
プリントしまくっておりますとサポート材を外す作業が多くなります。
特に今取り組んでいるミクさんの様に外観が非常に重要になるプリントでは、サポート材の跡が極力目立たないようにすることが大事であり、そのためにモデリング時点から形状や分割ポイントを考えたり、それでもだめなら無茶な向きでプリントしたりします。
ミクさんはすべてPLAでプリントされています。PLAを削ったことがある方は同意いただけると思いますが、PLAは非常に削りにくいです。快削材ではありません。
なんといっても粘ります。やすりで削れば表面からはがれて粉にはなるのですが、一部は粘土状というか、消しゴムのかすというか、そんなものになって成形物にまとわりつきます。で、さらに削って温度が上がるとすぐに溶けてゴムみたいに変形します。全く扱いにくい材料なのです。ので、できるだけ削りによる修正をしなくていいようにプリントの品質を上げることが重要になるわけですが、サポート材だけはそういうわけにはいきません。ということで、プリント後にサポート材を除去する作業が非常に重要になります。
そこで今回このミクさんのプリントのためにいくつかの新しいツールを導入しました。
それがこちら。レシプロ動作をするエア駆動やすりです。
レシプロ動作というのは往復動作のことで、ピストンが往復する車のエンジンを(ロータリーエンジンに対比して)レシプロエンジンなどと呼んだりします。

