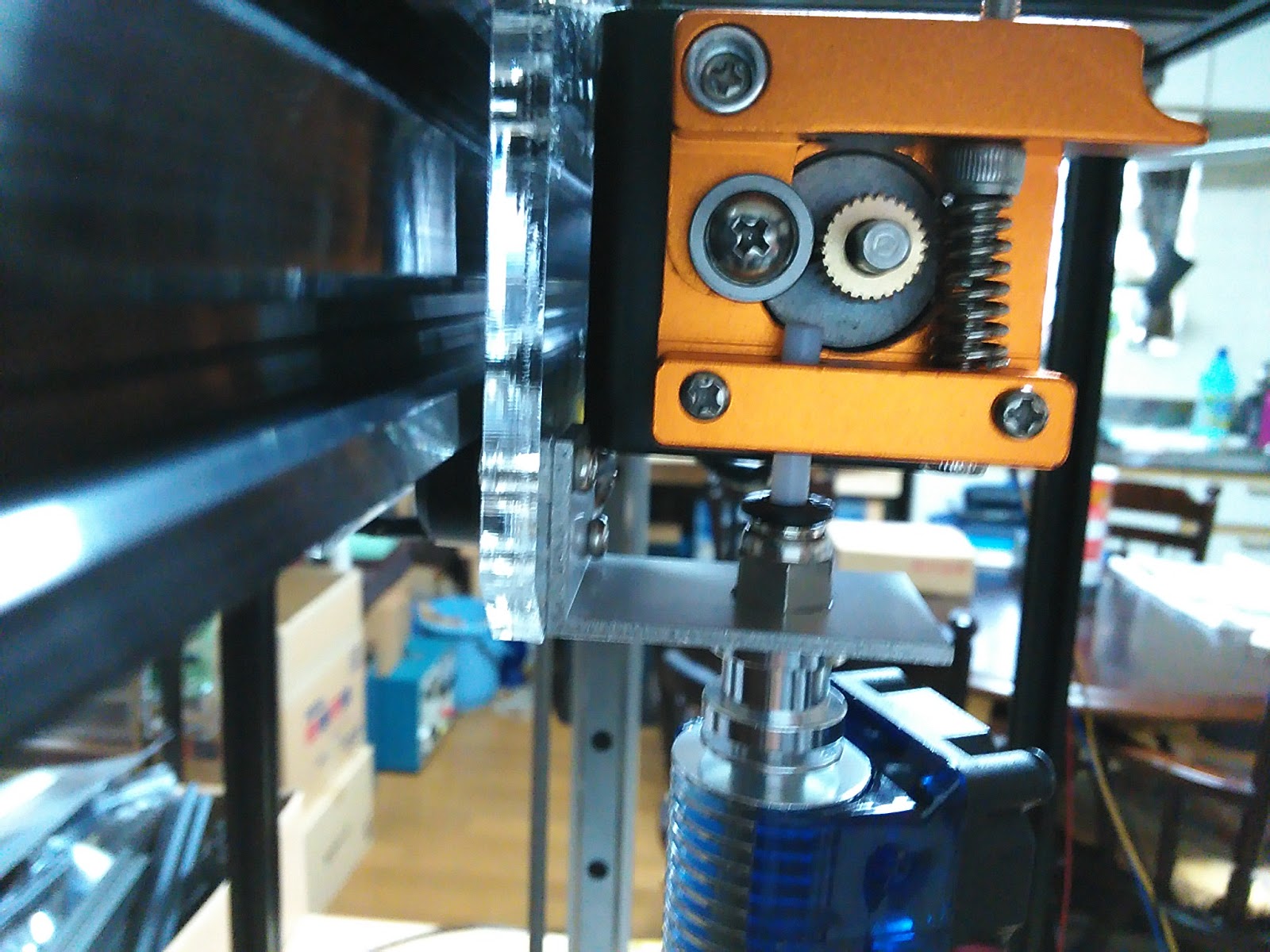
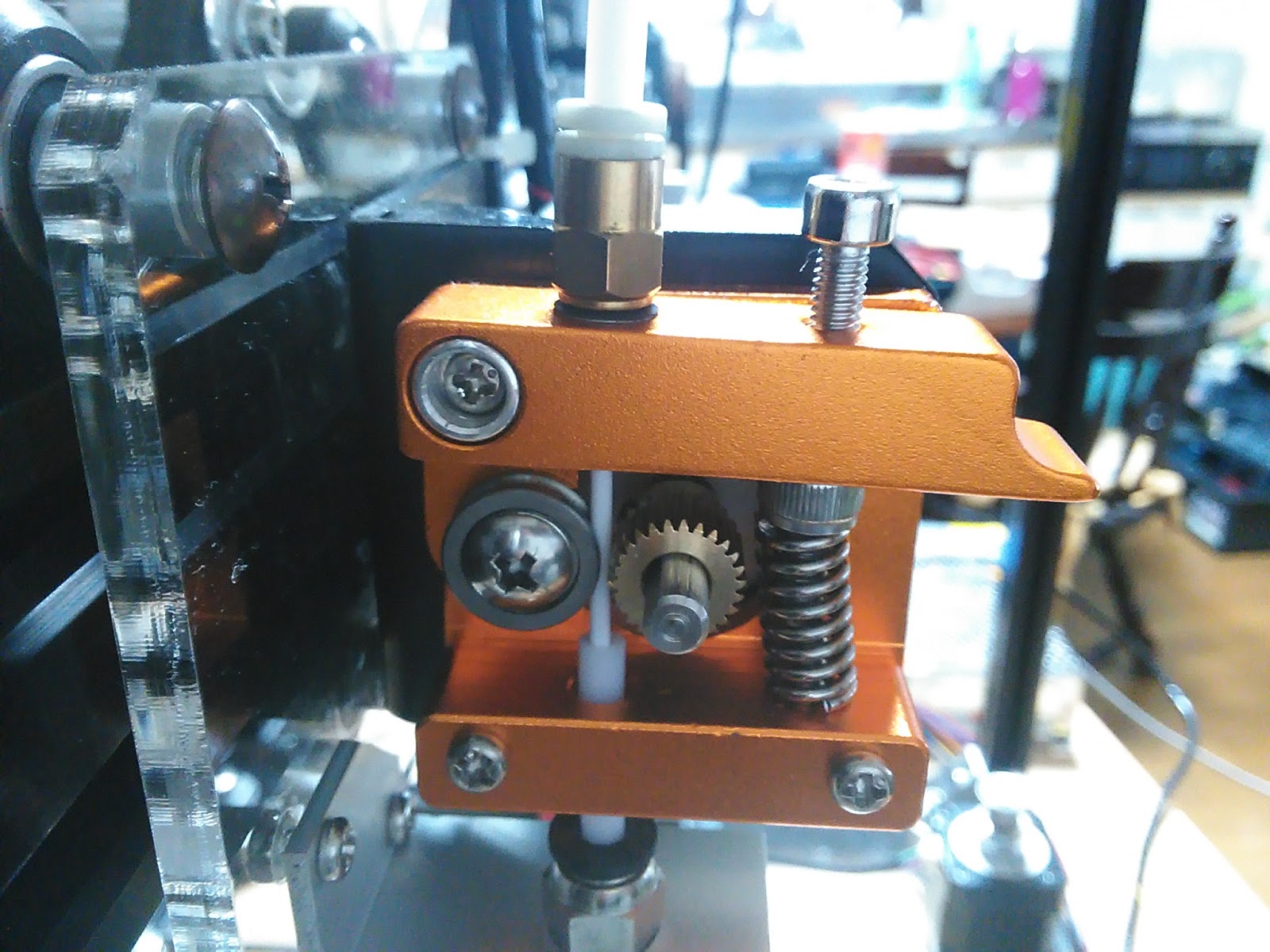
チューブはエクストルーダのギア直下まで伸ばしておきます。目分量で切断位置を決めます。
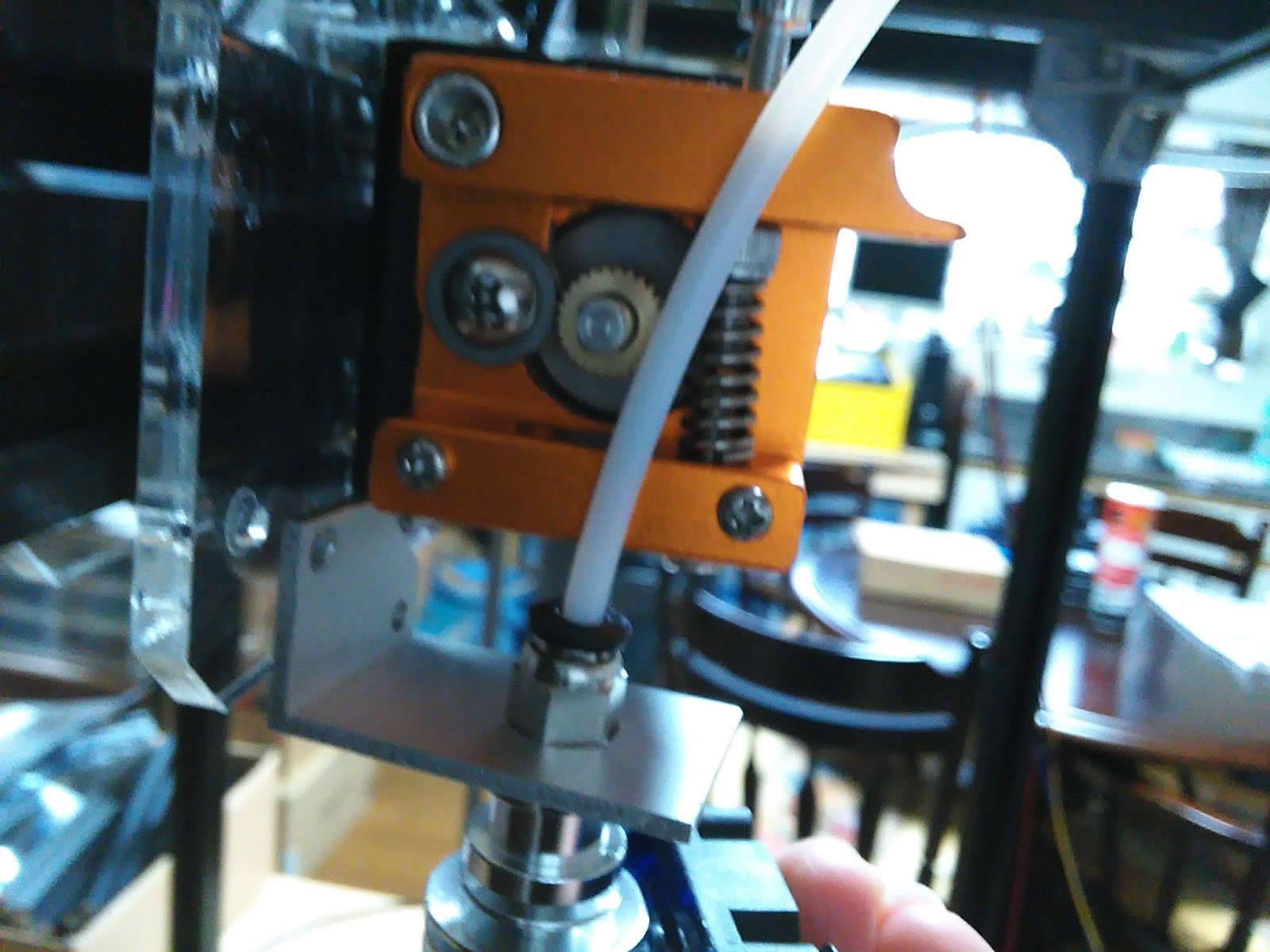