ツールを見ただけではよくわかりませんが、

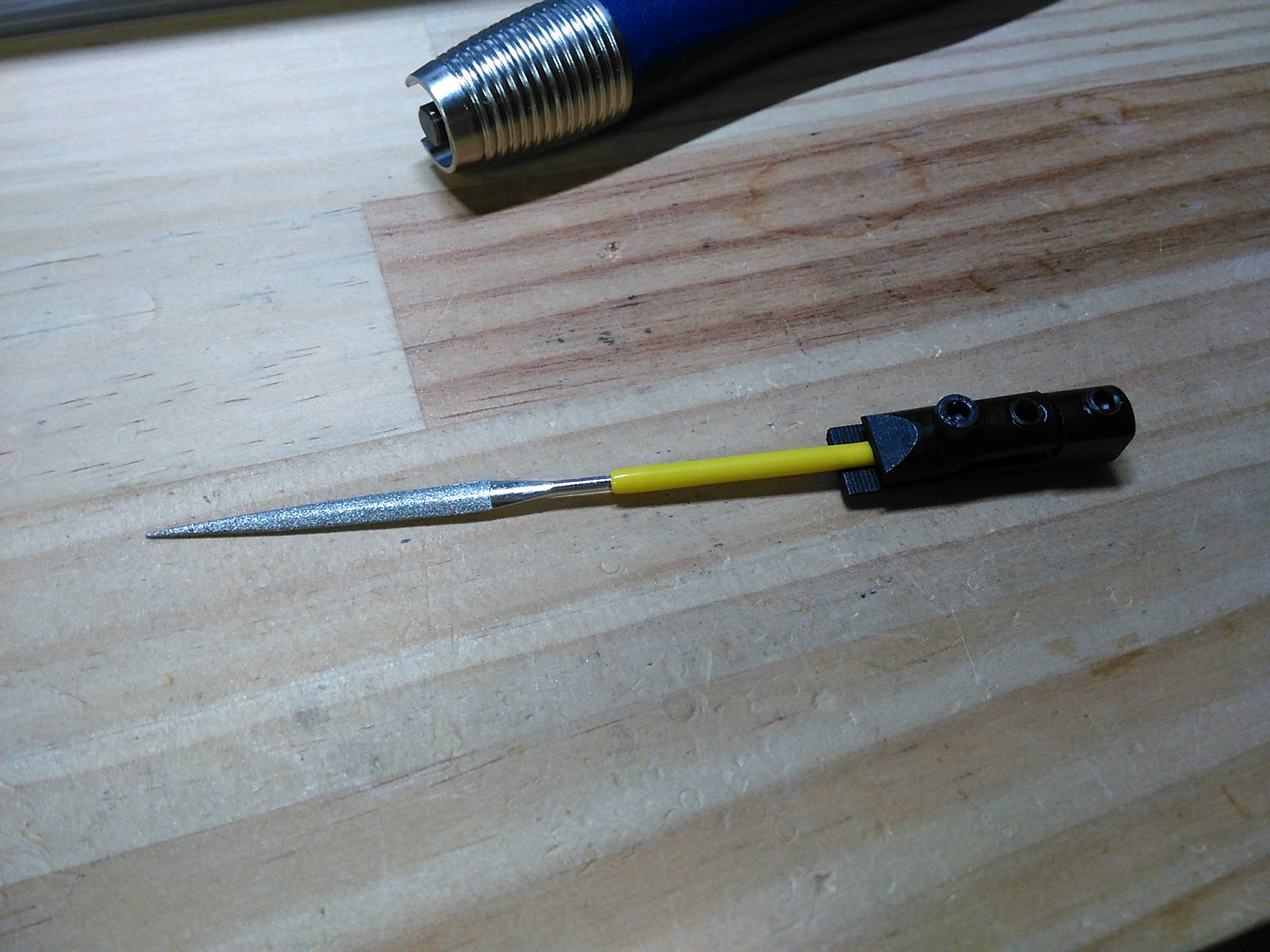
ツール先端のこの部分に、

このアタッチメントで、

この写真は無理やりですが、こんなイメージでやすりを固定すると、ヘッド部分が前後方向に高速に往復してやすり動作をするものです。


実際にサポート跡を処理してみましょう。
コンプレッサー出してきます。
ツールの素晴らしさは前述の通りなのですが、このコンプレッサーが必須であるのが巨大な問題であります。

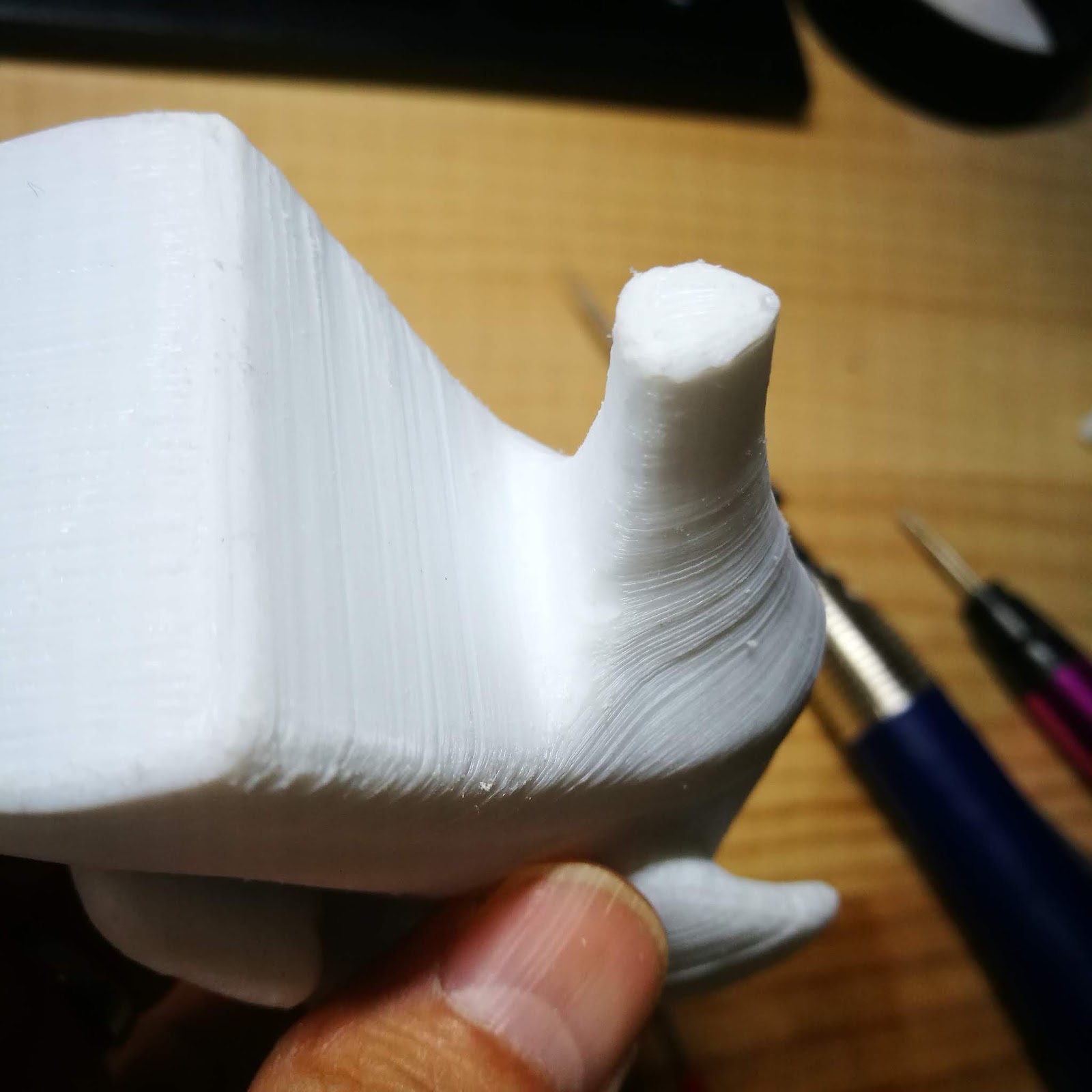
このヒールの谷間に残るサポート材の跡を削ってみます。
ほらこんなにきれいになりました、と説明したいのですが、写真では全く分かりません(笑 残念。