こんな感じでいいかな。こうすることでフィラメントの座屈がなくなります。
ピンぼけですが、これでホットエンドは構造的には完成です。
次はロジック部分。エクストルーダからのフィラメント送り出しのレートの調整をします。
ホットエンド一旦外して、ダミーのフィラメントを入れます。
ダミーフィラメントには300mmのところにマジックでしるしをつけておきます。そしてRAMPS基板からマニュアルで300mmフィラメントを送り、実際に送られた長さとの比でパルスレートを逆算します。
調整が済んだら改めてホットエンドを取り付けて、
ヘッドを加熱してフィラメントを送ってみます。
ノズルの先から溶けた糸状のフィラメントが押し出されてきました。成功です。

なかなか安定した送り出し。これは期待が持てる。
これでテストプリントができる状態まで漕ぎつけました。
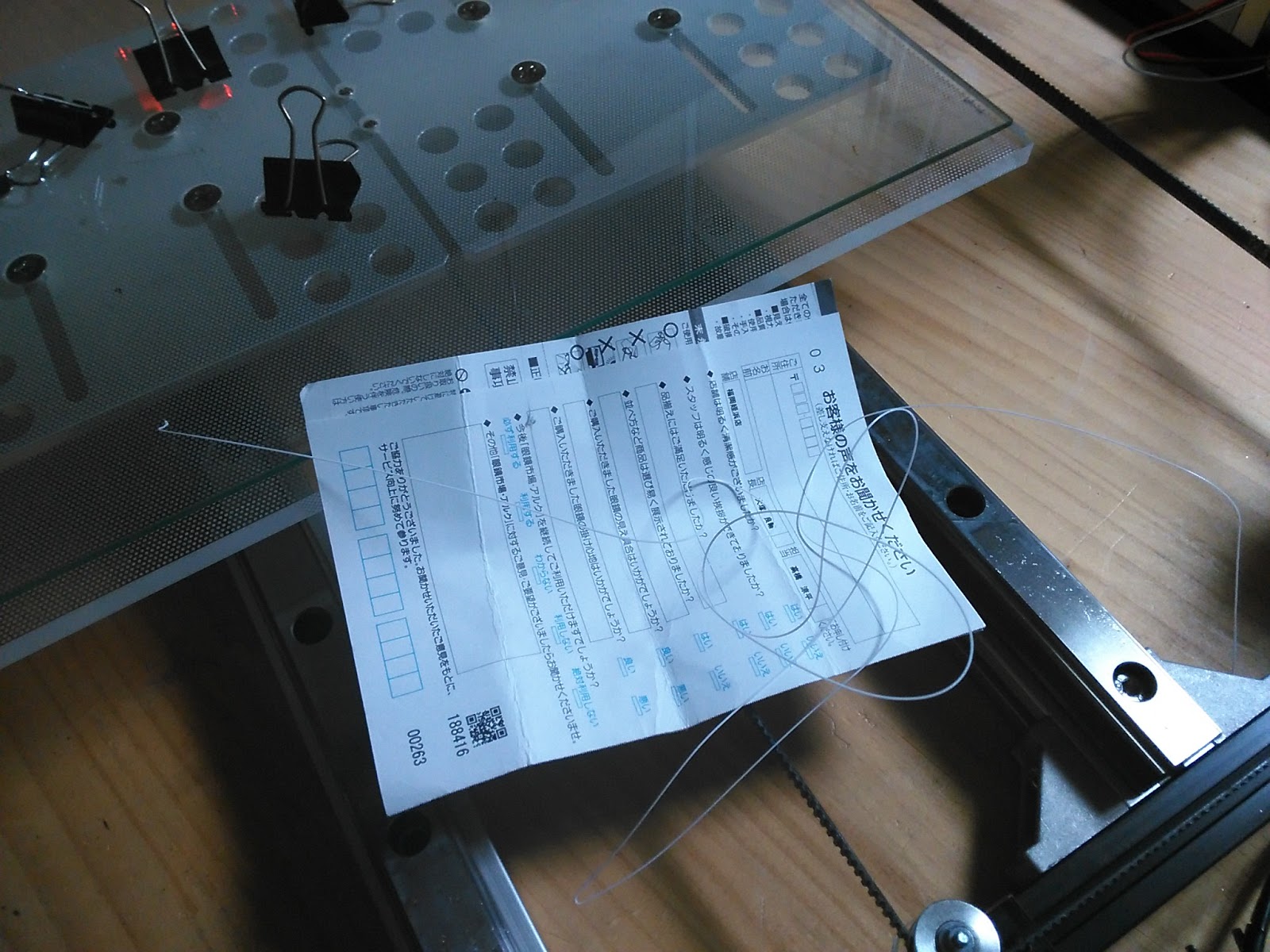
もちろん早速やります。アクリルのベースの上にマスキングテープを貼ったガラス板を乗せます。固定は適当ですがクリップで。
では行きます。fusionで適当なテスト用形状を作り、STL出力してスライスします。
スライサーの設定もこまごまいろいろあるのですが、ここはまず動かしてみたいのでフィラメント径とホットエンドの温度設定くらいで動かします。重点密度は15%に、infillはhoneycombにしました。
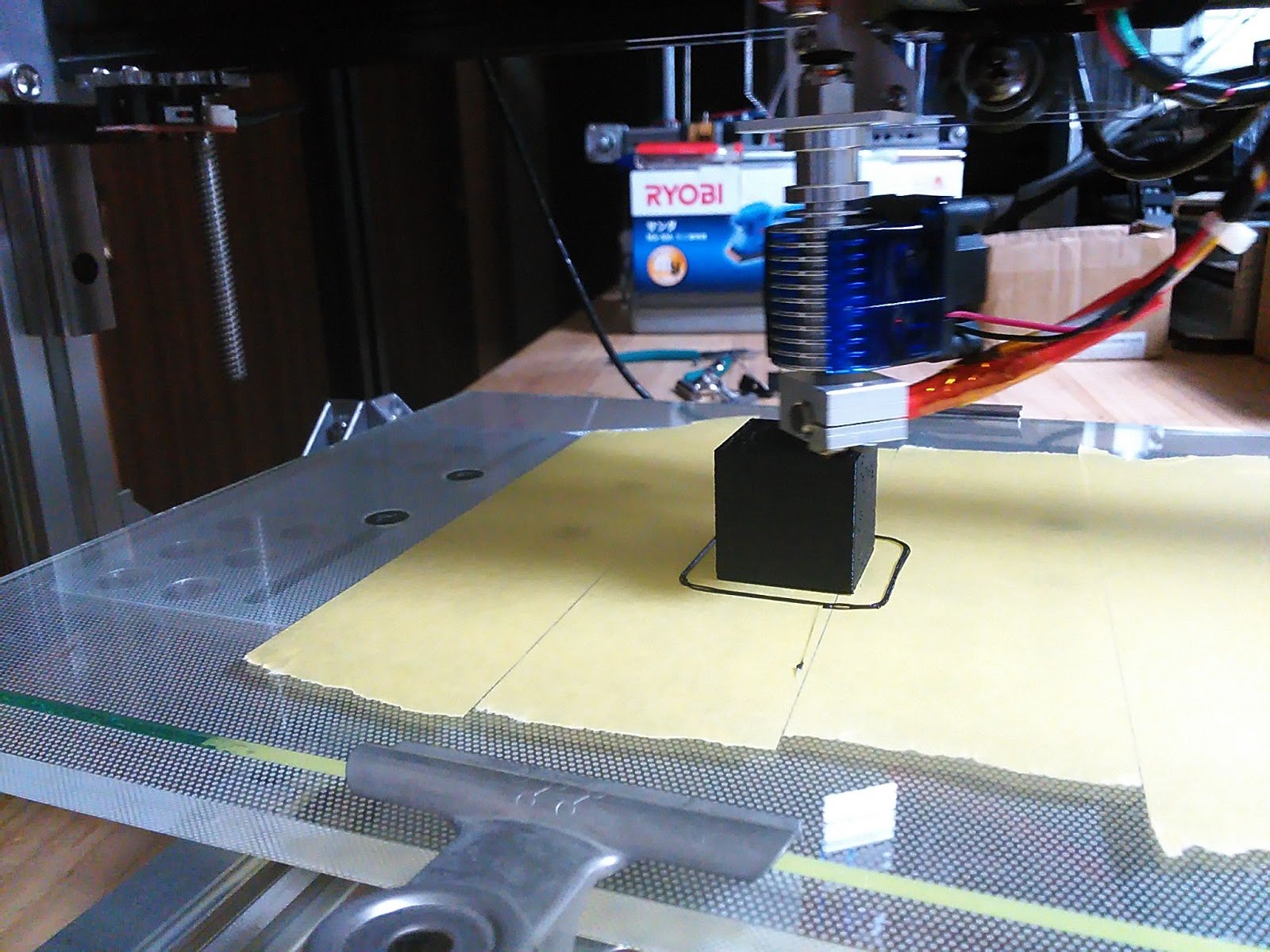