もう少しわかりやすいものを削ってみましょう。
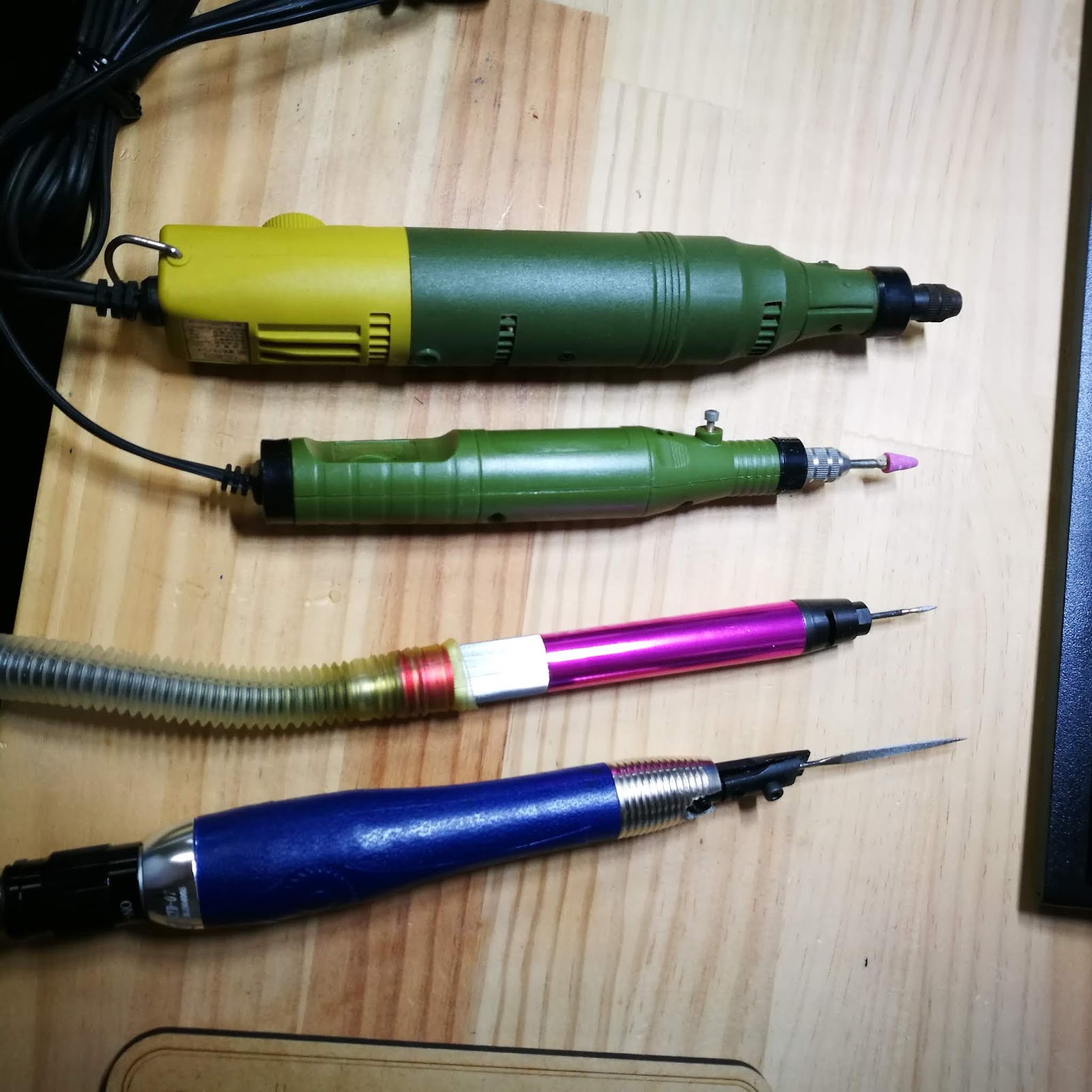
ちなみに、私が良く使うハンドツール。上の二つはモータタイプ。このほかにリョービの100Wリューターと、さらに大きな300Wのリューターがあります。
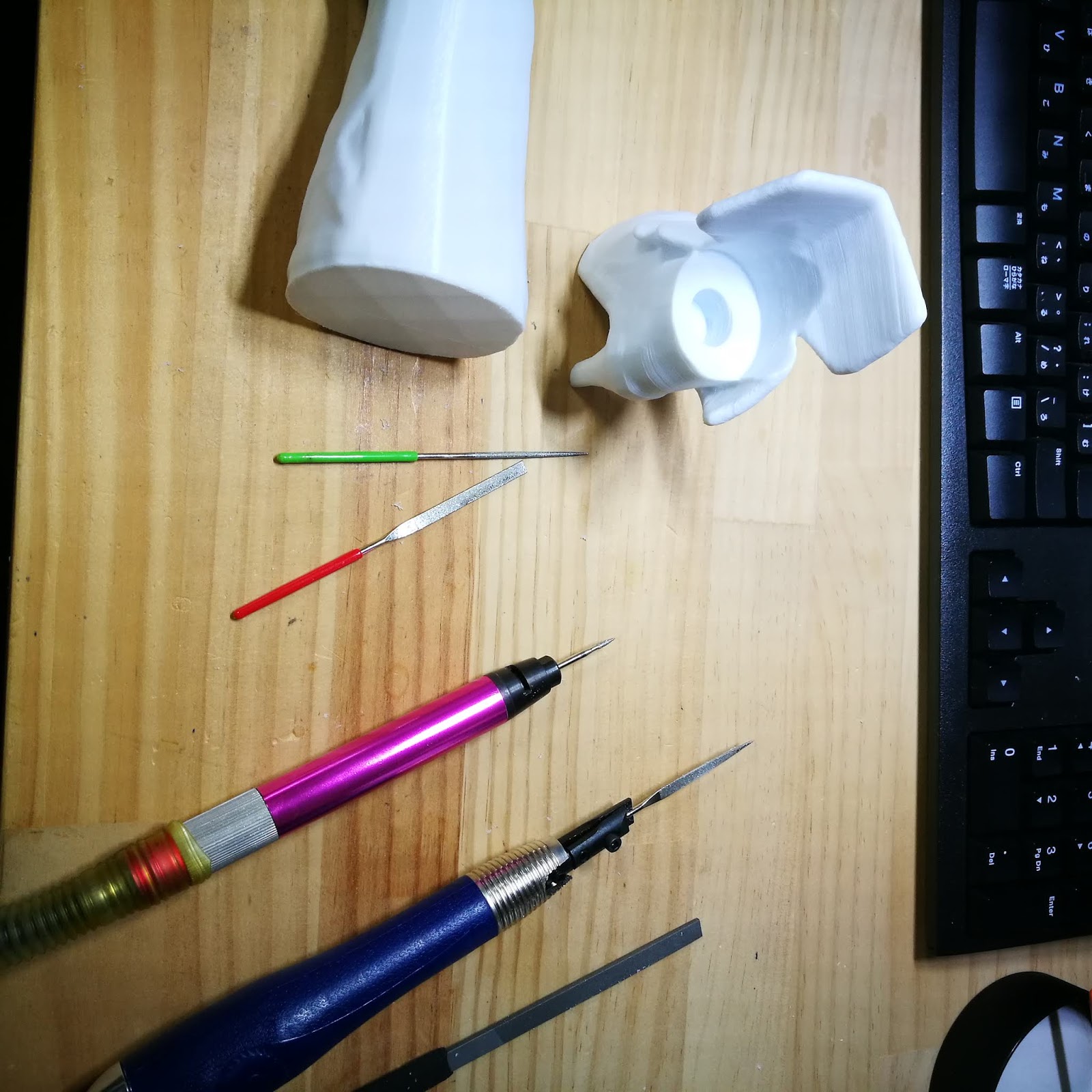
ここで今回導入したもう一つのツール。
Twitterのリプライで教えてもらったジルコニアやすり。