積んできます。動画で。
とりあえずは安定して動いています。
ファーストプリントとは思えないくらい実に順調。
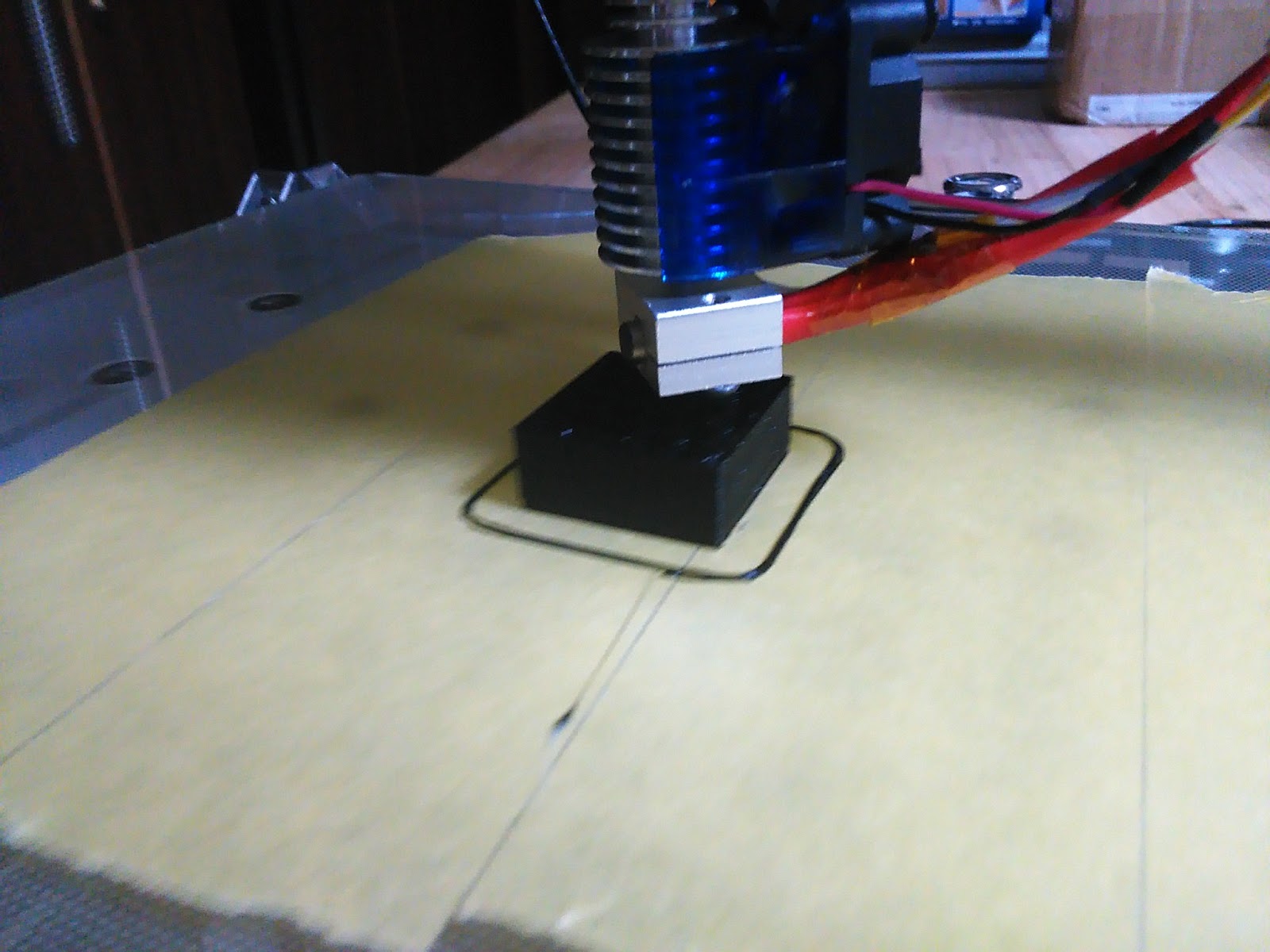
小一時間で完成しました。
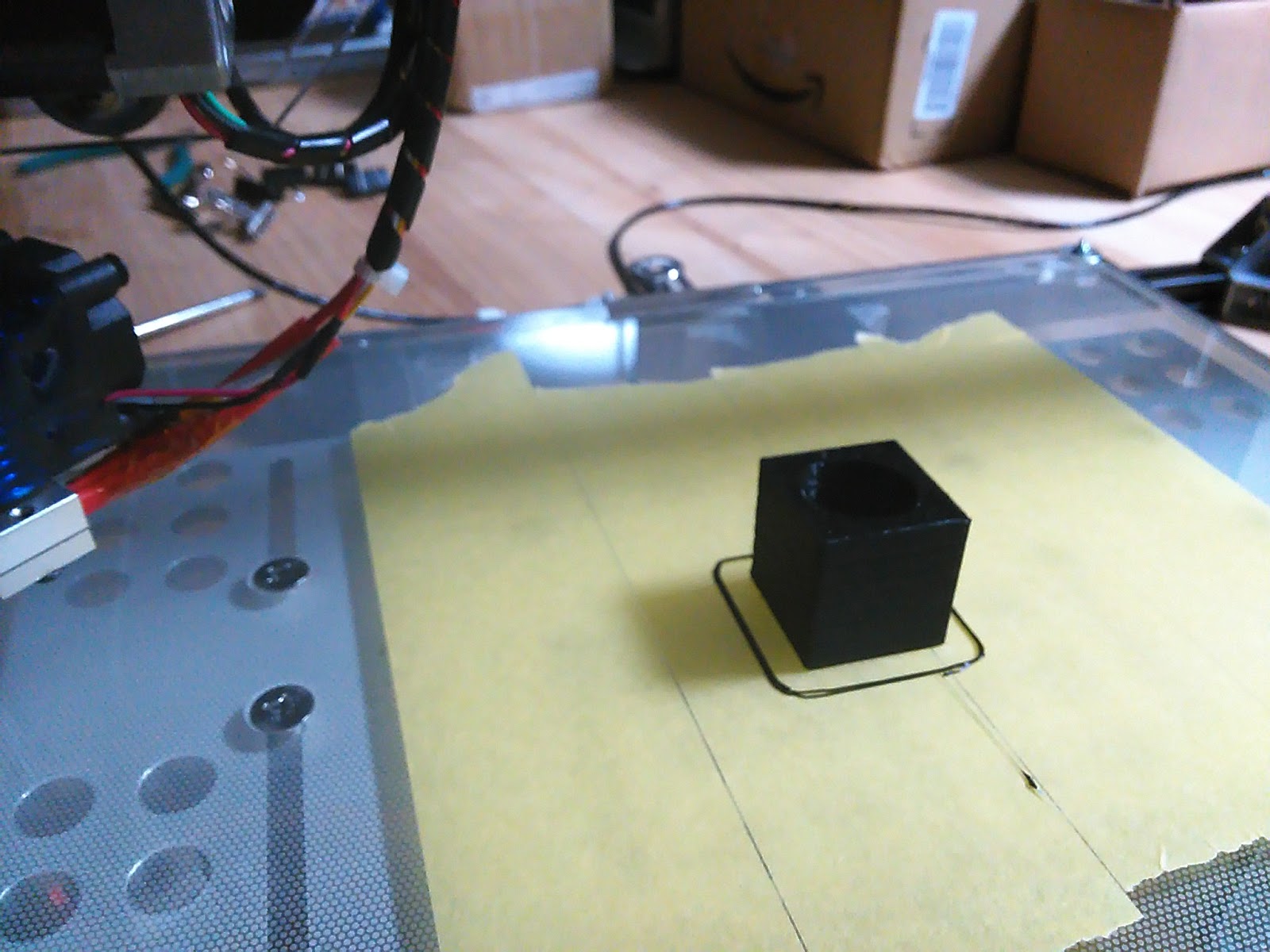
一見きちんとできているように見えます。
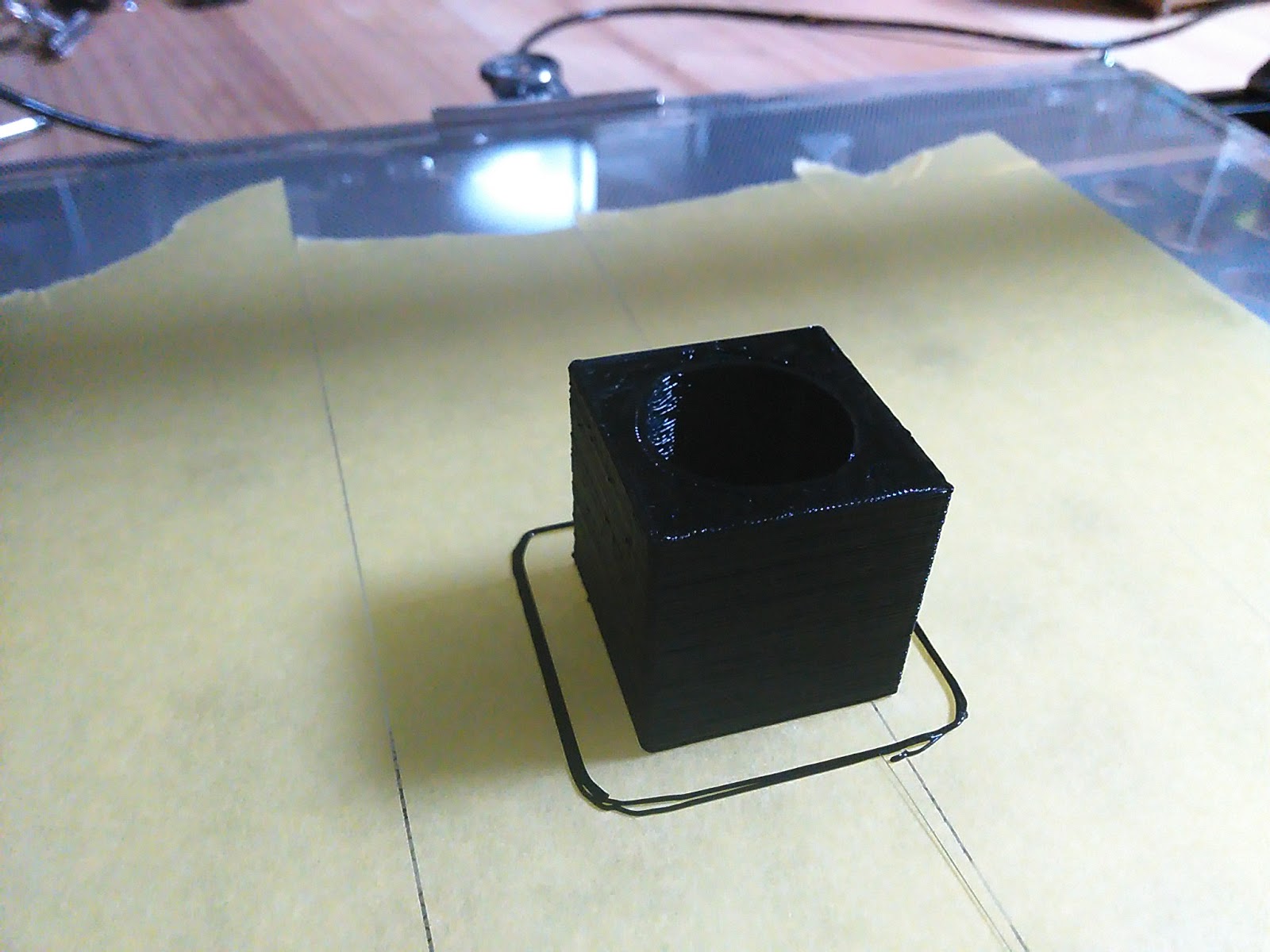
が、よくよく見ると…
中の円がつぶれています。Y軸のバックラッシュかな。
問題が起きるとすればY軸だろうと予想していましたが、その通りになりました。

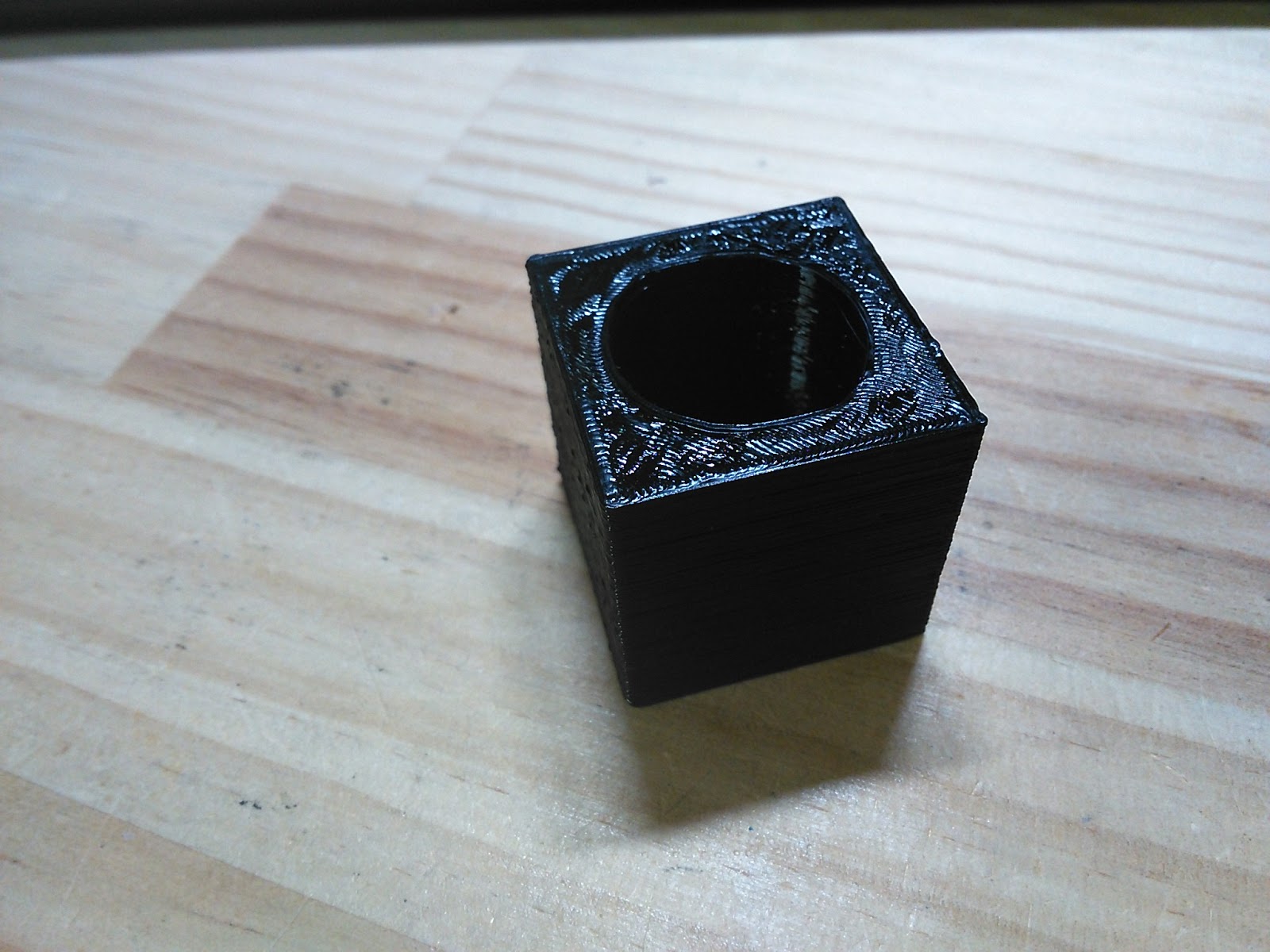
外形の正方形はそこそこきれいに出ているように見えますが、これも若干平行四辺形になっています。ベルトを締めればある程度改善するかもしれませんが、おそらく根本的な問題があります。
次回はY軸の対策をして改善具合を見てみたいと思います。
このあたりから精度を追い込んでいくところが面白いんですよ。