名前の通りジルコニア、ジルコニウム酸化物でできたやすりです。ジルコニアというとセラミック鋏、セラミック包丁なんかで有名になった真っ白な焼き物です。非常に硬度が高い上にセラミックとしては非常に靭性が高い材料です。結晶化したものは透明度と屈折率が高いのでキュービックジルコニアという呼び名でダイヤモンドに似た石としてアクセサリなんかに多用されてますね。
今回は4段階の粗さで購入してみました。

この部分のサポート跡を削ってみます。

一番目の粗いものをエアグラインダ使いました。
一撃であります。撫でていく感じで面白いようにサポート材の残骸が吹き飛んでいきます。
粗めなので目詰まりしにくいし、おそらく熱的な特性も効いているのかな、粘りのある切粉が出ることもありません。切削部分の温度上昇が少ないものと思われます。

もう一つ削った例を。
この部分は小さかったこともあり、ちょいと気合を入れて3番目の粗さで削ってみました。
サポートがついていた跡がわかります?これ、カラーの内側ですから全面にびっしりサポート材がついていたところです。それがこんなにつるつるになるのです。素晴らしい。

今回購入したジルコニアやすりはこちら。2000円台とこれまた若干高めの値段ではありますが、1本あたり500円ですし、PLAを削っている限りはまず刃が欠けるということは考えなくてよいので長持ちします。持ってて絶対に損はないツールだと思います。

AliExpress.com Product – White Cotton Dental Polishing Cloth,3×40,dental lab material
ちなみに、エアグラインダ、電動グラインダ両方で使ってみましたが、どちらでも非常によく削れます。エアグラインダとの組み合わせがより良いと思いますが、電動でも使い勝手は変わりません。